Изобретение относится к обработке металлов давлением, в частности к производству несимметричных гнутых профилей проката в валках профилегибочных станов.
Известен способ производства несимметричных гнутых профилей, по которому полки профиля подгибаются на разные углы из условия равенства нулю скручивающего момента относител но центра тяжести, а на последних переходах поворачивают стенку вокруг оси профилирования в сторону большей
полки 1 3
Недостатком известного способа является винтообразное скручивание профилей вследствие недостаточного учета особенностей процесса.
Целью предлагаемого способа является повышение качества профилей путем предупреждения их винтообразного скручивания.
С этой целью в способе производства несимметричных гнутых профилей, в лючающем многопереходную подгибУгол подгибки большей боковой стенки ot, град
ку элементов профиля в валках, в процессе подгибки элементов про филя перемещают центр тяжести его поперечного сечения в плоскости, перпендикулярной осям валков.
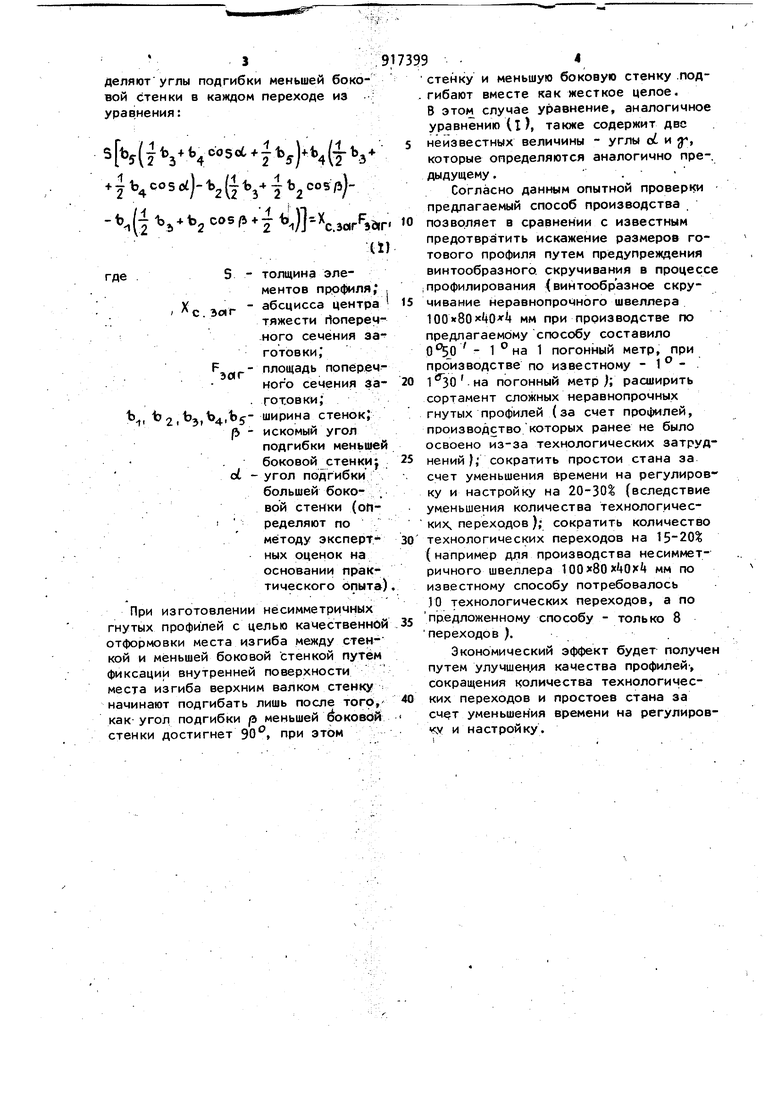
На фиг. 1 показана разбивка поперечного сечения несимметричного корытного профиля на элементы; на фиг. 2 - три перехода при производстве несимметричного швеллера по предлагаемому способу.
Позицией 1 обозначен первый переход, позицией 2 - предчистовые переходы, позицией 3 чистовые переходы, позицией 4 - следы -плоскоти, перпендикулярной осям валков, в которрй находится центр тяжести поперечных сечений профиля всех переходов.
Так, например, режим профилирования несимметричного швеллера ЮОх х80х50 мм из стали Ст.З, определеный по предлагаемому способу, приведен в таблице.
