Изобретение относится к металлурги ческому производству, а именно к охлаждению металлических изделий и потоке промышленных агрегатов и охлаждению отдельных деталей и узлов данных агрегатов, и может быть, в частности, использовано для охлаждения прокатных .изделий на различных этапах их обработки в потоке стана для теплового регулирования профиля бочки валков листовых станов и калибров валков сортовых станов. Известно устройство для охлаждения проката, содержащее камеру с соплами, трубопровод для подачи охладителя, трубопровод и сопла для подвода воздуха, причем камера разделена поперечными перегородками на секции и между соплами для охлаждения расположены секции с соплами для воздуха 11. Недостатком известного устройства является то, что трубопровод для подвода воздуха с соплами жестко закреплен внутри камеры, разделенной поперечными перегородками на секции, а трубопровод для подвода воздуха проходит через несколько секций, поэтому регулировка процесса охлажд ния осуществляется только с помощью давления и расхода воды и воздуха. Разделение камеры на секции с чередованием секций для воздуха с секциями для охладителя не позволяет осуществлять предварите яьноё. насыщение охладителя воздухом, которое позволяет значительно уменьшить плотность разбрызгиваемой среды и увеличить тем самым степень дисперсности распыленных частиц охладителя в струе. При этом снижается эффективность использования охлаждающей способности хладагента и, как следствие, диапазон регулирования процесса охлаждения, что не позволяет в ряде случаев осуществлять дифференцированный теплоотбор по параметру и сечению нессиметричных и фасонных профилей, ограничивает возможность устранения «температурного клина по длине проката как в случае прямолинейной его траектории, так ипри Движении по изменяющейся во времени петле. Кроме того, жесткое закрепление трубопровода для подвода воздуха внутри камеры исключает возможность изменения дальнобойности и угла раскрытия струй охладителя, что при работе агрегата в широком сортаменте усложняет настройку устройства на охлаждение другого вида изде,дий и затрудняет его обслуживание. Известно также устройство для охлаждения в виде форсунки, состоящей из трубчатого- корпуса с заглушенными торцами и тонкой трубки, расположенной внутри корпуса и проходящей 4ef)e3 заглушки. Труба расгюложена эксцентрично относительно оси корпуса в нижней части его с образованием небольнюго зазора. В нижней части корпуса просги-р.Нны г)тверстия, сооспо коюрым иыполнены отверстия меньн1его диамегра во внутренней трубке. В корпус но двум ве)тика,1Ы1ым ниппелям подается вода, i через оба конца сквозной трубки подается сжатый воздух |2. Иедостаюк устройства состоит в жестком закреп;1ении трубки в корнусе, что не позволяет изменять величину и форму зазора между трубкой и корпусом н менять угол раскрытия струй распыленной воды и их дальнобойность. Наиболее близким по технической сущности к предлагаемому является устройство для охлаждения проката, включающее-корпус с вводами воздуха и жидкости и выходными соплами и размещенную в не.м продольно трубку с подводами и рядом выходных отверстий, расположенных соосно соплам корпуса при горизонтальном положении оси трубки 3. Такое устройство позволяет регулировать режим охлаждения только изменением расхода и давления воды и воздуха из-за неподвижности трубки относительно корпуса. При использовании в качестве охладителя технической воды возможно частое засорение зазора между трубкой и корпусо.м, что при неизменной величине зазора затрудняет прочистку сопел и исключает возможность обслуживания устройства в процессе ее работы. К недостаткам устройства можно отнести и то, что отверстия в тонкой трубке соосны отверстиям в корпусе для выхода распыленной жидкости и выполнены только по одной образующей трубке. При этом жидкость, поступающая, в зазор между трубой и корпусом, имеет плотность, значительно превышающую плотность воздуха, что приводит к образованию негомогенной водовоздушной смеси и увеличивает в среднем размер капелек распыленной жидкости в струе. Все это снижает эффектнвность использования охладителя вследствие образоов.ания на поверхности охлаждаемого изделия сплошной пленки воды, а под ней - паровой рубашки, что также сужает возможности управления процессом охлаждения. Цель изобретения - расширение диа.пазона регулирования режима охлаждения. Поставленная цель достигается тем, что в устройстве для охлаждения проката, включающем корпус с трубопроводами подвода воздуха и жидкости и выходными соплами, размещенную в нем продольно трубку с подводами и рядом выходных отверстий, р-асположенных соосно соплам корпуса при горизонтальном положении оси трубки, продольная трубка установлена в возможностью перемещения и наклона в вертикальной плоскости независимыми механизмами, расположенными у ее концов в местах размещения подводов, соеДИНСИМЫ.Х г I ()llп. ИиДПОЛЛ BI.Mлуха и iiMfor Д(.и|).1нп1чм1,111лй лигшп рлль но ripoTniu)ii).ii)Kin,iii пил i4.isn4ni,ix отпор стий.
