2.. Отражатель по п. 1, о т л ичающийся тем, что витки лент ты имеют отбортовку для их соединения и образования зазора между ними. 3. Отражатель по пп. 1 и 2, . о тличающийся тем, что он имеет ступенчатые ребра для соединения витков между.собой.
-4. Способ изготовления отражателя заключающийся в том, что ленту из упругого материала наматывают по спирали на оправку, соединяют витки ленты между собой и извлекают оправку, отличающийся тем, что, с целью упрощения технологии изготовления и повышения качества, на светоотражающую поверхность ленты перед намоткой наносят згицитный слой, а в процессе намотки витки располагают один над другим с частичньлч наложением, после извлечения .оправки удаляют защитный слойс поверхности отражателя.
5.Способ по п. 4, отличающийся тем, что в качестве защитного слоя используют эластичную органическую пленку, например, на основе ацетиллюлозы, а удаление слоя осущес вляют обработкой его в органическом растворителе, например, на основе ацетона.
6.Способ по п. 4, отличающийся тем, что ленту выполняют из тонколистовой холоднотканной стали со светоотражающим слоем, например, на основе алюминия на одной из ее поверхностей, а соединение витков осуществляют посредством точечно-контактной сварки.
7.Способ по п. 4, о т л ичающийся тем, что в качестве защитного слоя используют дополнительную ленту меньшей ширины, например, из акриловой ткани, причем дополнительную ленту удаляют с поверхности отражателя механическим способом,
8.Способ по п. 4, отличающийся тем, что ленту выполняют вогнутой в поперечном сечении,
причем отражающий слой наносят на вогнутую поверхность ленты.
9.Оправка к устройству для изготовления отражателя, выполненная
в виде тела вращения с криволинейно образующей и установленная с возможностью вращения вокруг своей оси
и продольного перемещения вдоль оси отличающаяся тем, что внешняя ее поверхность имеет ступенчатые выступы, расположенные по спирали, охватывающей поверхность вргицения, причем ширина выступов
меньше ширины наматываемой ленты.
10.Оправка по п. 9, о т л и ч ающа я ся тем, что высота выступов равна толщине ленты.
11.Оправка по п. 9, отличающаяся, тем, что высота выступов равна сумме толщин ленты и защитного слоя.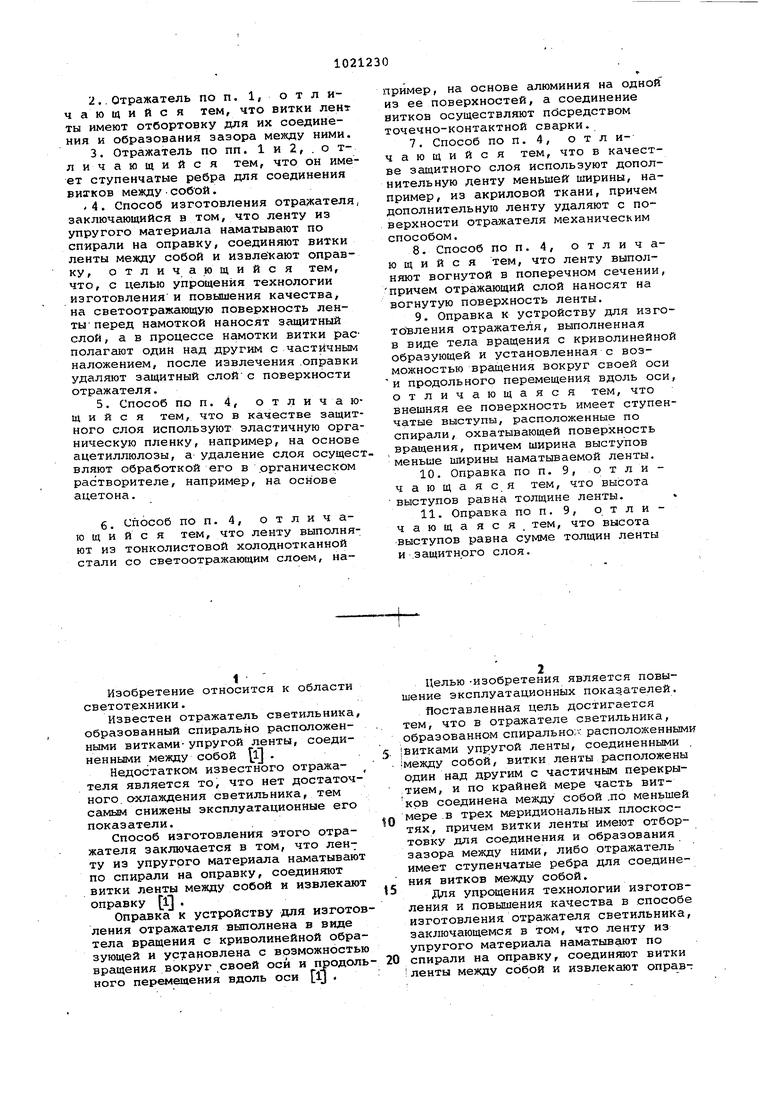
