Изобретение относится к обработке металлов давлением, в частности к оборудованию для отбортовки днищ (крышек) из тонколистового металла с большим радиусом отбортовки.
Цель изобретения - повышение качества отбортовки изделий из тонколистового металла путем уменьшения гофр.
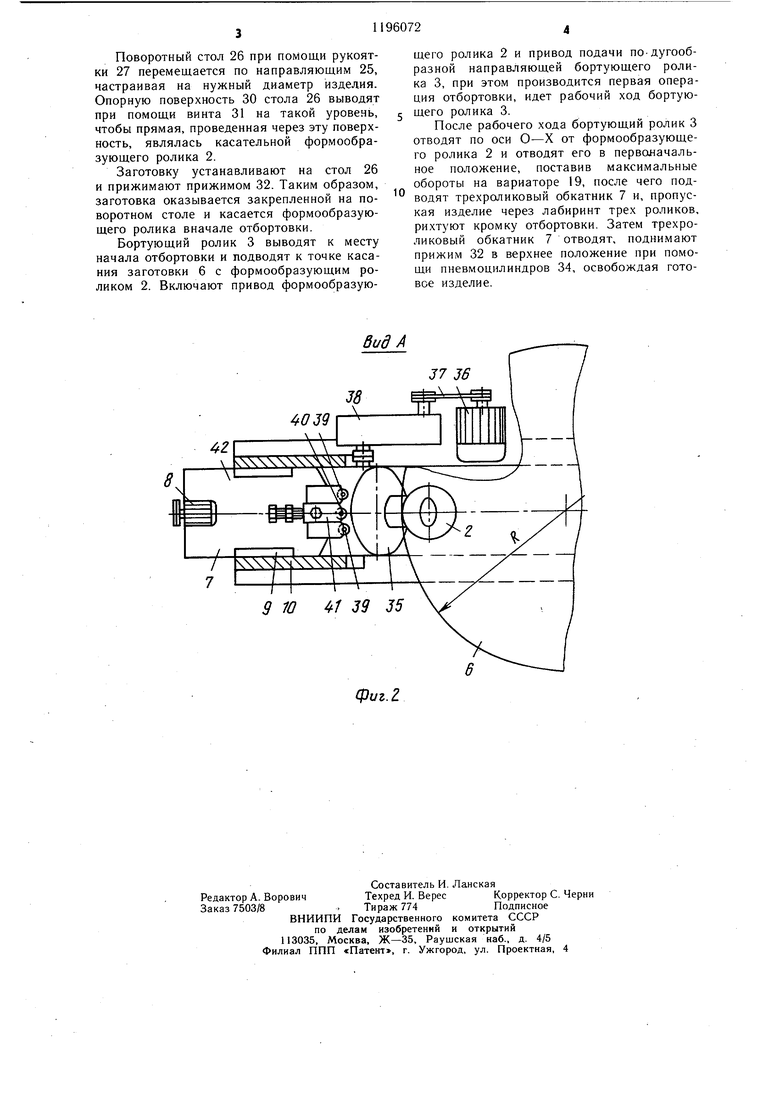
На фиг. 1 изображено устройство для отбортовки, продольный разрез; на фиг. 2 - вид А на фиг. 1.
Устройство для отбортовки состоит из станины 1, приводного формообразующего ролика 2, бортующего ролика 3 с приводами осевого перемещения-по дуге, прижимных роликов 4, устройства 5 для фиксации заготовки 6 и трехроликового обкс тника 7 с приводом 8 осевого перемещения по прямолинейным направляющим 9.
