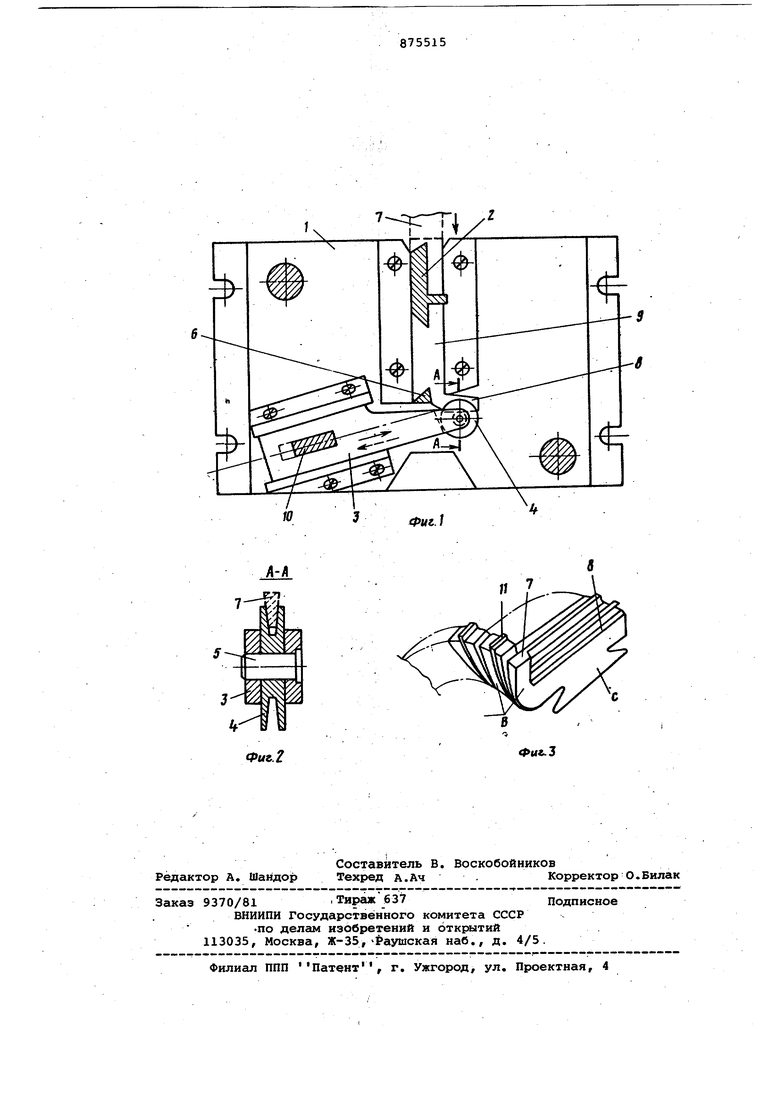
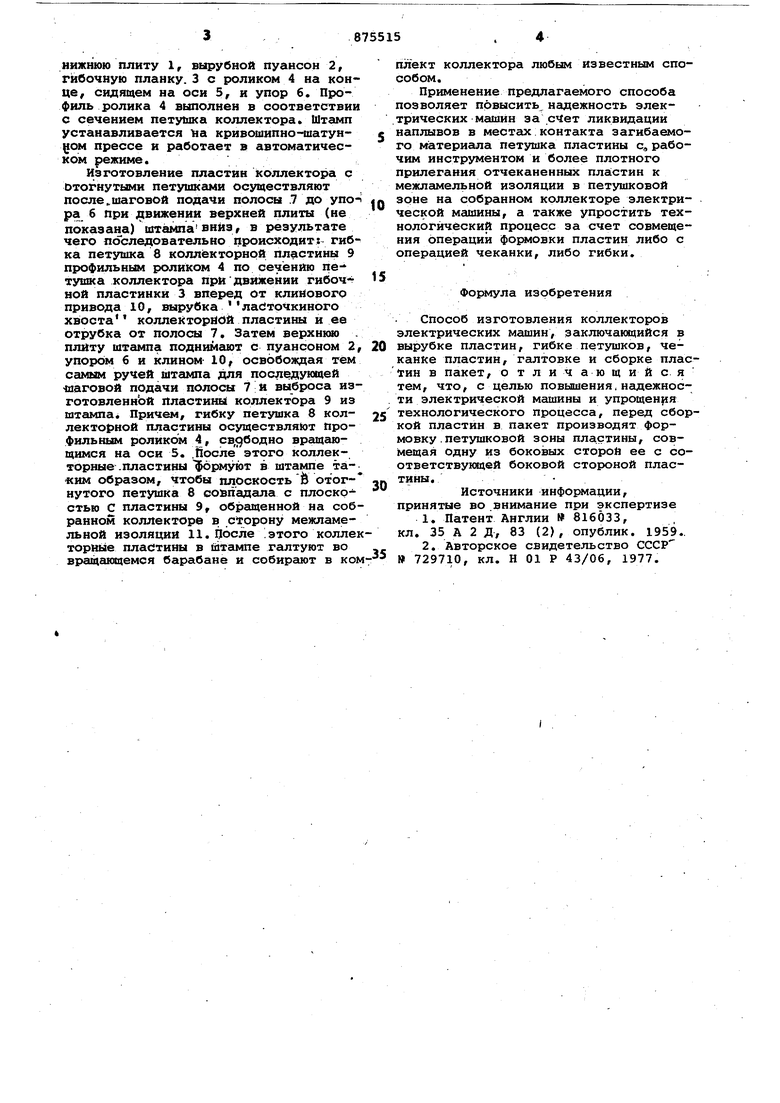
Изобретение относится к электротех нике, а именно к производству коллекторов электрических машин, например коллекторов автотракторных стартеров, Известен способ изготовления коллекторов электрических машин с отогнушми петушками путем вырубки коллекторных пластин, гибки петушков, чеканки, голтовки и сборки пластин в коллектор 1). Недостатком этого способа является узкая область его применения, а именно только для изготовления коллек торов с мальм количеством секций обмоток. При использовании этого способа для производства коллекторов больших электрических машин., например автотракторных стартеров, происходит большой расход материала, разрыв и потеря устойчивости материсша при гибке петушка. (Известен другой способ изготовленй коллекторов электрических °с отогнутыми петушками., путем вырубки коллекторных пластин, гибки петушки пласти:ны в вырубном штёмпе профильньол пуансоном, чеканки, галтовки и сборки пластин в кЬмплёкт коллектора с последующей его опрессовкой в нагретом состоянии 2. Недостатками этого способа являются недостаточная нещежность электрической машины, вследствие появления наплывов на загибаемом петушке пластины и выкрашивания межламельной иэоляции из-за отпружинивания пластины в зоне отогнутого петушка коллектора после его опрессовки, а также сложность технологического процесса изготовления коллектора. Цель изобретения - повьиаение надежности электрической машины и упрощение технологического процесса. Указанная цель достигается тем, что перед сборкой пластин в пакет производят формовку пётушковой зоны пластины, совмещая одну из боковых сторон ее с соответствукйцей боковой стороной пластины. На фиг. 1 изображен комбинированный штамп для изготовления коллекторных пластин, разрез.; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - пластины в комплекте ко.алектора после чеканки. Изготовление пластин коллектора с отогнутыми петушками ведется в комбинированном штампе, который содержит нижнюю плиту 1, вырубной пуансоы 2, гибочную планку. 