1. Отражатель светильника, образованный спирально расположенными витками упругой ленты, соединенными между собой, отличающи йс я тем, что, с целью повышения эксплуатационных показателей, витки ленты расположены один над другим с частичным перекрытием, н по крайней мере часть витков соединена между собой по меньшей мере в трех меридиональных плоскостях. (Л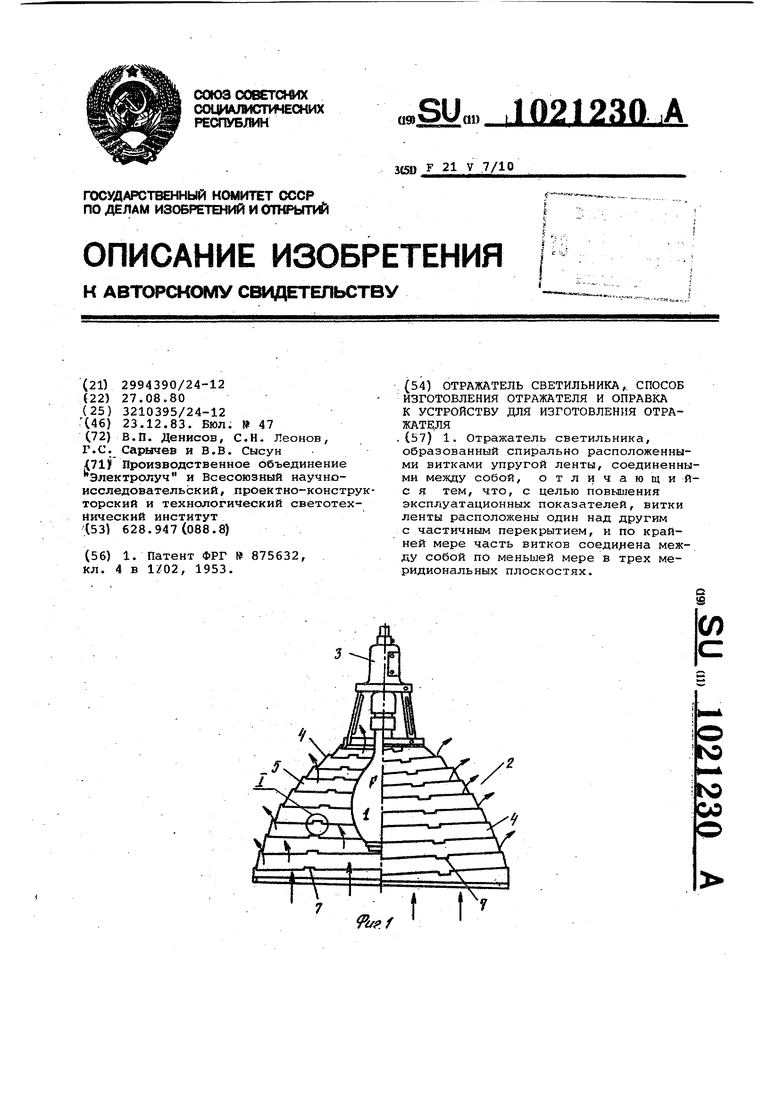
Изобретение относится к области светотехники. Известен отражатель светильника образованный спирально расположенными витками-упругой ленты, соединенными между собой l| . Недостатком известного отражателя является то, что нет достаточного, о-хлаждения светильника, тем самым снижены эксплуатационные его показатели. Способ изготовления этого отражателя заключается в том, что лен ту из упругого материала наматывают по спирали на оправку, соединяют витки ленты между собой и извлекают оправку i . Оправка к устройству для изготов ления отражателя выполнена в виде тела вращения с криволинейной образующей и установлена с возможностью вращения вокруг своей оси и продоль ного перемещения вдоль оси flj . Целью -изобретения является повышение эксплуатационных показ.ателей. Поставленная цель достигается тем, что в отражателе светильника, образованном спирально;-.: расположенными витками упругой ленты, соединенными . между собой, витки ленты расположены один над другим с частичным перекрытием, и по крайней мере часть виткрв соединена между собой .по меньшей мере .в трех меридиональных плоскостях, причем витки ленты имеют отбортовку для соединения и образования зазора между ними, либо отражатель имеет ступенчатые ребра для соединения витков между собой. Для упрощения технологии изготовления и повышения качества в .способе изготовления отражателя светильника, заключающемся в том, что ленту из упругого материала наматывают по спирали на оправку, соединяют витки ленты между собой и извлекают оправку, на светоотражающую поверхность ленты перед намоткой наносят защитный слой, в процессе намотки витки располагают один под другим с частичным наложением, а после извлечения оправки удаляют защитный слой с поверхности отражателя.