На щеках 10 станины 1 с внутренней стороны закреплены неподвижные дугообразные направляющие 11 так, что центр их кривизны совпадает с центром О радиуса отбортовки. К секторам 12, перемещающимся по дугообразным направляющим 11, прикреплен корпус 13, на котором размещены привод бортуюпхего ролика 3 (по оси О-X), состоящий из электродвигателя 14, ременной передачи 15 червячного редуктора 16, у которого в валу червячного колеса встроена ходовая гайка, приводящая в движение ходовой винт 17 с пинолью 18 и бортуюш.им роликом 3, привод перемеп;ения всего корпуса 13 вместе с бортующим роликом 3 по дугообразным направляющим 11, состоящий из закрепленного на корпусе мотора-вариатора 19, имеющего возможность изменять обороты выходного вала и передающего крутящий момент на червячный редуктор 20 через, муфту 21. На концах выходного вала червячного редуктора 20 жестко закреплены шестерни 22, выходящие в зацепление с внутренним зубом дугообразных направляющих 11. Бортуюи.и1Й ролик 3 имеет подшипники и закреплен на оси в вилке 23 с возможностью свободного врагцения.
Таким образом, бортующий ролик 3 имеет возможность свободного вращения, перемещения в осевом направлении по О-X, а также по дуге, центр кривизны которой совпадает с центром радиуса отбортовки.
Перемещение бортующего ролика 3 по оси О-X необходимее для переустановки заготовки, холостого (обратного) хода ролика 3 по дуге и получения необходимого давления ролика 3 на заготовку 6 в процессе рабочего хода отбортовки кромки изделия. Перемещение ролика 3 по дуге необходимо для получения радиусной части отбортовки.
Прижимные ролики 4, расположенные с обеих сторон формообразующего ролика 2
и управляемые пневмоцилиндрами 24, жестко закреплены на щеках 10 станины 1 и необходимы для увеличения силы сцепления между изделием 6 и формообразующим роликом 2, передающим крутящий момент на изделие за счет этой силы, а также для удержания изделия в зоне отбортовки.
Станина 1 имеет направляющие 25, по
- которым перемещается поворотный стол 26 с устройством 5 для фиксации заготовки 6. Поворотный стол 26 имеет возможность перемещаться по направляющим 25 с помощью рукоятки 27 и винтовой пары 28 для перенастройки на другой диаметр днища (крыщ5 ки), а также возможность свободного вращения вокруг своей оси на упорном подшипнике 29 и перенастройки опорной поверхпости 30 стола 26 по высоте при перенастройке на другой диаметр днища (крыщ ки) при помощи винтовой пары 31. Заготовка 6 устанавливается на столе 26 и фиксируется прижимом 32 через рычаг 33, управляемый пневмоцилиндром 34.
Формообразующий ролик 2 закреплен на валу ведомого вала конического редуктора 35, установленного под углом 50° к направляющей станины 1 с тем, чтобы крутящий момент, передаваемый формооб.разующим роликом 2 заготовке 6, был примерно одинаковым на всем протяжении отбортовки. Формообразующий ролик 2 приводится в движение от электродвигателя 36 через ременную передачу 37, шестеренчатый редуктор 38 и конический редуктор 35. На щеках станины 1 с внутренней стороны расположены прямолинейные направляющие 9,
по которым при помощи привода 8 перемещается устройство трехроликового обкатника 7.
Трехроликовый обкатник 7 необходим для того, чтобы удалить гофры, которые остаются на кромке отбортовки после первой операции отбортовки бортующим роликом 3. Трехроликовый обкатник имеет два постоянных ролика 39 и один ролик 40, имеющий возможность, кроме свободного вращения, (как и ролики 39) перемещаться
вместе с вилкой 41 при помощи винта 42 в осевом направлении относительно формообразующего ролика 2, что необходимо для настройки обкатника на нужный радиус R - радиус отбортованного днища
0 (крышки).
Для удаления гофрообразований на кромке отбортовки Трехроликовый обкатник 7 подводится так, что средний ролик 40 начинает прижимать отбортованную часть днища (крышки) к формообразующему ролику 2, а гофрированная часть отбортовки, проходя через три ролика, выправляется.
Устройство для глубокой отбортовки работает следующим образом.
Поворотный стол 26 при помощи рукоятки 27 перемещается по направляющим 25, настраивая на нужный диаметр изделия. Опорную поверхность 30 стола 26 выводят при помощи винта 31 на такой уровень, чтобы прямая, проведенная через эту поверхность, являлась касательной формообразующего ролика 2.