Устройстио об,|;1л;11т luiipoiur.ui вочмо/кностями рсс.1ирон; 1я jie KiiMa nt о.х.-кэждения при иеи:)мени)м .юиии. При прекращении подачи жидкости п между трубкой и корпусом путем прижатия трубки к корпусу посредс EiOM механилмоп осуществляется отсос жидкости за счет эжекции по оси сопла через отверстия трубки, выполненные по противоположным ее образующим. Таким образом, жидкость может подаваться в струю воздуха как по оси (в случае устранения зазора между трубкой и корпусом), так и от иерпферии к оси струи (в случае наличия зазора). Изменяя- способ введения охлаждающей жидкости в струю воздуха, можно при одних и тех же параметрах компопе)1тов охлаждающей смеси изменять к широких пределах дальнобойность струй. Это также облегчает на стройку устройства на охлаждение другого изде.мия и расн1иряет диапазон регулирования процесса охлаждения.
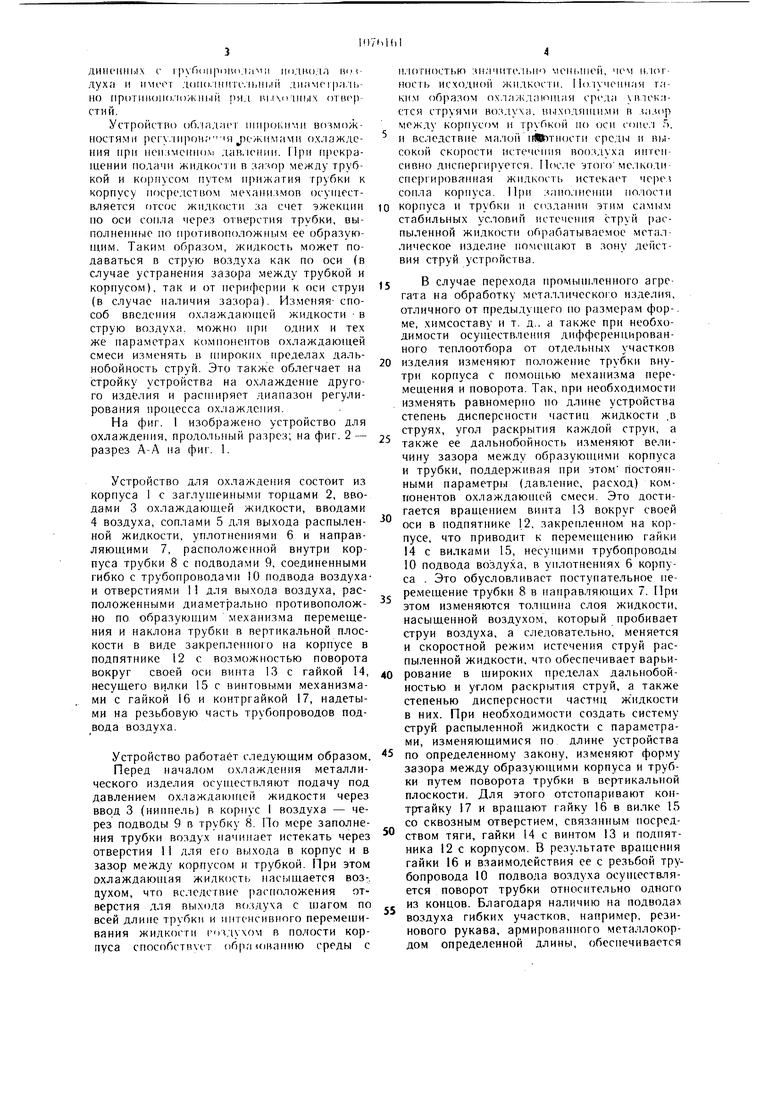
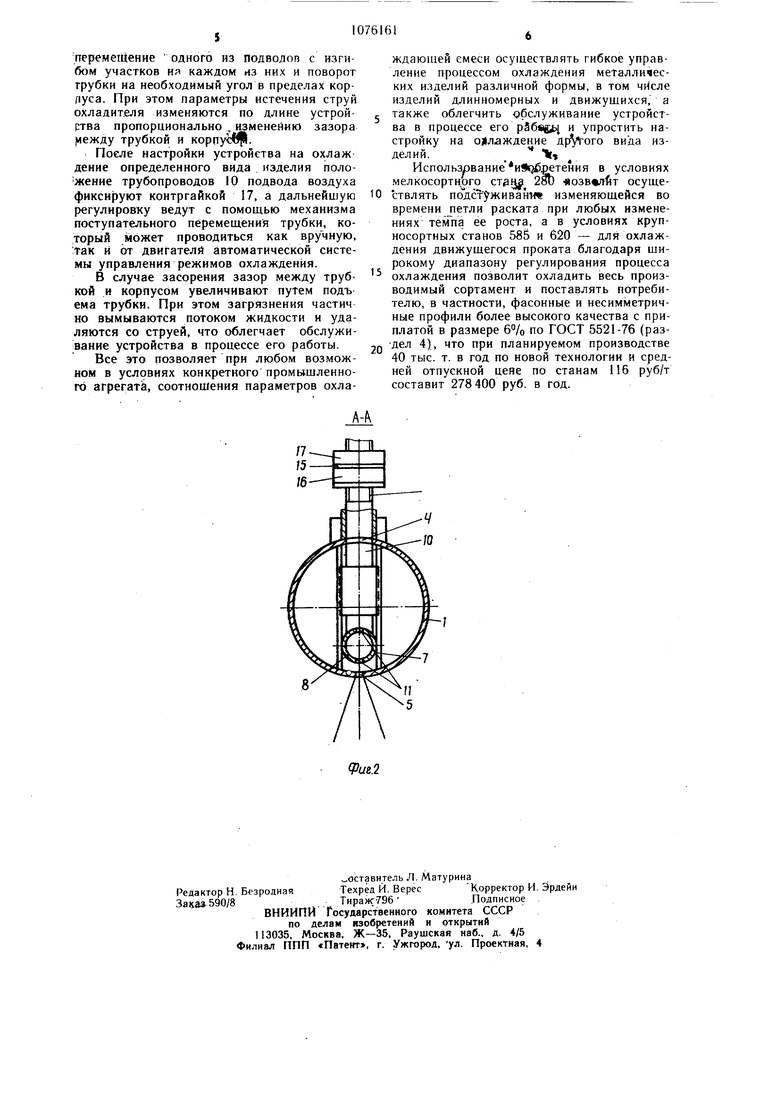
На фиг. 1 изображено устройство для охлаждения, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1.