Способ заключается также в том, что в качестве защитного слоя используют эластичную органическую пленку, например, на основе ацетилцеллюлозы, а удаление слоя осуществляют обработкой его в органическом растворителе, например, на основе ацетона, ленту выполняют из тонколистовой холоднокатанной стали со светоотражающим слоем, например, на основе алюминия на Одной из ее поверхностей, а соединение витков осуществляется посредством точечноконтактной сварки, в качестве защитного слоя используют дополнительную ленту меньшей ширины, например, из акриловой ткани, причем дополнительную ленту удаляют с поверхности отражателя механическим способом ленту выполняют вогнутой в поперечном сечении, причем отражающий слой наносят на вогнутую поверхность ленты.
Оправка к устройству для изготовления отражателя выполнена в виде тела вращения с криволинейной образующей и установлена с возможностью вращения вокруг своей оси и продольного перемещения вдоль оси, причем внешняя ее поверхность имеет ступенчатые выступы, расположенные по спирали, охватывающей поверхность вращения, причем ширина выступов меньше ширины наматываемой ленты, высота выступов либо равна толщине ленты, либо равна сумме толщины ленты и защитного слоя.
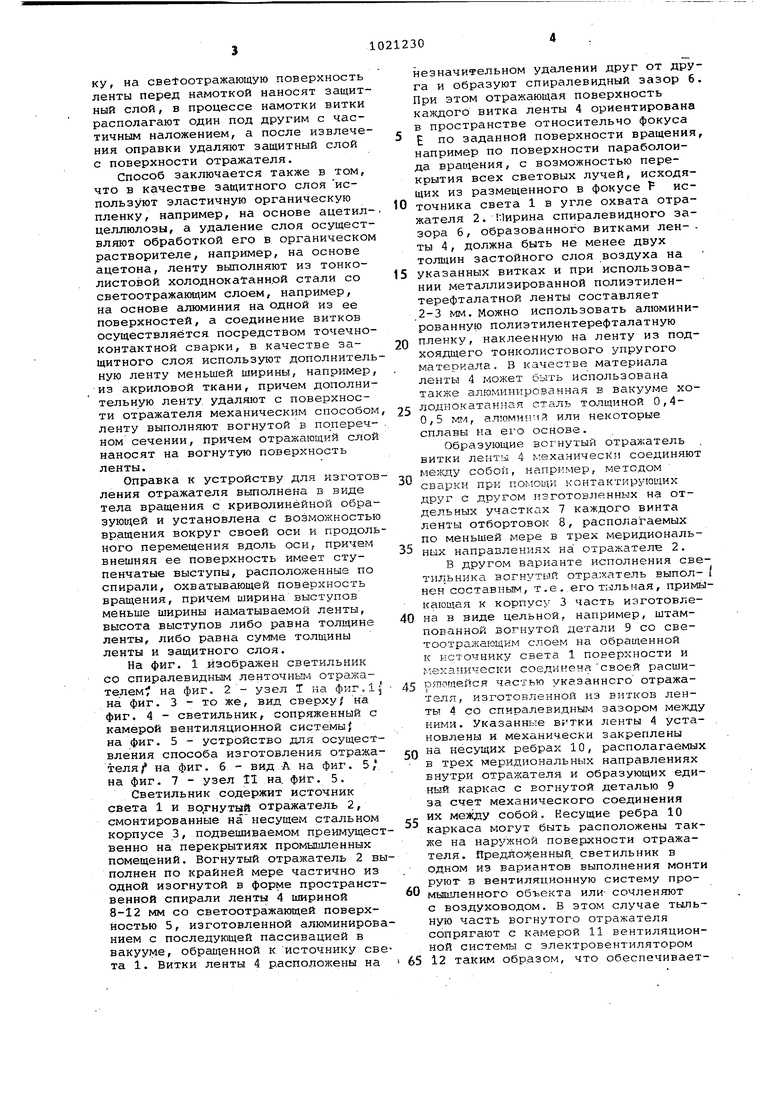
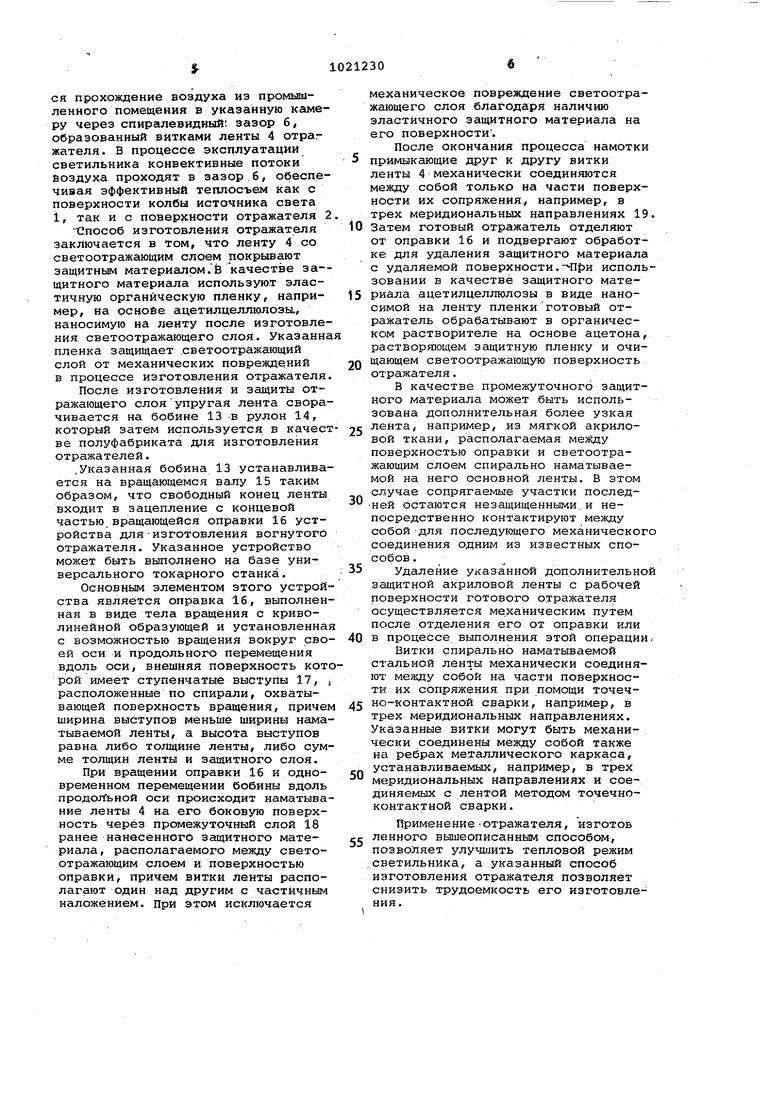
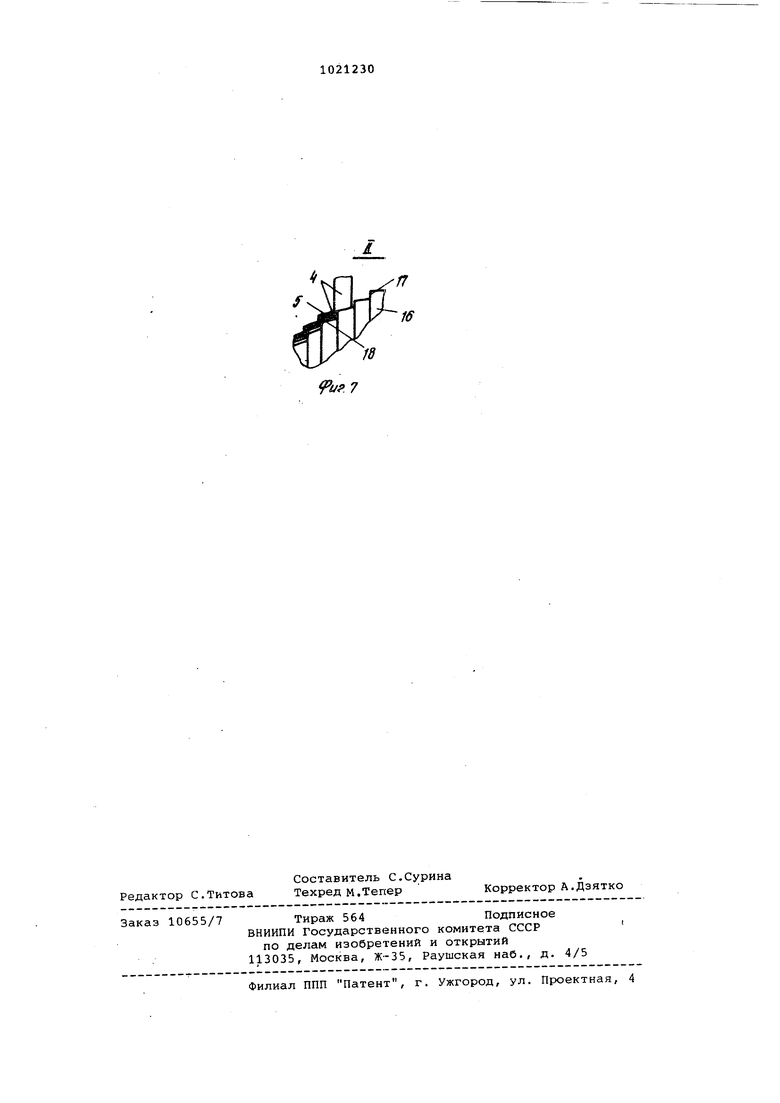
На фиг. 1 изображен светильник со спиралевидным ленточным отражателем на фиг. 2 - узел Т на фиг. 1 i на фиг. 3 - то же, вид сверху; на фиг. 4 - светильник, сопряженный с камерой вентиляционной системы{ на фиг, 5 - устройство для осуществления способа изготовления отражателя ; на фиг. 6 - вид А на фиг. 5/, на фиг. 7 - узел 11 на. фиг. 5.
Светильник содержит источник света 1 и во,гнутый отражатель 2, смонтированные на несущем стальном корпусе 3, подвешиваемом преимущественно на перекрытиях промышленных помещений. Вогнутый отражатель 2 выполнен по крайней мере частично из одной изогнутой в форме пространственной спирали ленты 4 шириной 8-12 мм со светоотражающей поверхностью 5, изготовленной алюминированием с последующей пассивацией в вакууме, обращенной к источнику света 1. Витки ленты 4 расположены на
незначительном удалении друг от друга и образуют спиралевидный зазор 6. При этом отражающая поверхность каждого витка ленты 4 ориентирована в пространстве относительно фокуса
Е по заданной поверхности вращения, например по поверхности параболоида вращения, с возможностью перекрытия всех световых лучей, исходящих из размещенного в фокусе Р источника света 1 в угле охвата отражателя 2. 1ирина спиралевидного зазора 6, образованного витками лен- ты 4, должна быть не менее двух толщин застойного слоя воздуха на
5 указанных витках и при использовании металлизированной полиэтилентерефталатной ленты составляет 2-3 мм. Можно использовать алюминированную полиэтилентерефталатную
Q пленку, наклеенную на ленту из подхоядщего тонколистового упругого материала. В качестве материала ленты 4 может быть использована также алгоминирова 1ная в вакууме хо5 лоднокатанная сталь толщиной 0,40,5 МГ.1, или некоторые сплавы на его основе.
Образующие вогнутый отражатель витки ленты 4 механически соединяют
меяэду собой, например, методом сварки при помощи контактирующих друг с другом изготовленных на отдельных участках 7 каждого винта ленты отбортовок 8, располагаемых по меньшей мере в трех меридиональных направлениях на отражателе 2.
