Изобретение относится к обработке металлов давлением, в частности к оборудова- нию для отбортовки днищ (крышек) из тонколистового металла с большим радиусом отбортовки.
Наиболее близким является устройство для отбортовки, где на внутренней поверхности отбортовки появляются значительные задиры, что недопустимо по условиям производства резервуаров хранения и переработки кисломолочных продуктов и требует трудоемкой ручной зачистки этих задиров.
Цель изобретения - повышение качества внутренней поверхности отбортовки. упрощение конструкции устройства фиксации изделий.
Это достигается тем. что в предлагаемой установке для отбортовки: формообразующий ролик выполнен наборным из нескольких (например из пяти) дисков, один из которых ведущий, контактный с бортующим роликом, а остальные - ведомые поддерживающие.
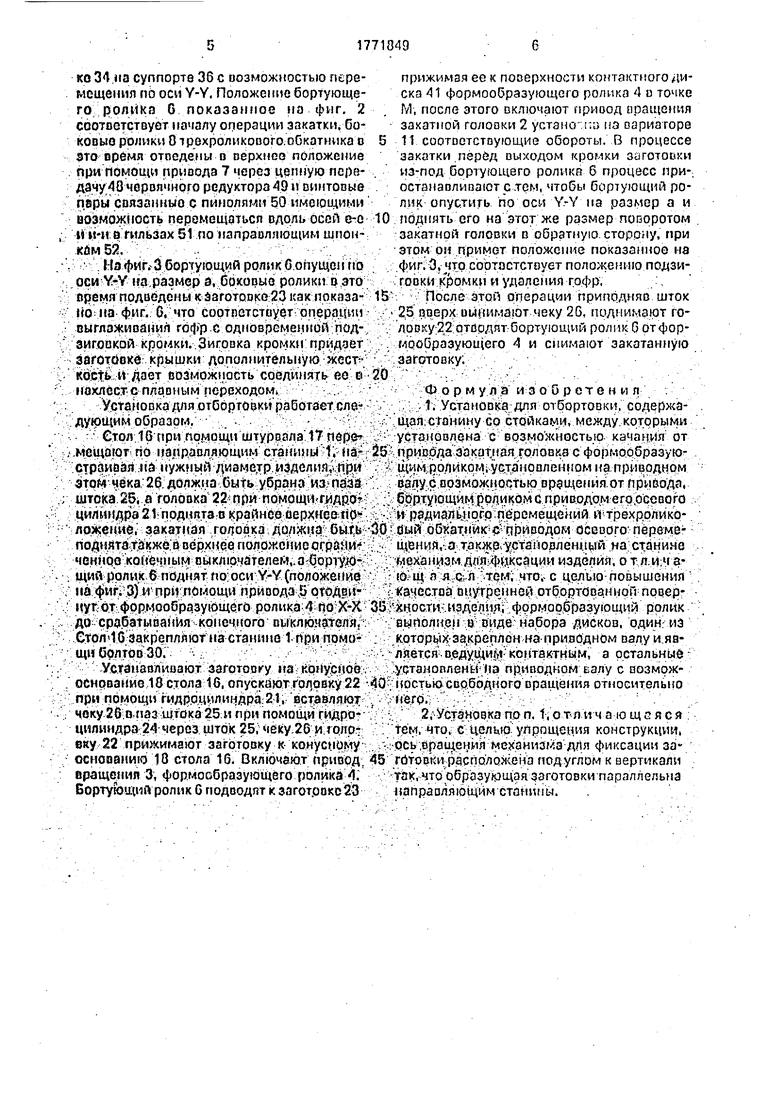
На фиг. 1 изображен общий вид уста- , новки; на фиг. 2 - узел I на фиг. 1 (момент начала закатки); на фиг. 3 - то же, момент подзиговки кромки в конце закатки; на фиг. А - сечение А-А на фиг. 1; на фиг. 5 - сечение Б-Б на фиг. 1; на фиг. 6 - вид по стрелке В на фиг. 1.
Установка для отбортовки состоит из станины 1, закатной головки 2 с приводом 3 вращения формообразующего ролика 4, приводом 5 осевого перемещения бортую- щего ролика 6 по оси х-х, приводом 7 синхронного перемещения двух боковых роликов8 трехроликового обкатника. Закат- ная головка 2 установлена на подшипниках 9 в двух стойках 10с возможностью вращения вокруг оси О-О. Ось 0-0 проходит через центр О сферического формообразующего ролика 4. Стойки 10 жестко закреплены на станине 1.
На одной из стойК 10 установлен приводJ вращения закатной головки 2 вокруг оси 0-0 состоящей из мотор-вариатора 11, цепсл
с
VJ VI
п&
00
4
ю
ной передачи 12 на червячный редуктор 13. На выходном валу червячного редуктора 13 закреплена шестерня, входящая в зацепление с зубчатым сектором 14, который имеет внутренний зуб и жестко закреплен на щеке закатной головки 2 концентрично оси 0-0.
