Известны устройства для изготовления пометаллсщ давленлем.
Известны устройства для изготовления полых изделий типа днищ, содержащие вращаюИ1ИЙСЯ стол, установленный на недвижной в горизонтальном нанравлении раме. Вертикальные стойки со смонтированной на ннх качаюн.ейся в .вертикальной нлоскости ка1реткой не позволяют обрабатывать изделия типа Oi6e4aек 11 имеют сложную наладку при изменении формы и размеров обрабатываемых изделий, требующую обязательной замены формующего инструмента.
Цель изобретения - расщирнть технологнческие возможности станка и улучшить качество изделий.
Достигается это тем. что каретка стайка снабжена имеющ В1 возможность иеремещення :. 1анравленни, нернендикулярном оси ее качания, но 1выполненным в ней нанравляюИ1ИМ юлзуном с закренленнымн на нем цилиндрами, нанример гидравлическими, на HJTOKax которых смонтирован инструменту, виде шаров, установленных в обоймах, снабженных ншрйковыми 1нодщиттниками, а стол зынолнен нодвижным в горизонтальном и вертикальном направлениях.
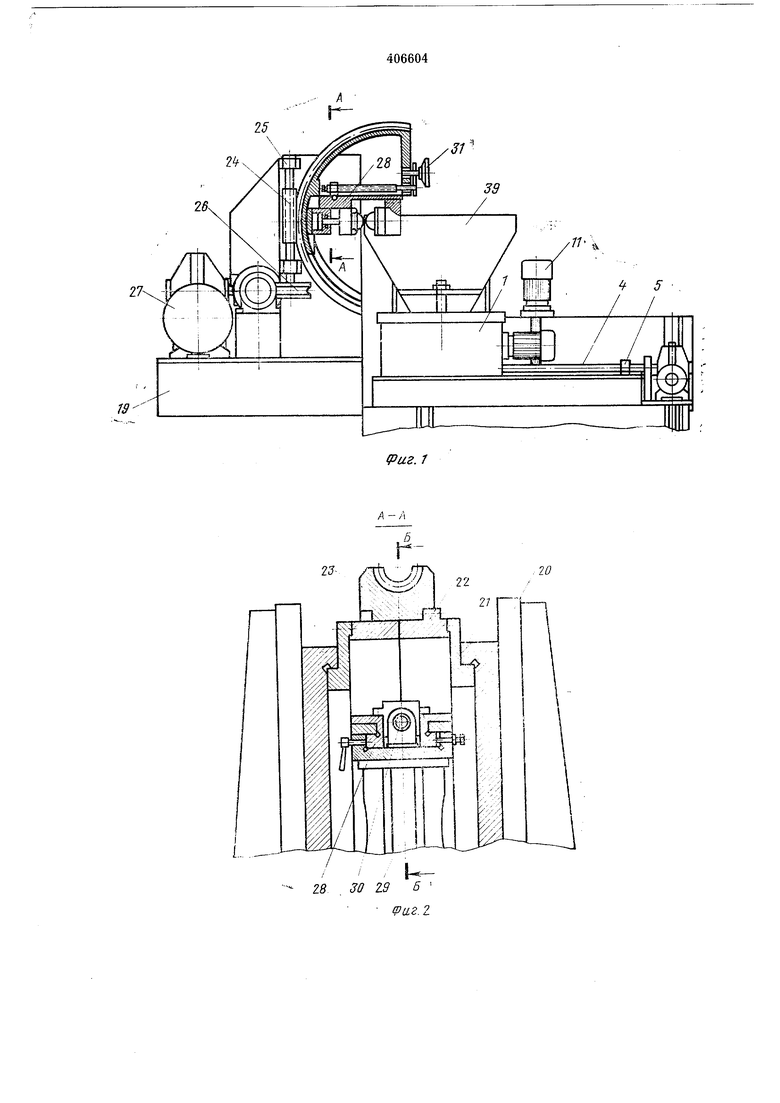
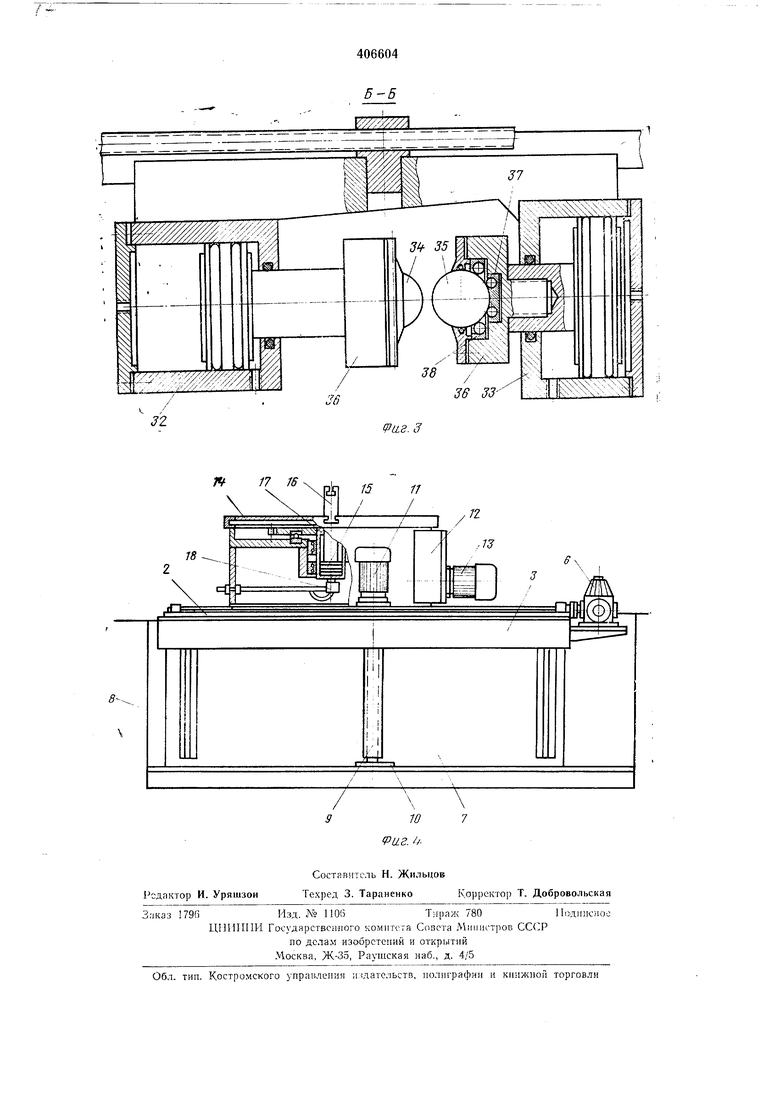
Па фиг. 1 схематически изображен предлагаемый станок, вид сбоку; на фнг. 2-разрез по .4-Л на фиг. 1; на фиг. 3-- разрез но Б-Б
