Изобретение относится к прокатному производству, и может быть использовано для охлаждения изделий, в том числе и несимметричных профилей, в процессе горячей прокатки и после него.
Сущность основного изобретения за лючается в том, что в устройстве для охлаждения движущегося проката, включающем корпус с нижней плитой и со средствами для подачи охладителя, установленными в щахматном порядке сверху по его бокам под углом к горизонту 30-50°, нижняя плита корпуса выполнена с поперечными относительно его продольной оси, канавками, расположенными в щахматном порядке вдоль корпуса с постоянным щагом, равным шагу размещения средств для подачи охладителя, а под средствами для подачи охладителя дополнительно смонтированы у нижней плиты корпуса средства для подачи воздуха, размещенные под углом 3-5° к горизонтали, причем продольные оси канавки и соответствующих средств для подачи охладителя и воздуха лежат в одной вертикальной плоскости. Кроме того, канавки в нижней плите корпуса выполнены со скосом боковых кромок под углом 20-30° к горизонтали, а продольное их сечение выполнено предпочтительно треугольным с наклоном стороны, противоположной средствам для подачи охладителя и воздуха под углом 10-15° к горизонтали 1.
Недостатком устройства является то, что наклонные поверхности канавок, обращенные к соответствующим средствам для подачи охладителя и воздуха под определенным углом к горизонтали, выполнены заодно с нижней плитой корпуса. Это не позволяет изменять угол наклона стороны в треугольном сечении канавок, который определяет характер омывания потоком охладителя нижней поверхности охлаждаемого профиля. Таким образом, устройство, настроенное на охлаждение одного вида профиля или определенного профилеразмера, не может обеспечить равномерно качественное охлаждение всего сортамента прокатного стана и, особенно, несимметричных профилей, равномерное охлаждение которых предусматривает дифференцированный теплоотбор от элементов профиля с различной металлоемкостью. Переход става на прокатку другого профиля вызывает необходимость замены нижних плит корпуса на другие, с канавками, наклонные поверхности которых расположены под другим углом к горизонту, а следовательно, к нижней поверхности обрабатываемого профиля. При работе стана в щироком сортаменте и наличии в нем несимметричных профилей реализация такого технического решения потребовала бы непомерно больщого парка нижних плит корпуса устройства, что затруднило бы регулировку и настройку устройства на требуемый по технологии режим охлаждения.
При оптимальном же, с точки зрения удобства обс туживания и настройки, парке нижних плит невозможно добиться равномерного охлаждения по сечению всех профилеразмеров и профилей, находящихся в сортаменте прокатного стана. Неравномерное ускоренное охлаждение несимметричных профилей по сечению может вызвать их коробление, что осложняет работу прокатного стана.
Цель изобретения - повышение равномерности охлаждения несимметричных профилей путем дифференцированного тепло5 отбора от элементов профиля с различной металлоемкостью и упрощение регулировки процесса охлаждения при работе стана в щироком сортаменте.
Поставленная цель достигается тем, что в устройство для охлаждения движущегося 0 проката наклонные поверхности каждого ряда канавок, обращенные к соответствующим средствам для подачи охладителя и воздуха, выполнены в виде установленных на оси вращения экранов, соединенных с механизмами поворота, которыми дополнительно снабжено устройство.
Выполнение наклонных поверхностей канавок в виде установленных на оси вращения экранов позволяет путем изменения угла наклона к горизонту изменять условия 0 омывания потоком охладителя нижней поверхности профиля со стороны каждого ряда средств для подачи охладителя и воздуха, т. е. создавать усилия равномерного охлаждения по сечению всех профилей и профилеразмеров сортамента прокатного стана. Наличие в устройстве механизмов поворота, связанных с экраном каждого ряда канавок, позволяет создавать требуемый по технологии режим охлаждения как отдельных элементов профиля, так и всего профиQ ля в целом, кро.ме того, наличие механизмов поворота экранов каждого ряда канавок значительно упрощает регулировку и настройку устройств в процессе его работы в.случае перехода стана на прокатку другого профиля.
