Изобретение относится к обработке металлов давлением и предназначено для использования при изготовлении гнутых неравнополочных швеллерных профилей со ступенчатой стенкой в валках профилегибочного стана.
Цель изобретения - снижение трудоемкости, упрощение обслу кивания и сокращение времени настройки стана.
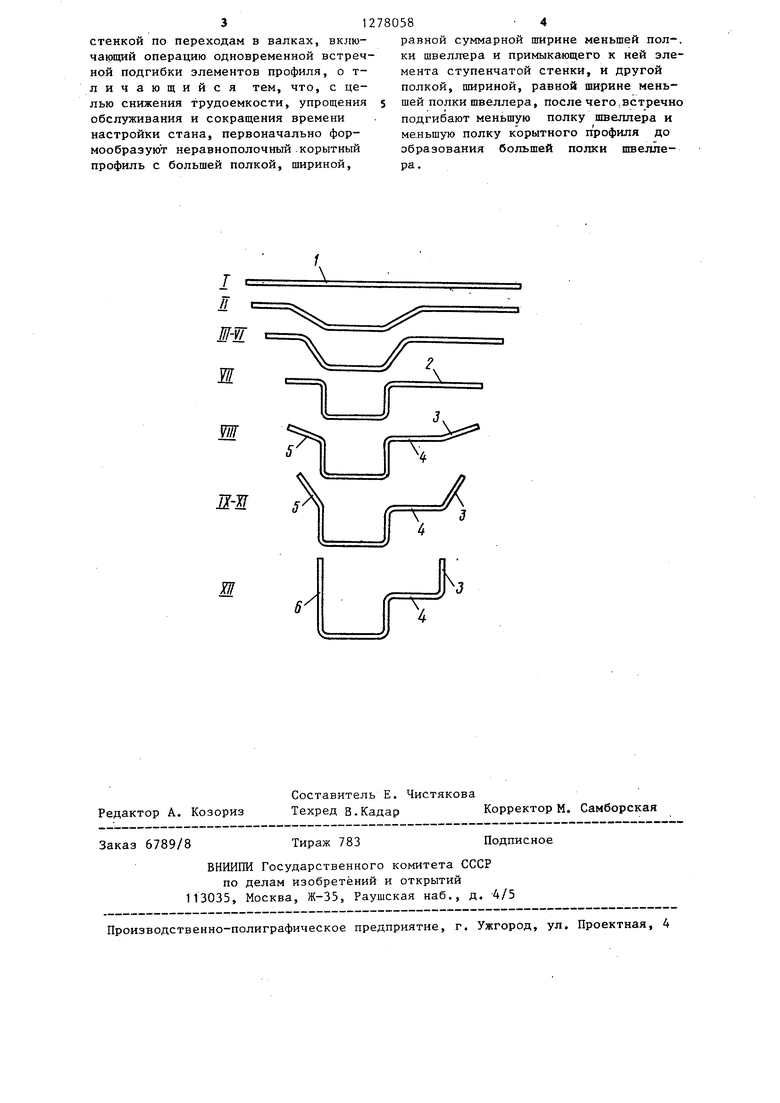
На чертеже показана схема формообразования неравнополочного швеллера со ступенчатой стенкой предлагаемым способом.
В технологических переходах I-VII путем последовательной подгибки заготовки 1 формообразуют неравнополоч ный корытный профиль заданных геометрических размеров с шириной большей полки 2, равной суммарной ширине меньшей полки 3 швеллера и примыкающего к ней элемента ступенчатой стенки 4 и другой полкой 5 с ширин:ой, равной ширине меньшей полки 3 швеллера. Затем в технологических переходах VIII-XII осуществляют дальнейшее формоизменение корытного профиля, при этом одновременно с подгибкой меньшей полки 3 швеллера осуществляют встречную подгибку меньшей полки 5 корытного профиля до образования большей полки 6 швеллера,.
Предлагаемый способ может быть реализован с помощью калибровки валков, разработанной в соответствии с данным способом для изготовления гнутых неравнополочных швеллеров со ступенчатой стенкой, на профилегибочном стане.
По предложенному способу изготовляют неравнополочньй швеллер со ступенчатой стенкой 315х150х50хГ10х66х х6 мм из стали СтЗ. Профиль формуют поштучным способом на стане 2-7 х X 80-600. Для получения готового профиля- требуется 12 технологических переходов.
Первоначально после первого перехода (задающего) технологических переходов II-VII из полосовой заготовки формообразуют неравнополочный корытный профиль 150x50x225x60x6 мм с шириной большей полки, равной 225 мм, и меньшей соответственно 60 мм. При этом режим подгибки мень- шей полки принят равным 15-28-42-56- 72-88-90°, а режим подгибки большей полки определяется из условия равенства вертикальных перемещений кромок
780582
полок и составляет по переходам соответственно 11-24-38-52-68-84-90. Затем в VIII-XII технологических переходах осуществляют дальнейшее фор- 5 мообразование корытного профиля путек пот,гибки на одинаковые углы меньшей полки швеллера и одновременной при этом встречной подгибке меньшей полки корытного профиля до образования О большей полки швеллера и окончатель- . ной отформовки профиля до заданных размеров. Режим подгибки полок принят равным 15-35-50-75-90°.