В другом варианте исполнения светильника вогнутый отражатель выпол- I нен составным, т.е. .его тыльная, примыкающая к корпусу 3 часть иэготовле0 на в виде цельной, например, штампованной вогнутой детали 9 со светоотражающим слоем на обращенной к источнику света 1 поверхности и механически соединенасвоей расши5 отощейся частью указанного отражателя, изготовленной из витков ленты 4 со спиралевидным зазором между ними. Указанные витки ленты 4 уста- . новлены и механически закреплены
Q на несущих ребрах 10, располагаемых в трех меридиональных направлениях внутри отражателя и образующих единый каркас с вогнутой деталью 9 за счет механического соединения
д их между собой. Несущие ребра 10 каркаса могут быть расположены также на наружной поверхности отражателя. Предложенный, светильник в одном из вариантов выполнения монти руют в вентиляционную систему промышленного объекта или- сочленяют с воздуховодом. В этом случае тыльную часть вогнутого отражателя сопрягают с камерой 11 вентиляционной системы с электровентилятором
5 12 таким образом, что обеспечивается прохождение воздуха из промышленного помещения в указанную камеру через спиралевидный: зазор б, образованный витками ленты 4 отраг жателя. В процессе эксплуатации светильника конвективные потоки воздуха проходят в зазор.6, обеспечивая эффективный теплосъем как с поверхности колбы источника света 1, так и с поверхности отражателя 2
12пособ изготовления отражателя заключается в том, что ленту 4 со светоотражающим слоем покрывают защитным материалом.В качестве за-щитного материала используют эластичную органическую пленку, например, на оснобе ацетилцеллюлозы., наносимую на ленту после изготовления светоотражающего слоя. Указанна пленка защищает .светоотражающий слой от механических повреждений в процессе изготовления отражателя.
После изготовления и защиты отражающего слояупругая лента сворачивается на бобине 13 в рулон 14, который затем используется; в качестве полуфабриката для изготовления отражателей.
.Указанная бобина 13 устанавливается на вращающемся валу 15 таким образом, что свободный конец ленты входит в зацепление с концевой частью вращающейся оправки 16 устройства дляизготовления вогнутого отражателя. Указанное устройство может быть выполнено на базе универсального токарного станка.
Основным элементом этого устройства является оправка 16, выполненная в виде тела вращения с криволинейной образующей и установленная с возможностью вращения вокруг своей оси и продольного перемещения вдоль оси, внешняя поверхность которой имеет ступенчатые выступы 17, i расположенные по спирали, охватывающей поверхность вращения, причем ширина выступов меньше ширины наматываемой ленты, а высота выступов равна либо толщине ленты, либо сумме толщин ленты и защитного слоя.
При вращении оправки 16 и одновременном перемещении бобины вдоль продолГьной оси происходит наматывание ленты 4 на его боковую поверхность через промежуточный слой 18 ранее нанесенного защитного материала, располагаемого между светоотражающим слоем и поверхностью оправки, причем витки ленты располагают один над другим с частичным наложением. При этом исключается
механическое повреждение светоотражающего слоя благодаря наличию эластичного защитного материала на его поверхности .
После окончания процесса намотки примыкающие друг к другу витки ленты 4 механически соединяются между собой только на части поверхности их сопряжения, например, в трех меридиональных направлениях 19.
0 Затем готовый отражатель отделяют от оправки 16 и подвергают обработке для удаления защитного материала с удаляемой поверхности. использовании в качестве защитного материала ацетилцеллюлозы в виде наносимой на ленту пленки готовый отражатель обрабатывают в органическом растворителе на основе ацетона, растворяющем защитную пленку и очиQ щающем светоотражающую поверхность отражателя.
В качестве промежуточного защитного материала может быть использована дополнительная более узкая
5 лента, например, из мягкой акриловой ткани, располагаемая меясду поверхностью оправки и светоотражающим слоем спирально наматываемой на него основной ленты. В этом случае сопрягаемые участки послед Ней остаются незащищенными.и непосредственно контактируют между собой для последующего механического соединения одним из известных способов .
5 Удаление указанной дополнительной защитной акриловой ленты с рабочей поверхности готового отражателя осуществляется механическим путем после отделения его от оправки или
0 в процессе выполнения этой операции.
Витки спирально наматываемой стальной ленты механически соединяют между собой на части поверхности их сопряжения при помощи точеч5 но-контактной срарки, например, в трех меридиональных направлениях. Указанные витки могут быть механически соединены между собой также на ребрах металлического каркаса,
устанавливаемых, например, в трех
меридиональных направлениях и соединяемых с лентой методом точечноконтактной сварки.
ПрименениеОтражателя, изготов е ленного вышеописанным способом, позволяет улучшить тепловой режим .светильника, а указанный способ изготовления отражателя позволяет снизить трудоемкость его изготовления.
6
/ S
f 1/.3
;
X
s
V Ы
(Puf.f
u.ff
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство управления электро-механическим коммутатором с магнитным сердечником | 1980 |
|
SU875632A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