3 с роликом 4 на конце, сидящем на оси 5, и упор 6. Профиль ролика 4 выполнен в соответствии с сечением петушка коллектора. Штамп устанавливается lia кривошипно-шатунgOM прессе и работает в автоматическом режиме. Изготовление пластин коллектора с отогнутыми петушками осзществляют после шаговой подачи полосы .7 до yno pa б при ;цвижении верхней плиты (не показана) штампавниз, в результате чего последовательно происходит: гиб ка петушка 8 коллекторной пластины 9 профильным роликом 4 по сечению петзпака коллектора придвижении гибоч ной пластинки 3 вперед от клинового привода 10, вырубка лабточкиного хвоста коллекторйдй пластины и ее отрубка от полосы 7, Затем верхнюю плиту штампа поднимают с пуанроном 2 упором 6 и клином- 10, освобождая тем самым ручей штампа для последующей шаговой подачи полосы выброса из готовленной пластины коллектора 9 из штампа. Причем, гибку петушка 8 коллекторной пластины осуществляют Профильным роликам 4, св,9бодно вращающимся на оси 5. .После этого коллекторные .пластины рмуют в штампе таким образом, чтобы плоскость 6 отогнутого петушка 8 совпадала с плоскостью С пластины 9, обращенной на соб ранном коллекторе в сторону межламельной изоляции 11. После этого колле торные пластины в Штампе галтуют во вращакяцемся барабане и собирают в ко плект коллектора любым известным способом. Применение предлагаемого способа позволяет повысить надежность электрических машин за счет ликвидации наплывов в местах:контакта загибаемого материала петушка пластины с, рабочим инструментом и более плотного прилегания отчеканенных пластин к межламельной изоляции в петушковой зоне на собранном коллекторе электрической машины, а также упростить технологический процесс за счет совмещения операции ф0 1овки пластин либо с операцией чеканки, либо гибки. Форлула изобретения Способ изготовления коллекторов электрических машин, заключающийся в вырубке пластин, гибке петушков, чеканке пластин, галтовке и сборке пластин в пакет, о т л и ч а ю щ и и с я тем, что, с целью повышения,надежности электрической машины и упрощения технологического процесса, перед сборкой пластин в пакет производят формовку . петушковой зоны пластины, совмещая одну из боковых сторон ее с соответствующей боковой стороной пластины. Источники информации, принятые во .внимание при экспертизе 1.Патент Англии 816033, кл. 35 А 2 Д, 83 (2), опублик. 1959.. 2.Авторское свидетельство СССР 729710, кл. Н 01 Р 43/06, 1977.
