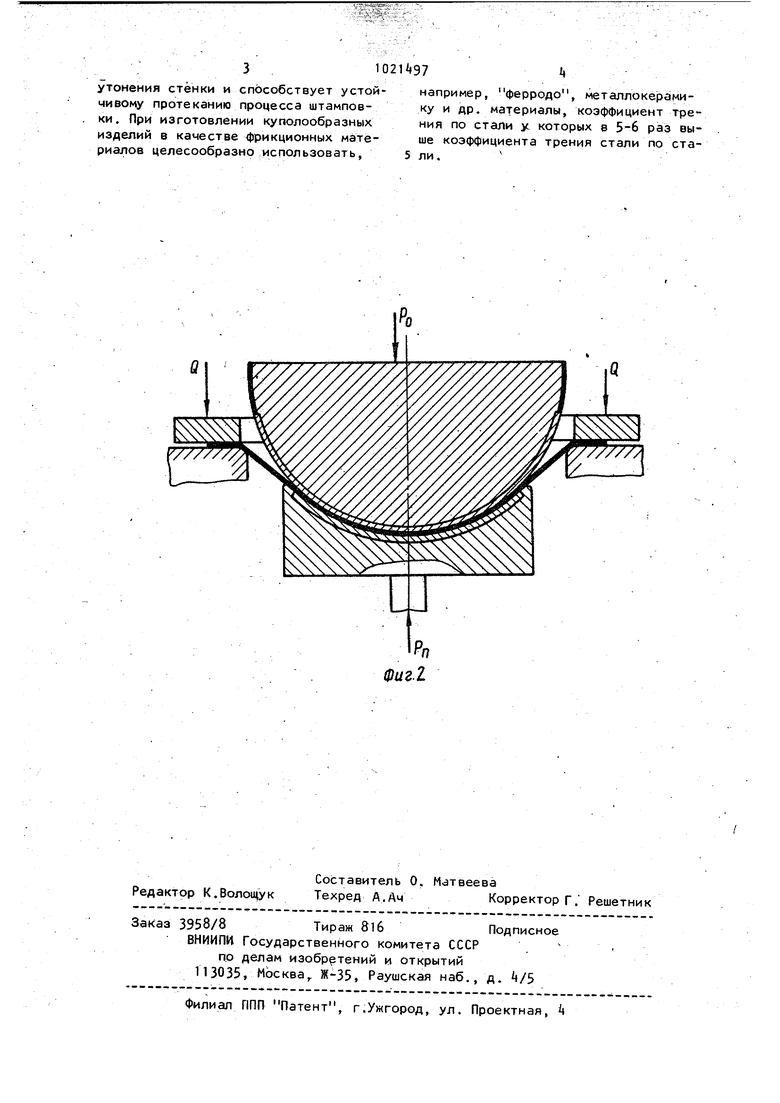
Изобретение относится-к листовой штамповке. Известно устройство для изготовления полых куполообразных изделий содержащее пуансон, подвижную и неподвижную матрицы-и прижим ГОНедостатком известного устройства является то, что в нем не обеспечивается в должной мере снижение утонения стенки в опасном сечении Например, при вытяжке эллиптических днищ утонение стенки достигает .2-15, что приводит к перерасходу листового металла, так как для компенсации величины утонения испол зуют лист большей величины. Цель изобретения - повышение качества изготавливаемых изделий за счет снижения из разностенности. Для достиженияпоставленной цели в устройстве для изготовления по лых куполообразных изделий, содер.жащем пуансон, неподвижную матрицу, подвижную матрицу и прижим, пуа сон и подвижная матрица выполнены с углублениями на рабочей поверхности и снабжены установленными в пос ледних фрикционными вкладышами, при этом толщина вкладыша подвижной матрицы больше углубления под него fHa величину деформации материала вкладыша при штамповке. На фиг. 1 представлено устройство, начальный момент штамповки; на фиг. 2 то же, промежуточный момент штамповки, листовой заготовки Устройство содержит пуансон 1, в углублении которого закреплен вкл дыш 2 из фрикционного материала-, подвижную матрицу 3, в углублении которой закреплен вкладыш А из фрик ционного материала. При этом.с целью обеспечения контакта прилегающих поверхностей фрикционного материала с заготовкой 5 глубина углубления подвижной матрицы 3 выполнена меньше толщины вкладыша на величину деформации фрикционного матерпела (J при штамповке, а длина углубления подвижной матрицы 3 ограничена радиусом скругления г ее периферийного участка.