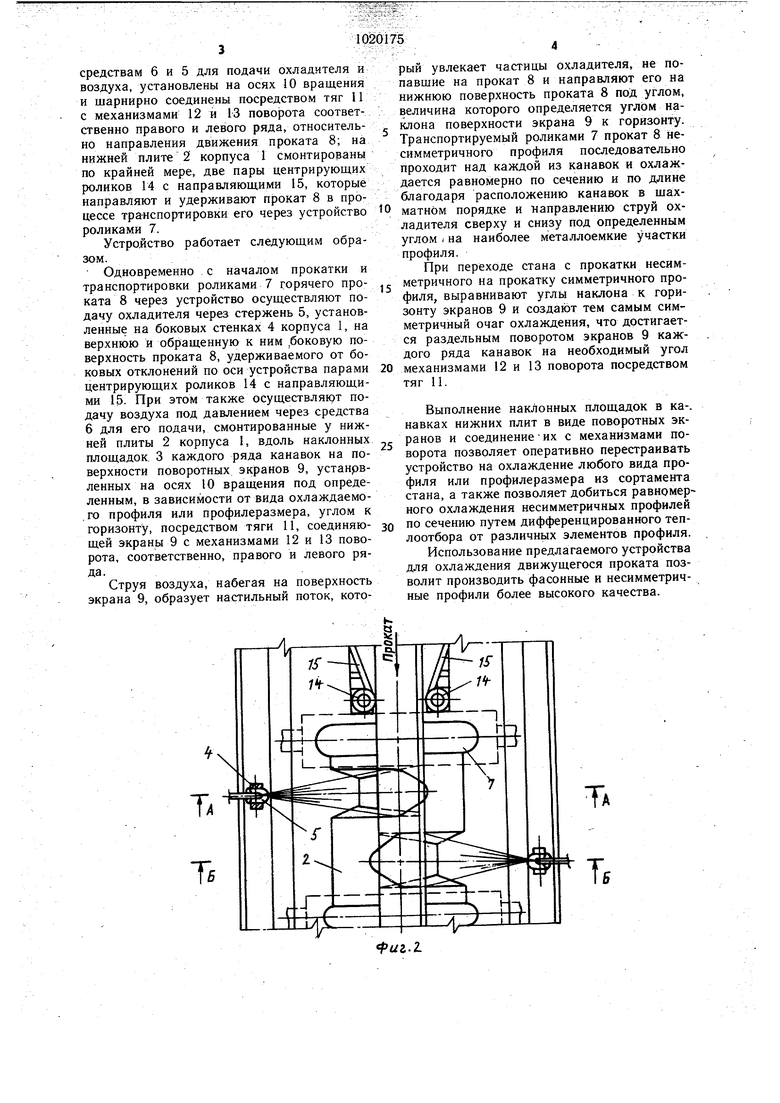
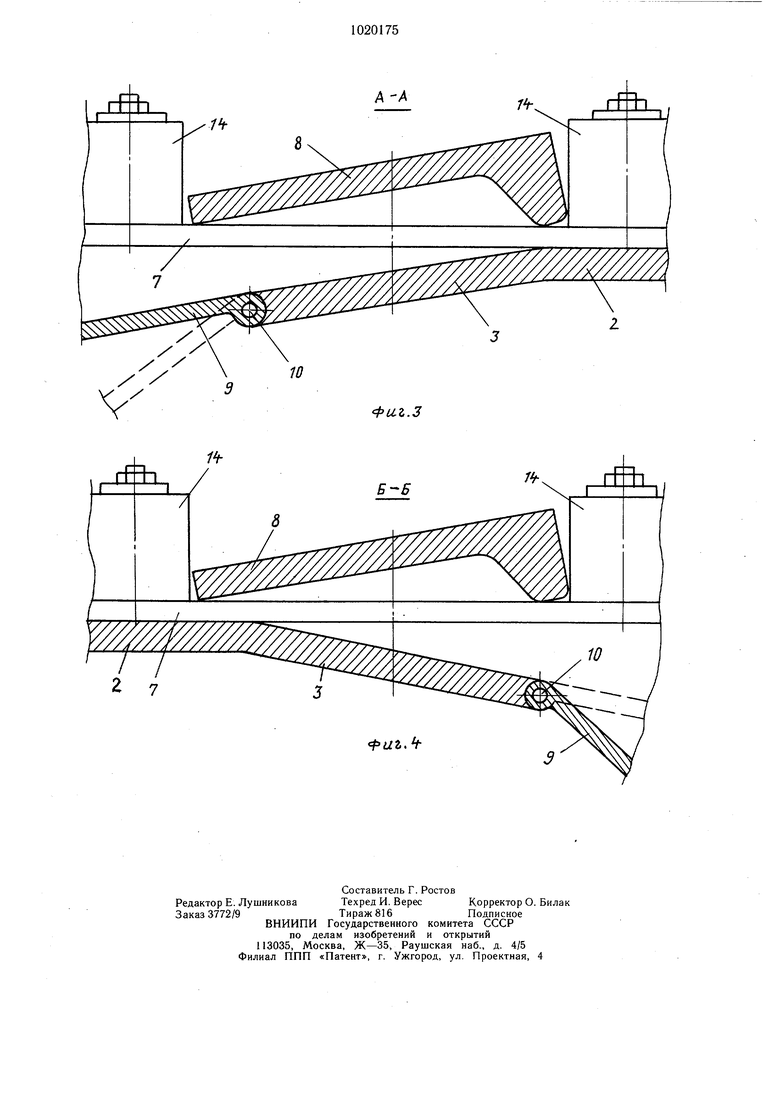
5 На фиг. 1 изображено устройство, разрез; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 2 канавка с экраном в нижней плите корпуса; на фиг. 4 - разрез Б-Б на фиг. 2.