Л-Л
Фиг. 2
Я
Фиг.3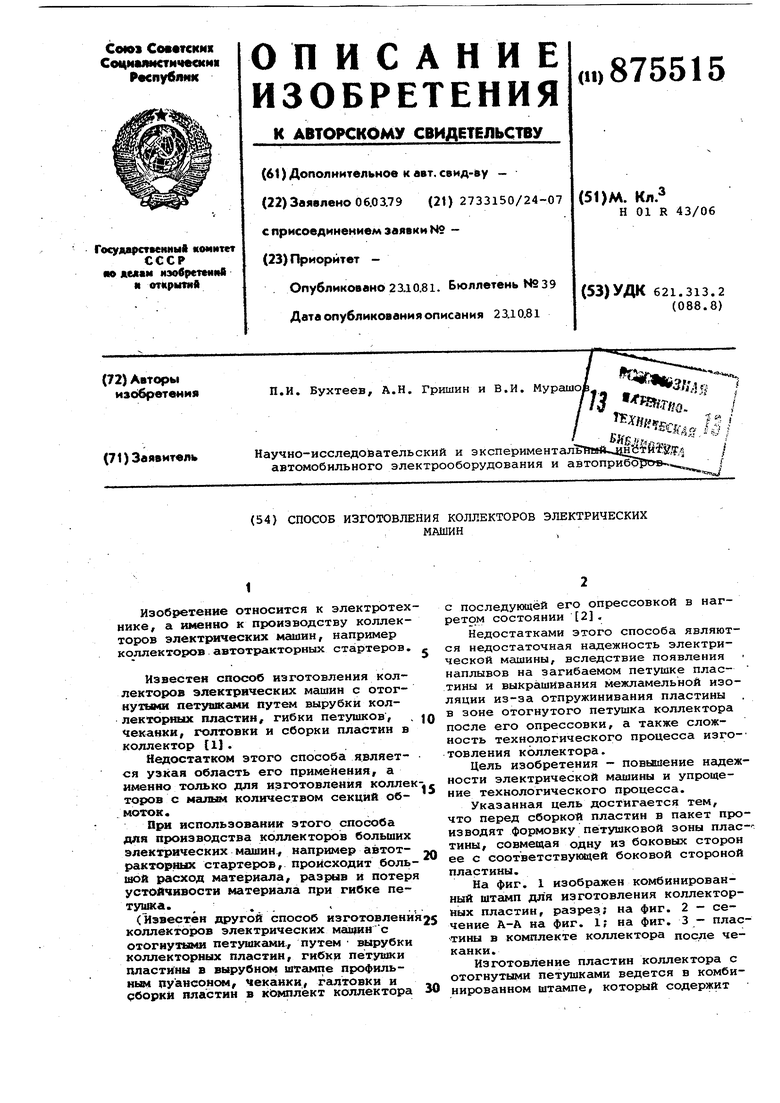
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления коллекторов электрических машин | 1977 |
|
SU729710A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2001 |
|
RU2209498C2 |
| Способ изготовления коллектора электрической машины | 1991 |
|
SU1815712A1 |
| КОЛЛЕКТОР ЭЛЕКТРИЧЕСКИХ МАШИН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2233518C2 |
| Коллектор электрической машины и способ его изготовления | 1982 |
|
SU1019528A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1991 |
|
RU2007800C1 |
| Способ изготовления коллектора | 1980 |
|
SU1112460A1 |
| Коллектор электрической машины и способ его изготовления | 1987 |
|
SU1534570A1 |
| Коллектор для электрической машины | 1982 |
|
SU1069038A1 |
| Устройство для фрезерования коллекторных пластин электрических машин | 1978 |
|
SU746793A1 |