Прижим заготовки 5 к матрице 6 осуществляется складкодержателем 1. Устройство работает следующим образом. Заготовку 5 складкодержагелем 7 прижимают к матрице 6 усилием Q , подвижную матрицу 3 усилием Р, приподнимают в верхнее положение. При нажатии пуансоном 1 усилием- Р заготовка 5 с верхней стороны начинает контактировать с вкладышем 2 из фрикционного материала. При дальнейшем ходе пуансона 1 вниз заготовка 5 нижней стороной соприкасается с фрикционным вкладышем 4 подвижной матрицы 3. Благодаря усилиям РО и РИ фрикционный вкладыш k сжимается, выбирается зазор сГ, в результате чего достигается плотное прилегание поверхности заготовки 5 к фрикционному вкладышу подвижной матрицы 3, т.е. процесс деформирования осуществляется с двухсторонним жестким блокированием заготовки 5. После окончания процесса штамповки пуансон 1 и складкодержатель 7 возвращают в крайнее верхнее положение и отштампованное изделие извлекают из полости устройства с помощью подвижной матрицы 3. В предложенном устройстве в экспериментальных условиях штампуют в холодном состоянии полушаровые днища диаметром мм и толщиной стенки мм (сталь 10). В качестве фрикционного материала используют вкладыши из ферродо, которые располагают между деформируемой заготовкой и пуансоном, а также между заготовкой и подвижной матрицей. Данные экспери мента показывают, что применение при штамповке полушаровых днищ фрикционных, прокладок позволяет снизить утонение стенки в центральной зоне днища (опасное сечение) на/ /10-15% по сравнению с обычной штамповкой (без прокладок). Преимущество устройства заключается в том, что использование вклады-, шей из фрикционного материала способствует повышению трения в зонах контакта заготовки с пуансоном и подвиж ной матрицей. Повышение трения в процессе вытяжки.ведет к уменьшению прос кальзывания отдельных объемов метала заготовки в зонах контакта, что. приводит к более равномерному распреелению деформации по всему сечению тампуемой детали. Таким образом, повышение трения в зонах контакта приводит к снижению интенсивности еформаций в опасном сечении штампуемой детали, а следовательно, к меньшению нагрузки на ее опасное ечение, что приводит к снижению