на фиг. 2; на фиг. 4 - вращающийся стол.
Стол 1 установлен на горнзонта.пьных наиравляющих 2, закрепленных на подвижной в вертикальном наоравлении раме 3. Ходовой винт 4 для неремещен}1я стола в горизонта.аьной плоскости смонтирован в подшипниковых опорах о, установленных на раме 3. Привод 6 винта 4 также размещен на раме 3.
На стойках 7 закреплены вертикальные наиравляющне 8, ходовой винт 9 для перемещения рамы 3 в вертикальной нлоскости, смонтированный в иоданипниковых опорах W, ч ир-ивод 11 винта 9. Механизмы неремен1ення стола / и рамы 3 могут быть выиолнены гидравлнческими.
В корпус стола / встроена коробка скоростей 12 нрнеода 13 вращения планшайбы 14. Порщень 15 совместно со штоками 16 зажима смонтирован в щтипгделе 17, жестко связанного с планшайбой 14 и являюгцегося одновременно гндронилиндром зажима.
Па нижней щнн«деля 17 закренлена расиределнтельная муфта 18, связанная с гидравлнческнм нриводом (на чертеже не показан). Па отдельной раме 19 закреплены две стойки 20, снабженные кольцевыми направляющими 21, в которых размещена каретка 22, жестко связанная с сектором 25, на.ходящ,)1мся
в заненленин с червяком 24. Вал червяка
установлен в подшипниках 25, смонтироваиных на одной из стоек 20.