Устройство для охлаждения состоит из корпуса 1 с заглуп енными торцами 2, вводами 3 охлаждаюиа.ей жидкости, вводами 4 воздуха, соплами 5 для выхода распыленной жидкости, уплотнениями 6 и направляющими 7, расположенной внутри корпуса трубки 8 с подводами 9, соединенными гибко с трубопроводами 10 подвода воздухаи отверстиями 11 для выхода воздуха, расположенными диаметрально противоположно по образующим механизма перемещения и наклона трубки в вертикальной плоскости в виде закрепленного на корпусе в подпятнике 12 с возможностью поворота вокруг своей оси випта 13 с гайкой 14, несущего вилки 15 с винтовыми механизмами с гайкой 16 и контргайкой 17, надетыми на резьбовую часть трубопроводов воздуха.
Устройство работает следующим образом.
Перед началом охлаждегщя металлического изделия осуняествляют подачу под давлением охлаждающей жидкости через ввод 3 (ниппель) в корпус I воздуха - через подводы 9 в трубку 8. По мере заполнения трубки воздух начинает истекать через отверстия И для его выхода в корпус и в зазор между корпусом и трубкой. При этом охлаждающая жидкость насыщается воз-, духом, что вследствие расположения отверстия для выхода luj.i.ayxa с HjaroM по всей длине трубки и интенсивного перемешивания жидкости рмчдухом в полости корпуса способствует обрл овапию среды с
и.югностью чн.ччительно меньшей, н.югпость исход1И)й жилкостн. 11().1учс1{н;1И г,чким образом охл;|/1члпющ;1я среда увлекается струями возлуха. выходящими в .ia.iop между корпусом и трубкой по оси ccjiic.i Г,
и вследствие малсл iiift)THocTn среды и высокой скорости истечепия воо.чдуха И1ггонсиппо днспер1Л{руегся. Пскме этогоме.1коди спе)гировянная жидкость истекает через сопла корпуса. 11)и з;1но.тпении по.чости
корпуса и трубки и ссздании этим самым стабильных условий истечения струй распыленной жидкости обрабатываемое металлическое изделие помещают в зону действия струй устройства.
5 В случае перехода промышленного агрегата на обработку металлического изделия, отличного от предыдущего по раз.мерам фор-, ме, химсоставу и т. д., а также при необходимости осуществления дифференцированного теплоотбора от отдельных участков
0 изделия изменяют положение трубки внутри корпуса с помощью механизма перемещения и поворота. Так, при необходимости изменять равномерно но длине устройства степень дисперсности частиц жидкости ,в струях, угол раскрытия каждой струи, а
5 также ее дальнобойность изменяют величину зазора между образующими корпуса и трубки, поддерживая гтри этом Г1остоянными параметр. (давле ие, расход) компонентов охлаждающей смеси. Это достигается вращением винта 13 вокруг своей оси в подпятнике 12, закрепленном на корпусе, что приводит к перемещению гайки 14 с вилками 15, несущими трубопровод. 10 подвода воздуха, в у лотнен ях 6 корпуса . Это обусловливает поступательное еремещение трубки 8 в а1 равляющих 7. Прн этом изменяются слоя жидкости, насыщенной воздухом, который пробивает струи воздуха, а сд едовательно, меняется и скоростной режим истечения струй распыленной жидкости, что обеспечивает варьи0 рование в щироких пределах даль обойностью и углом раскр Т 1я струй, а также степенью дисперсности части жидкости в них. При необходимости создать систему струй распыленной жидкoctи с параметрами, изменяющимися по длине устройства
5 по определенному закону, изменяют форму зазора между образую цими корпуса и трубки путем поворота трубки в вертикальной плоскости. Для этого отстопаривают ко 1тртайку 17 и вращают гайку 16 в вилке 15 со сквозным отверстием, связанным осред ством тяги, гайки 14 с винтом 13 и подпятника 12 с корпусом. В результате вращения гайки 16 и взаимодействия ее с резьбой трубопровода 10 подвода воздуха осу 1ествляется поворот трубки от ОС тельно одного из концов. Благодаря наличию на подводах воздуха гибких участков, например, резинового рукава, армирова 1 ого металлокордом определенной длины, обес 1ечнвастся
перемещение одного из подводов с изгибом участков ня каждом нз них и поворот грубки на необходимый угол в пределах корпуса. При этом параметры истечения струй охладителя изменяются по длине устройртва пропорционально , изменению зазора |йежду трубкой и корпус.