Устройство состоит из корпуса 1 с нижней плитой 2, в которой выполнены в шахматном порядке в два ряда канавки с наклонными площадками 3, на боковых стенках 4 корпуса 1 установлены средства 5 и 6 для подачи- соответственно охладителя и
5 воздуха на поверхность движущегося по роликам 7 проката 8, поворотные экраны 9 на наклонных площадках 3 канавок каждого ряда, обращенные к соответствующим
средствам 6 и 5 для подачи охладителя и воздуха, установлены на осях 10 вращения и шарнирно соединены посредством тяг 11 с механизмами 12 и 13 поворота соответственно правого и левого ряда, относительно направления движения проката 8; на нижней плите 2 корпуса 1 смонтированы по крайней мере, две пары центрирующих роликов 14 с направляющими 15, которые направляют и удерживают прокат 8 в процессе транспортировки его через устройство роликами 7.
Устройство работает следующим образом.
Одновременно с началом прокатки и транспортировки роликами 7 горячего проката 8 через устройство осуществляют подачу охладителя через стержень 5, установленные на боковых стенках 4 корпуса 1, на верхнюю и обращенную к ним .боковую поверхность проката 8, удерживаемого от боковых отклонений по оси устройства парами центрирующих роликов 14 с направляющими 15. При этом также осуществляют подачу воздуха под давлением через средства 6 для его подачи, смонтированные у нижней плиты 2 корпуса 1, вдоль наклонных площадок. 3 каждого ряда канавок на поверхности поворотных экранов 9, устанрвленных на осях 10 вращения под определенным, в зависимости от вида охлаждаемо, го профиля или профилеразмера, углом к горизонту, посредством тяги 11, соединяющей экраны 9 с механизмами 12 и 13 поворота, соответственно, правого и левого ряда..
Струя воздуха, набегая на поверхность экрана 9, образует настильный поток, который увлекает частицы охладителя, не попавшие на прокат 8 и направляют его на нижнюю поверхность проката 8 поД углом, величина которого определяется углом на клона поверхности экрана 9 к горизонту. Транспортируемый роликами 7 прокат 8 несимметричного профиля последовательно проходит над каждой из канавок и охлаждается равномерно по сечению и по длине благодаря расположению канавок в щах0 матном порядке и направлению струй охладителя сверху и снизу под определенным углом , на наиболее металлоемкие участки профиля.
При переходе стана с прокатки несимс метричного на прокатку симметричного профиля, выравнивают углы наклона к горизонту экранов 9 и создают тем самым симметричный очаг охлаждения, что достигается раздельным поворотом экранов 9 каждого ряда канавок на необходимый угол
0 механизмами 12 и 13 поворота посредством тяг 11.
Выполнение наклонных площадок в ка-, навках нижних плит в виде поворотных экранов и соединение их с механизмами поворота позволяет оперативно перестраивать устройство на охлаждение любого вида профиля или профилеразмера из сортамента стана, а также позволяет добиться равномерного охлаждения несимметричных профилей 0 по сечению путем дифференцированного теплоотбора от различных элементов профиля.