Заготовку устанавливают на стол 26 и прижимают прижимом 32. Таким образом, заготовка оказывается закрепленной на поворотном столе и касается формообразующего ролика вначале отбортовки.
Бортующий ролик 3 выводят к месту начала отбортовки и подводят к точке касания заготовки 6 с формообразующим роликом 2. Включают привод формообразующего ролика 2 и привод подачи по-дугообразной направляющей бортующего ролика 3, при этом производится первая операция отбортовки, идет рабочий ход бортующего ролика 3.
После рабочего хода бортующий ролик 3 отводят по оси О-X от формообразующего ролика 2 и отводят его в перваначальное положение, поставив максимальные обороты на вариаторе 19, после чего подводят трехроликовый обкатник 7 и, пропуская изделие через лабиринт трех роликов, рихтуют кромку отбортовки. Затем трехроликовый обкатник 7 отводят, поднимают прижим 32 в верхнее положение при помощи пневмоцилиндров 34, освобождая готовое изделие.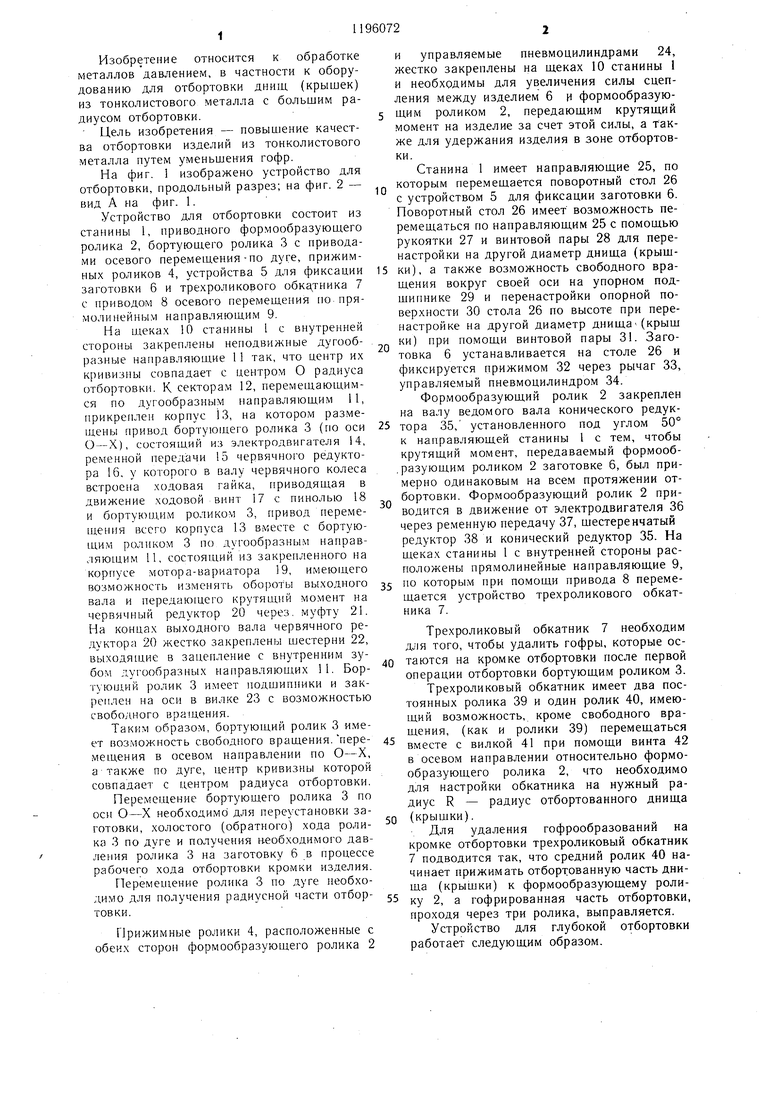
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для отбортовки | 1990 |
|
SU1771849A1 |
| Устройство для отбортовки | 1982 |
|
SU1057145A2 |
| Устройство для отбортовки | 1978 |
|
SU766707A1 |
| Устройство для отбортовки | 1981 |