На направляющих 15 станины 1 установлен стол 16 с возможностью перемещения вдоль направляющих станин при помощи штурвала 17. Стол 16 в верхней части имеет конусноеоснование18установ- ленное на подшипниках 19 с возможностью свободного вращения, в нижней части -жестко закрепленный кронштейн 20 с гидроцилиндром 21 подъема головки 22 фиксации заготовки 23 на конусном основании 18 стола 16.
Фиксация заготовки осуществляется при помощи гидроцилиндра 24, удлиненного штока 25, в паз верхнего конца которого вставляется чека 26. Головка 22 фиксации заготовки выполнена из двух частей подвижной 27 и неподвижной 28.
Для возможности передачи усилия прижима и относительного вращения, между этими частями вмонтирован ради- ально-упорный подшипник 29. Стол 16 после настройки на нужный диаметр закатки жестко фиксируется относительно станины 1 при помощи болтов 30. Ось конусного основания 18 стола 16 выполнена наклонно под угол «относительно вертикали равный углу а при основании конусной заготовки с тем, чтобы левая сторона конуса была строго параллельна направляющим станины 1 и проходила по касательной к поверхности формообразующего ролика 4.
Это техническое решение позволило упростить конструкцию стола исключив необходимость подстройки стола по высоте при перерстройке на другой диаметр изделия, что сокращает подготовительное время настройки и увеличивает производительность установки.
Для приведения в действие гидроцилиндров 21 и 24 имеется гидростанция 31, для ограждения опасной зоны подъема и опускания закатной головки 2 служит трубчатое ограждение 32-, для управления всеми механизмами установки - кнопочный пульт управления 33.
Бортующий ролик 6 закреплен в вилке 34 на подшипниках 35 с возможностью свободного вращения вокруг оси Г-Г.
Вилка 34 закреплена на суппорте 36 и имеет возможность перемещаться вдоль оси Y-Y на размер а при помощи рукоятки 37. Суппорт 36 жестко закреплен на торцовой части пиноли 38, которая перемещается
вдоль оси Х-Х в гильзе 39 по направляющей шпонке 40 при помощи провода 5.
Формообразующий ролик А выполнен наборным из одного контактного диска 41
жестко закрепленного на валу 42 при помощи шпонки 43 и шайбы 44 и четырех поддер- живающих дисков 45 независимых и свободно вращающихся на этом же валу 42 благодаря подшипникам 46.
0 Наборным формообразующий ролик выполнен для исключения задиров на внутренней поверхности заготовки 23 в зоне радиуса R, т.е. с целью повышения качества этой поверхности. Заготовка 23 приводится
5 во вращение от вращающегося с постоянной угловой скоростью формообразущего ролика 4 за счет сил трения возникающих в результате прижима ее бортующим роликом 6 к формообразующему 4. Угловая скорость
0 заготовки 6 находится в прямо пропорциональной зависимости от радиуса п в точке контакта бортующего ролика 6 с формообразующим роликом 4. Так как в данном случае точка контакта постоянна, то и п, а
5 значит и угловая скорость заготовки в процессе отбортовки будут постоянными.
На всем протяжении закатки линейные скорости в любой точке контакта внутренней поверхности заготовки с поверхностью
0 формообразующего ролика 4 в зоне радиуса R будут неодинаковыми кроме точки Mi и только в самом конце закатки появится еще одна точка Н расположенная на этом же радиусе п.
5 Следовательно во всех других точках будет иметь место относительная разность скоростей, в результате чего возникают задиры поверхностей контакта.
Предложенный вариант сборного фор0 мообразующего ролика разность линейных скоростей точек поверхности контакта сводит к минимуму, вследствие чего задиры исчезают практические полностью, так как ведущим является только контактный диск.
5 а все поддерживающие диски - ведомые.
По периметру контактного диска в зоне непосредственного контакта с бортующим роликом 6 в точке М имеется быстро изнашивающееся кольцо 47 с возможностью бы0 строй замены.
Трехроликовый обкатник фиг. 6 выполнен совмещенным с бортующим роликом 6, который выполняет в нем роль среднего ролика. Трехроликовый обкатник необходим
5 для удаления гофр остающихся после первой операции закатки.
Для возможности использования бортующего ролика 6 как среднего ролика обкат- ника он выполнен со специальным профилем поверхности и установлен в вил
ко 34,из суппорте 36 с возможностью пере- прижимая ее к поверхности контактного ди- мсщения по оси Y-Y, Положение бортующе- ска 41 формообразующего ролика 4 о точке го pomika G показанное на фиг. 2 . М, после этого включают привод вращения соответствует началу операции закатки, бо- захатпой головки 2 устзно ;tu) на вариаторе ковыо ролики 0 трехроликового.обкатника о Б 11 соответствующие обороты, В процессе это время отведены в верхнее положение закатки перед выходом кромки заготовки при помощи привода 7 через цепную пери- . из-под бортующего ролика 6 процесс при-, дачу 48 червячного редуктора 49 ивинтовые . останавливают с .тем, чтобы бортующий ро- пары связанные с пинолями 50 имеющими лнк опустить по оси Y.-Y па размер а и возможность перемещаться вдоль осей с-о 10 поднять его на этот же размер поворотом ,: I и-н в гильзах 51 по направляющим шпон-; закатной головки в обратную сторону, при ком 52.-..этом ом примет положение показанное на
.; .. .3бортуюи|ийррликбопуще11по фиг; 3, что сортястстоует положению подзи, рси:-. на.размер э, боковые ролики о это .товки кромки и удаления гофр.