На .конце вала червяка 24 закреплено червячное колесо 26, связавное с приводом 27 качания каретки 22. Карет1ка 22 снабжена направляющими 28, перпендикулярными оси качания каретки и расположенными выше этой оси. На направляющих 28 подвижно смонтирован ползун 29, связанный с винтовым механизмом 30, получающим установочное движение от маховика 31. Механизм 30 также может быть выполнен гидравлическим. На ползуне 29 жестко закреплены гидроцилиндры 32 II 33 давильного инструмента 34 и формообразующего инструмента 35. Инструменты 34 и 35 представляют собой шары, размещенные в обоймах 36 и опирающиеся -на сдвоенные шаровые подпятники 37 и 38.
Обоймы 36 инструментов 34 и 35 жестко закреплены соответственно на концах штокоз гидроцплиндров 32 и 33. Диаметр гидроцилиндра 33 больше, чем диаметр гидроцилиндра 32.
Смещение направляющих 28 относительно центра качания каретки 22 выполнено с таким расчетом, чтобы центры инстру.ментов 34 и 35 находились в одной плоскости -с осью качания каретки 22, причем ось, проходящая через инструментов, должна, быть перпендикулярна оси качания каретки 22.
Станок работает следующим образом.
Обрабатываемая деталь 39 устанавливается на планшайбу 14 и закрепляется штоком 16 в шпинделе 17.
Стол / вместе с деталью 39 при помощи приводов 6 и // подводят к инструментам 34 и 55 таким образом, чтобы стенка обрабатываемого изделия находилась между давильным и формообразующим инструментами. При
4
этом каретка 22 должна быть наклонена в положение, при котором ось, проходяп ая через центр инструментов 34 и 35, была перпендикулярна образующей изделия.
Включением прцвода 13 стол приводят, во вращение. В гидроцилиндры подается жидкость и одновременно включают привод 27. Каретка 22 начинает поворачиваться и формовать криволинейный участок детали. По окончании формования привод 27 отключается. Одновременно в зависимости от направления формо1вки борта вклю1чается либо привод 11. либо привод 6. Происходит форм-ирощание и калибровка борта детали, представляющего собой участок тела вращения с прямолинейной образующей. Это обеспечивает получение краев изделия с точным переходом от конуса к цилиндру или от цилиидра (конуса) к плоскости.
Предмет н з о б р е т е н и я
Станок для отбортовки полых осесимметричных изделий типа днищ и обечаек, содержащий основание с установленным на нем поворотным столом и стойками, на которых смонтирована каретка с возможностью качателыного тз вертикальной плоскости, отличающийся тем, что, с целью расширения технологических возможностей станка и улучшения качества изделия, каретка снабжена имеющим возможность перемещения IB направлении, перпендикулярном оси качания, по выполненным в ней направляющим ползуном с закрепленными на не.м цилиндрами, например гидравлическими, на штоках которых смонтирован инструмент в виде шарссв, установленных в обоймах, снабженных шариковыми подпятниками, а стол выполнен подвижным в горизонтальном и вертикальном направлениях.
1риг. /
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГИБКИ И ЗАЖИМА ТРУБ | 1992 |
|
RU2043803C1 |
| УСТАНОВКА ДЛЯ УПРОЧНЕНИЯ ИНДУКЦИОННОЙ НАПЛАВКОЙ | 1999 |
|
RU2154562C1 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР С ГИБРИДНОЙ КИНЕМАТИКОЙ | 2013 |
|
RU2572112C2 |
| СТАНОК ДЛЯ РУЧНОЙ ОГРАНКИ ДРАГОЦЕННЫХ КАМНЕЙ | 2000 |
|
RU2187420C1 |
| Полуавтомат для заточки мелкомодульного многолезвийного инструмента | 1968 |
|
SU301030A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2076023C1 |
| Устройство для трафаретной печати | 1971 |
|
SU452522A1 |
| Устройство для обработки кольцевого желоба переменного профиля | 1973 |
|
SU515628A1 |
| Станок для обработки кольцевого желоба переменного профиля | 1988 |
|
SU1645108A1 |
| Машина для штамповки заготовок | 1980 |
|
SU940942A1 |
25 , 30 гз 5
го
/ . 1
iPtiZ. 2