|
SU1021496A2 |
| Установка для вырезки сферических элементов для резервуаров из формованных заготовок | 1977 |
|
SU749589A1 |
| Способ отбортовки и устройство для его осуществления | 1989 |
|
SU1745393A1 |
| Устройство для отбортовки цилиндрических изделий | 1985 |
|
SU1329866A1 |
| Устройство для отбортовки изделий | 1978 |
|
SU768523A1 |
| Устройство для отбортовки цилиндрических изделий | 1977 |
|
SU747574A1 |
| Станок для закатки и отбортовки изделий | 1984 |
|
SU1250354A1 |
УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ, содержащее установленные на станине приводной формообразующий ролик, установленный на дугообразной направляющей бортующий ролик с приводами осевого и радиального перемещений, прижимные ролики, а также устройство фиксации изделия, отличающееся тем, что, с целью повышения качества отбортовки изделий из тонколистового металла путем уменьшения гофр, оно снабжено закрепленными на станине прямолинейными направляющими, а также установленным с возможностью перемещения по -ним трехроликовым обкатником.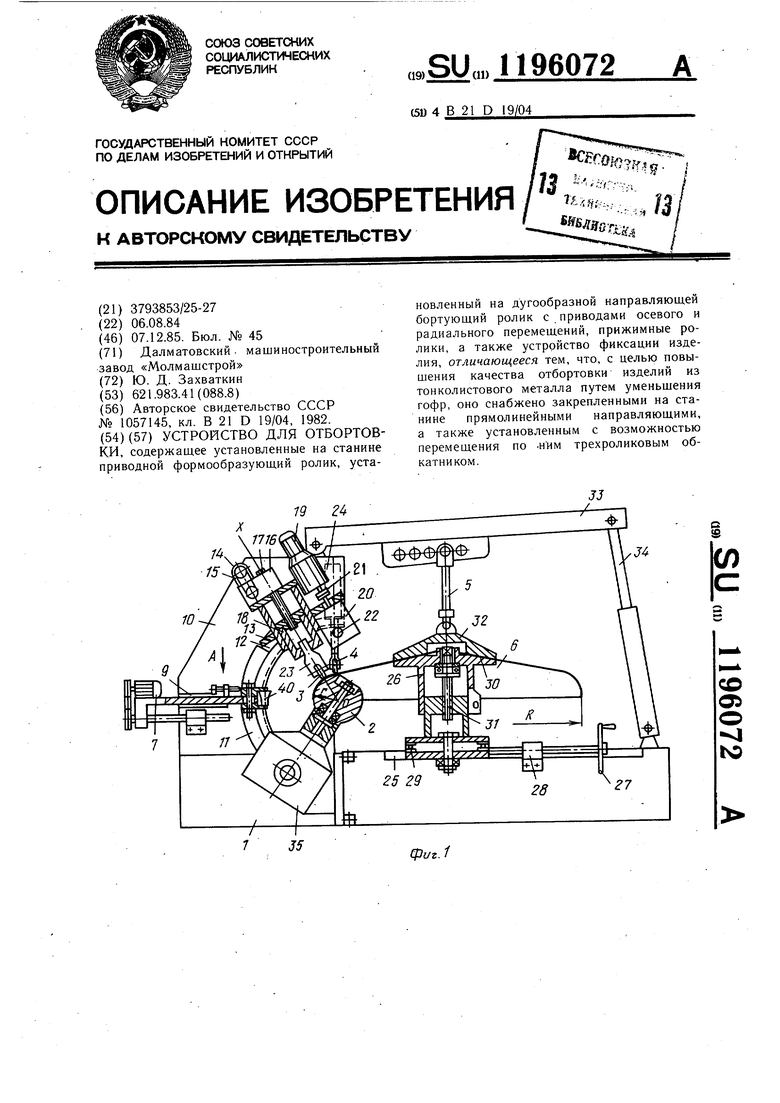
9 10 1 39 35
Вид А
фиг.2.
| Устройство для отбортовки | 1982 |
|
SU1057145A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