В процессе формообразования профи- 5 ля по предложенному способу винтообразное скручивание составляет 0°15 -0°30 на 1 м длины, продольный прогиб 0,6-0,8 мм на 1 м длины. Отклонения углов подгибки между элемен- 20 тами профиля от заданных не наблюдается ,
Согласно расчетным данным и опытной проверке на стане 2-7x80-600 предлагаемый способ в сравнении с 25 известным позволяет изготавливать указанные профили требуемого качества более широкого сортамента (при относительной ширине горизонтальной стенки Вр.т /3„ 50 и относительной 30 ширине полки , 10).
Предлагаемый способ обеспечивает улучшение качества профилей за счет предупрегкдения винтообразного скручи-: вания и продольного изгиба в процес- ,„ се профилирования (скручивание составляет 0°15 -0°30 на 1 м длины, продольный прогиб до 0,5-0,8 мм на 1 м длины) ; сокращает количество технологических переходов на 30-40%; снижает 40 трудоемкость изготовления рабочих валков и профиля на 10%, в то время как при изготовлении подобных профилей более широкого сортамента (при Вр ст /So г 50 и 10) по из- 5 вестному способу имеют место винтообразное скручивание (угол 2-3 на 1 м длины)5 продольный изгиб (стрела прогиба 1,0-1,5 мм на 1 м длины), волнистость на кромках профиля; расширяет сортамент изготавливаемых
50
55
неравнополочных швеллеров со ступенчатой стенкой, применяемых в вагоностроении, производство которых не бьшо освоено ранее из-за технологических трудностей.
Формула изобретения Способ изготовления гнутых неравнополочных швеллеров со ступенчатой
31
стенкой по переходам в валках, включающий операцию одновременной встреч ной подгибки элементов профиля, о т- личающийся тем, что, с целью снижения трудоемкости, упрощения обслуживания и сокращения времени настройки стана, первоначально фор- мообраэую т неравнополочный .корытный профиль с большей полкой, шириной.
78058 4
равной суммарной ширине меньшей пол-, ки швеллера и примыкающего к ней элемента ступенчатой стенки, и другой полкой, шириной, равной ширине меньшей полки швеллера, после чего,встречно подгибают меньшую полку швеллера и меньшую полку корытного профиля до образования большей полки швеллера.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых неравнополочных швеллеров со ступенчатой стенкой | 1986 |
|
SU1389903A1 |
| Способ изготовления несимметричных гнутых профилей | 1981 |
|
SU1019727A1 |
| Способ изготовления гнутых несимметричных профилей | 1982 |
|
SU1079334A1 |
| Способ изготовления гнутых несимметричных профилей | 1982 |
|
SU1076164A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ (ВАРИАНТЫ) | 1992 |
|
RU2106216C1 |
| Способ изготовления гнутых неравнополочных профилей | 1982 |
|
SU1090471A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИММЕТРИЧНЫХ ГНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2044584C1 |
| Валок рабочей клетки профилегибочного стана | 1982 |
|
SU1077680A1 |
| Способ изготовления неравнополочных гнутых профилей проката | 1983 |
|
SU1136866A1 |
| Способ изготовления несимметричных гнутых листовых профилей проката,преимущественно корытообразного типа с неравными боковыми элементами (его варианты) | 1983 |
|
SU1172626A1 |
Изобретение относится к обработке металлов давлением, в частности к профилегибочному производству. Целью изобретения является снижение трудоемкости, упрощение обслуживания и сокращение времени настройки стана. Неравнополочный швеллер со ступенчатой стенкой образуют по переходам в валках. Сначала получают неравнопо- лочный корытный профиль с большей полкой шириной, равной суммарной ширине меньшей полки швеллера и примыкающего к ней элемента ступенчатой стенки, и другой полкой шириной, равной ширине меньшей полки швеллера. Окончательное формирование профиля со ступенчатой стенкой производят встречной подгибкой меньшей полки швеллера и меньшей полкой корытного профиля. Указанный способ реализуется с помощью калибровки валков на профилегибочном стане. 1 ил. f гзая to q 00
т
л-ж
т
Редактор А. Козориз Заказ 6789/8
Составитель Е. Чистякова
Техред В.Кадар Корректор М. Самборская
Тираж 783
Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое
Подписное
предприятие, г. Ужгород, ул. Проектная. 4
| Способ изготовления гнутых несимметричных профилей | 1978 |
|
SU778863A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