После настройки устройства на охлаж деиие определенного вида изделия положение трубопроводов 10 подвода воздуха фиксируют контргайкой 17, а дальнейшую регулировку ведут с помощью механизма поступательного перемещения трубки, который может проводиться как вручную, :так и от двигатели автоматической системы управления режимов охлаждения.
В случае засорения зазор между трубкой и корпусом увеличивают путем подъ ема трубки. При этом загрязнения частич но вымываются потоком жидкости и удаляются со струей, что облегчает обслужи вание устройства в процессе его работы.
Все это позволяет при любом возможном в условиях конкретного промыщленного агрегата, соотношения параметров охлаmi
ждающей емеси осуществлять гибкое управление процессом охлаждения металлических изделий различной формы, в том числе изделий длинномерных и движущихся, а
также облегчить обслуживание устройства в процессе его и упростить настройку на охлаждение дрУгого вида изделий. %,
Используэвание и о 5.ретения в условиях мелкосортного 28b осуществлять подстуживангж изменяющейся во времени петли раската при любых изменениях темпа ее роста, а в условиях крупносортных станов 585 и 620 - для охлаждения движущегося проката благодаря широкому диапазону регулирования процесса
охлаждения позволит охладить весь производимый сортамент и поставлять потребителю, в частности, фасонные и несимметричные профили более высокого качества с приплатой в размере 6% по ГОСТ 5521-76 (раз-дел 4), что при планируемом производстве 40 тыс. т. в год по новой технологии и средней отпускной цене по станам 116 руб/т составит 278 400 руб. в год.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для охлаждения движущегося проката | 1982 |
|
SU1020175A1 |
| Устройство для охлаждения движущегося проката | 1980 |
|
SU884780A1 |
| Устройство для охлаждения проката | 1982 |
|
SU1107922A1 |
| Устройство для поверхностной обработки проката | 1981 |
|
SU1002371A1 |
| Устройство для охлаждения проката | 1985 |
|
SU1294405A1 |
| СПОСОБ ОХЛАЖДЕНИЯ ТРУБ | 2005 |
|
RU2291905C1 |
| Устройство для охлаждения движущегося проката | 1980 |
|
SU889173A1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРУЕМОГО ОХЛАЖДЕНИЯ ПРОКАТА | 2001 |
|
RU2174881C1 |
| Форсунка для охлаждения проката | 1979 |
|
SU905293A1 |
| Устройство для охлаждения проката | 1990 |
|
SU1788979A3 |
УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТА, включающее корпус с трубопроводами подвода воздуха и жидкости и выходными соплами, размещенную в нем продольно трубку с подводами и рядом выходных, отверстий, расположенных соосно соплам корпуса при горизонтальном положении оси трубки, отличающееся тем, что, с целью расширения диапазона регулирования режима охлаждения, трубка установлена в корпусе с возможностью пер мещения и наклона в вертикальной плоскости независимыми механизмами, расположенными у ее концов в местах размещения подводов, соединенных с трубопроводами подвода воздуха, и имеет дополнительный диаметрально противоположный ряд выход ных отверстий. S (Л о 05 Oi
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для охлаждения проката | 1977 |
|
SU657883A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Г | |||
| Н др | |||
| Оборудование и процессы для ускоренного охлаждения проката.-«Металлургическое оборудование, ,1977, № 32, с | |||
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