: : : время подведены к aaroTODfce23 как показа- 15- После этой операции приподняв шток но: на фиг. О, что сортпетствует; рперадии v 2S п,оерх вынимают чеку 2С, поднимают го- У 1шглз#иванип го зиговкрй-Кро.мк.й .Зиговка кромки: придаёт . моорразуюи(его А и снимают закатанную
заготовке крышки;лополнитёпь|1ую/-: сс : --.г --:3аготоаку: -- - . . v koct ii Дает «зозмржпрсть соелинягь ео е 20 ;/
:: нохлес-гсплавным иераходом ; vCD ор м ула изоОретени л v
;.;.:.. Vct HOBka дляотбЬртйв работаег
.дующим1 образом.. ; V: v V lUafl; станину со стойками, между,кртррыми
/ . Стол. 16 При .помощи штурвала 17 naps :: с::устшшвлена с возможностью качания от : .мсщают; по направляющим: станины Hi- $ придрда за кат1 ая: головка с формоббразую- страивая:;(а нужный /|HaMejp.iH3Ae Hfl зтоМ чёка; 2 должна
-,; штока.25; а головка 2Ј прй;по лрщи ЫдйОт ; ;Уб р |оадН;ррдик.о.м С приводом егррсевого .
; , цилиндра 2 прднятаге райн
- ло)е1(йе закатм л то/ о ка;Дрл и

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отбортовки | 1984 |
|
SU1196072A1 |
| Способ формирования горловины полого цилиндрического изделия и устройство для его осуществления | 1990 |
|
SU1810175A1 |
| ЗАКАТОЧНО-ОТБОРТОВОЧНЫЙ СТАНОК | 1993 |
|
RU2070104C1 |
| Станок для ротационной обработки давлением полых изделий | 1989 |
|
SU1639833A1 |
| Способ отбортовки и устройство для его осуществления | 1989 |
|
SU1745393A1 |
| Устройство для отбортовки цилиндрических изделий | 1977 |
|
SU747574A1 |
| Способ закатки горловины баллона и устройство для его осуществления | 1990 |
|
SU1754295A1 |
| Станок для закатки и отбортовки изделий | 1984 |
|
SU1250354A1 |
| Устройство для отбортовки | 1978 |
|
SU766707A1 |
| Автоматическая линия для изготовления изделий типа ободов мотоциклетных колес | 1977 |
|
SU742014A1 |



Использование: обработка металлов давлением, листовая штамповка, изготовление днищ, крышек из тонколистового металла с большим радиусом отбортовки. Сущность изобретения: формообразующий ролик выполнен наборным из нескольких дисков, один из которых ведущий, контакт- ный с бортующим роликом, а остальные поддерживающие. Ось вращения механизма для фиксации заготовки расположена под углом, равным углу при основании конуса заготовки, причем линия стороны конуса заготовки, касающаяся поверхности формообразующего ролика, параллельна направляющим станины. 1 з.п.ф-лы, 6 ил.
г на: йГ;- й при-ломощй привода ptu нуГ:Ь ; фор 10образующ :/ до::срд батыЬанйя конеч1(ого в11клдисков, один: из
- Стол 10 э крепляютл а станиио 1 0рй помог . ; которм за.креплон на приводном валу и,яа- щиболтроЗО :. : - . ; -; лйетств дущй контактным, а рстальные: .-Ус.танайлиоают заготовку на- jipHyjpMQe;. :устанопленУ |)а прийодиом еалу с аозмрж . основание 18 стола 16, опускают готовку 22 О - пос.тью свободного вращения относительно :;; при помощ : .
.. :; чеку 2б.о,паз -штока 25:И при помоад гидро -; :. v 2;Устзновка по п. f, от л и чаю щ G я с цилиндра 24 через щток 25; чеку 26 И гопрг: V : Тем, что,; с целию упрпщен.ия конструкции, etty 22 прижимают заготовку к- конусному:;-i. .;:qci.бращениН механизма д/1л фиксации за- осиопанию 10 1.6 Вкл1бчаю.т привод; 5 гбтойи расположена под углом к вертикали ераще.нип 3, формообразующего ролика А. так, что образую Бортующий ролик G подводят к заготопксЗЗ направляющим станины.
S
г-«
ГО
о
i
6WUII
s
с: м
&¬optryw
2 mW№Y///A ™
.n.jw-yM.vX
Ф(/8.«
№
30
15
:SU JS1
. I «Х О№Лг««Вв«««« Я ТО XX4XWVWWSJ« X4V4XV XVV I : O
,30
W ц
| Устройство для отбортовки | 1984 |
|
SU1196072A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