Угол подгибки
стенки
у, град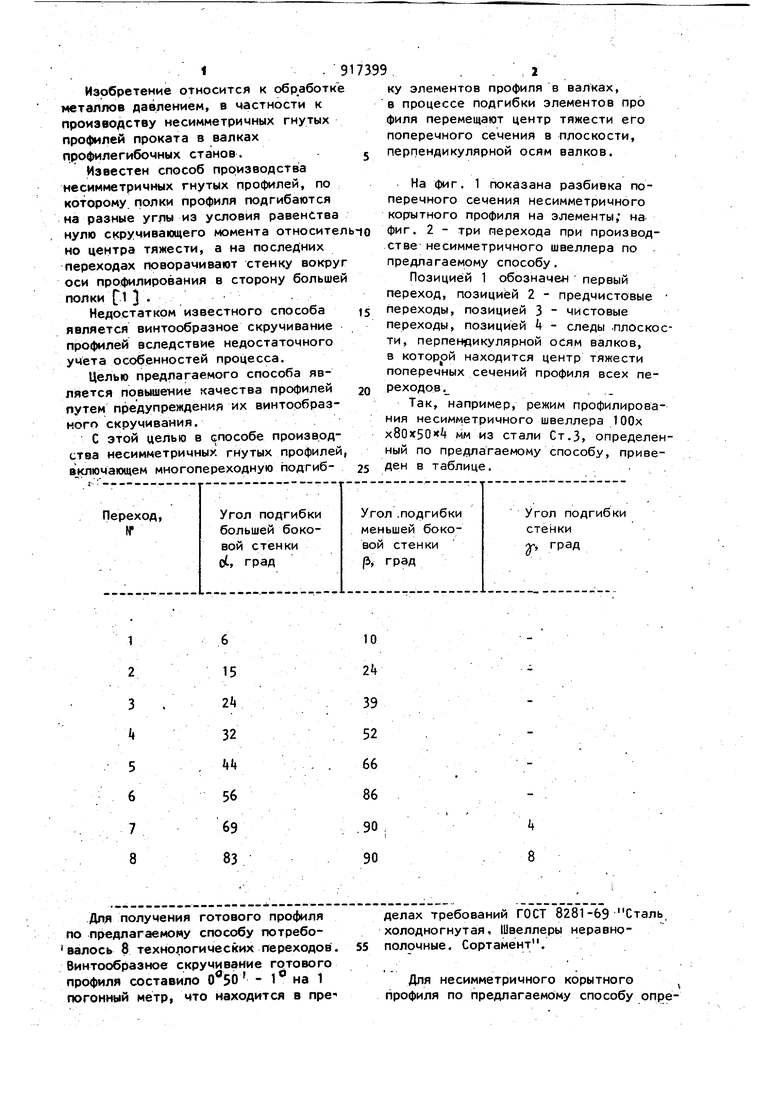
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления несимметричных гнутых профилей | 1981 |
|
SU1019727A1 |
| Способ изготовления несимметричных гнутых листовых профилей проката,преимущественно корытообразного типа с неравными боковыми элементами (его варианты) | 1983 |
|
SU1172626A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ (ВАРИАНТЫ) | 1992 |
|
RU2106216C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИММЕТРИЧНОГО ГНУТОГО ПРОФИЛЯ КОРЫТНОГО ТИПА | 1992 |
|
RU2040998C1 |
| Способ изготовления гнутых несимметричных профилей | 1982 |
|
SU1079334A1 |
| Способ изготовления гнутых неравнополочных швеллеров со ступенчатой стенкой | 1986 |
|
SU1389903A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИММЕТРИЧНЫХ ГНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2044584C1 |
| Способ изготовления несимметричных гнутых профилей | 1977 |
|
SU654085A1 |
| Способ изготовления несимметричных гнутых профилей проката | 1985 |
|
SU1269877A1 |
| Способ изготовления несимметричных гнутых профилей | 1985 |
|
SU1278059A1 |

6
15
2Ц
32
Ц
56
69
83
Для получения готового профиля по предлагаемому способу потребовалось 8 технологических переходов. Винтообразное скручивание готового профиля составило - 1 на 1 погонный метр, что находится в пре
10 2k
39 52 66 86
k 8 .90 90
делах требований ГОСТ 8281-69 Сталь, холодногнутая, Швеллеры неравнополочные. Сортамент.
Для несимметричного корытного профиля по предлагаемому способу определяют углы подгибки меньшей боковой стенки в каждом переходе из уравнения:(Ъз.Ь со5сС.1ъ,).Ъ,(±Ъ,. 4b oo54b2(),(| Ъ.Ь 05, Ъ)-Л,Р,, -толщина элементов профиля, -абсцисса центра с. зяг тяжести Нопереч-ного сечения эаготовки, площадь поперечного сечения за. готовки; Ч 2. ширина стенок; р - искомый угол подгибки меньшей боковой стенки} cL - угол подгибки большей боко-; вой стенки (опI ределяют по методу экспертных оценок на основании практического опыта) При изготовлении несимметричных гнутых профилей с целью качественной отформовки места изгиба между стен-; кой и меньшей боковой стенкой путем фиксации внутренней поверхности места изгиба верхним валком стенку начинают подгибать лишь после того,как угол подгибки р меньшей боковой стенки достигнет 90, при этом стенку и меньшую боковую стенку .подгибают вместе как жесткое целое, В этом случае уравнение, аналогичное уравнению (I), также содержит две неизвестных величины - углы cL vt у, которые определяются аналогично пре-. дыдущему. . Согласно данным опытной проверки предлагаемый способ производства позволяет в сравнении с известным предотвратить искажение размеров готового профиля путем предупреждения винтообразного, скручивания в процессе ;профилирования (винтообразное скру чивание неравнопрочного швеллера мм при производстве по предлагаемому способу составило - 1 ° на 1 погонный метр, при производстве по известному - 1 - . 1 30на погонный метр); расширить сортамент сложных неравнопрочных гнутых профилей (за счет профилей, производство которых ранее не было освоено из-за технологических затруднений ), сократить простои стана за счет уменьшения времени на регулировку и настройку на 20-30% (вследствие уменьшения количества Технологических переходов ); сократить количество технологических переходов на 15-20 (например для производства несимметричного швеллера 100х80хЦОх4 мм по известному способу потребовалось .10 технологических переходов, а по предложенному способу - только 8 переходов ). Экономический эффект будет получен путем улучшения качества профилей , Сокращения количества технологических переходов и простоев стана за уменьшения времени на регулировv;y и настройку.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Тришевский И.С | |||
| Производство и применение гнутых профилей проката | |||
| Справочник, М., Металлургия, 1975, с | |||
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
| ttg.t ,v - | |||
| .Г: к f i y:ia-}i I () СПОСОБ ПРОИЗВОДЬТВА НЕСИМ МБТРИЧНЫХ гнутых ПРОФИЛЕЙ, включающий многопереходную подгибку элементов профиля в валках, отличающийся тем, что, с целью повышения качества профилей путем предупреждения их винтообразного скручивания, в процессе подгибки элементов профиля перемещают центр тяжести его поперечного сечения в плоскости, перпендикулярной осям валков | |||
| (О | |||