утонения стенки и способствует устойчивому протеканию процесса штамповки. При изготовлении куполообразных изделий в качестве фрикционных материалов целесообразно использовать,
например, ферродо, металлокерамику и др. материалы, коэффициент трения по стали у, которых в 5-6 раз выше коэффициента трения стали по стали. 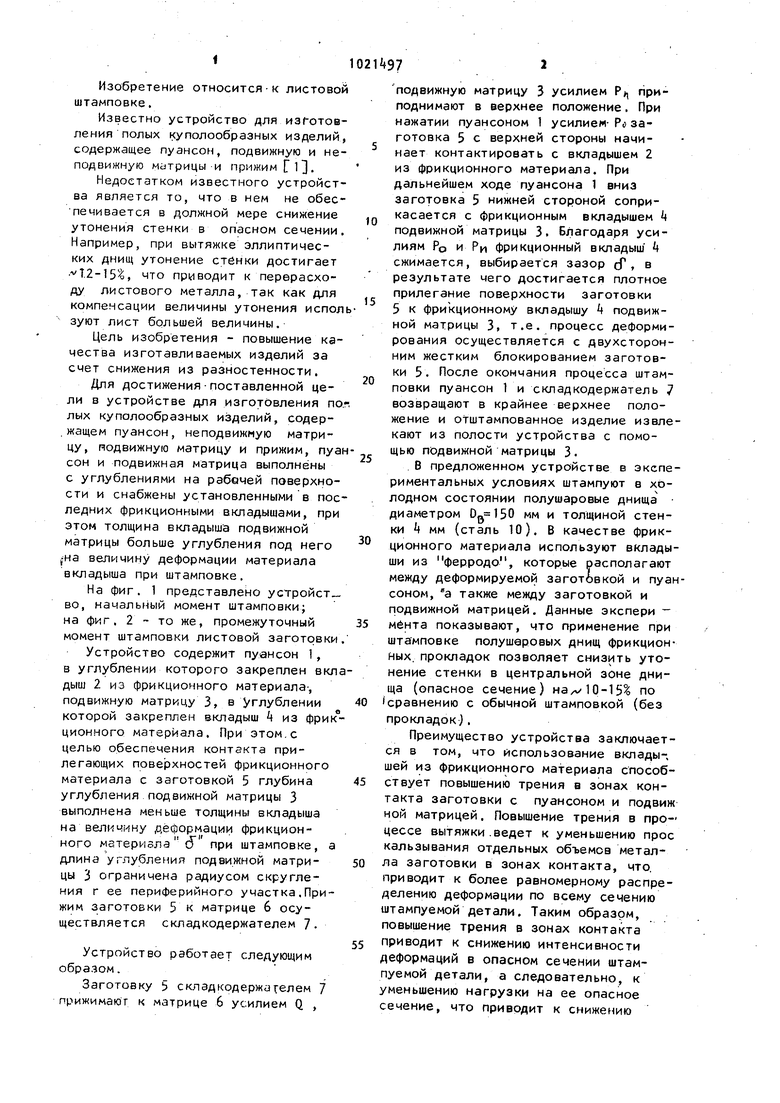
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 2002 |
|
RU2223835C1 |
| Способ получения изделий из листовой заготовки путем совмещенной штамповки и закрытой прошивки | 2024 |
|
RU2836374C1 |
| Штамп для изготовления отводов из листовых заготовок | 1981 |
|
SU958003A1 |
| Инструмент для обработки листового металла давлением | 1984 |
|
SU1201023A1 |
| СПОСОБ ШТАМПОВКИ ТОНКОСТЕННЫХ ПОЛУСФЕРИЧЕСКИХ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2392079C1 |
| Заготовка для штамповки толстостенных днищ | 1983 |
|
SU1174129A1 |
| Способ изготовления полых изделий | 1992 |
|
SU1807914A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЕМКОСТЕЙ | 1994 |
|
RU2074038C1 |
| Способ раздачи полых цилиндрических изделий | 1990 |
|
SU1784352A1 |
| Устройство для штамповки листовых заготовок давлением среды | 1979 |
|
SU919785A1 |
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕ|НИЯ ПОЛЫХ КУПОЛООБРАЗНЫХ ИЗДЕЛИЙ, :;СОдержащее пуансон, подвижную и нехПодвижную матрицы и прижим, о т л ич а ю щ е е с я тем, что, с целью повышения качества изготовления изделий за счет снижения их разностенности, пуансон и подвижная матрица выполнены с углублениями на рабочей поверхности и снабжены установленными в последних.фрйкфтонными вкладышами,при этом толщина вкяадыша подвижной матрицы больше углубления под него на величину деформации материала вкладыша при штамповке.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Н | |||
| Технология штам повки- крупногабаритных деталей | |||
| Маш гиз, 1973, с.205-206, рис.103 (прототип) | |||
| (Ь) | |||