Использование предлагаемого устройства для охлаждения движущегося проката позволит производить фасонные и несимметричные профили более высокого качества.
ТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для охлаждения проката | 1982 |
|
SU1076161A1 |
| Устройство для охлаждения движущегося проката | 1980 |
|
SU884780A1 |
| Устройство для охлаждения сортового проката | 1985 |
|
SU1340857A1 |
| СПОСОБ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ И УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2010 |
|
RU2446025C2 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| Устройство для ускоренного охлаждения сортового проката | 1989 |
|
SU1577902A1 |
| Устройство для охлаждения сортового проката | 1987 |
|
SU1811929A1 |
| Способ охлаждения прокатных валков | 1981 |
|
SU980884A1 |
| Устройство для смотки сортового профиля | 1983 |
|
SU1144741A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТА И ВАЛКОВ | 2001 |
|
RU2193938C1 |
УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ДВИЖУЩЕГОСЯ ПРОКАТА по авт. св. № 884780, отличающееся тем, что, с целью повышения равномерности охлаждения различных несимметричных профилей путем дифференцированного теплоотбора от элементов профиля с различной металлоемкостью и упрощения регулировки процесса охлаждения при работе стана в широком сортаменте, наклонные поверхности каждого ряда канавок обращенные к соответствующим средствам для подачи охладителя и воздуха, выполнены в виде установленных на оси вращения экранов, соединенных с механизмом их поворота, которым дополнительно снабжено устройство.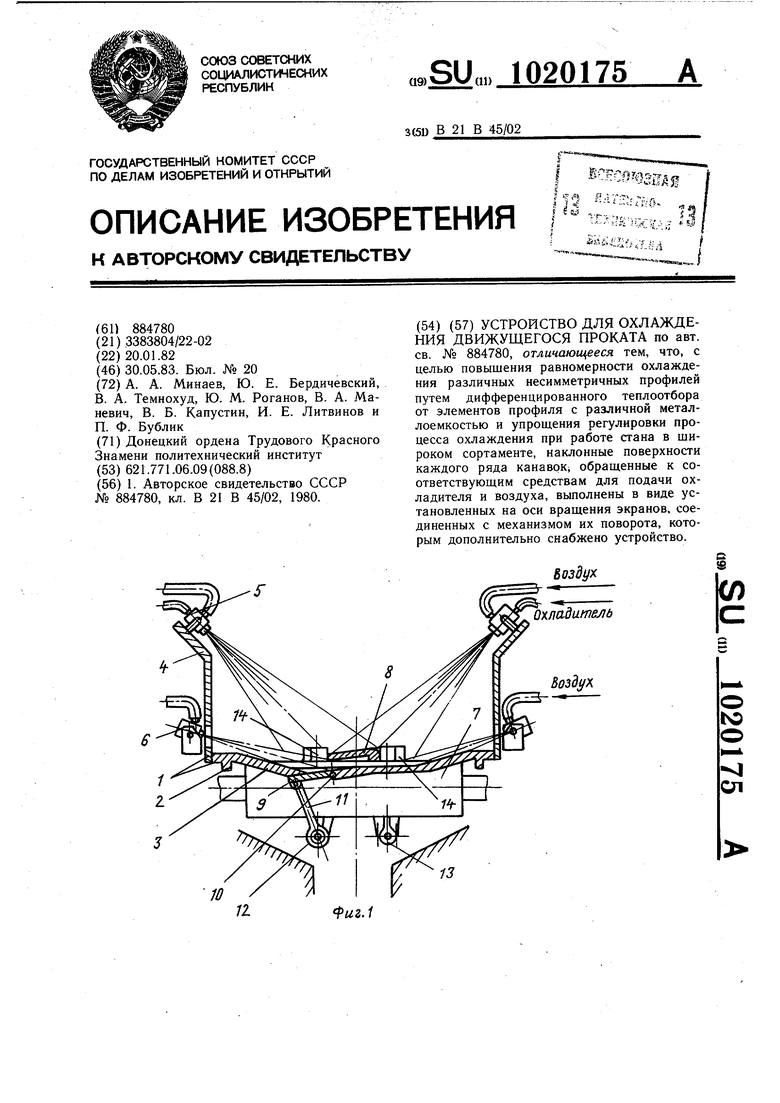
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для охлаждения движущегося проката | 1980 |
|
SU884780A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
