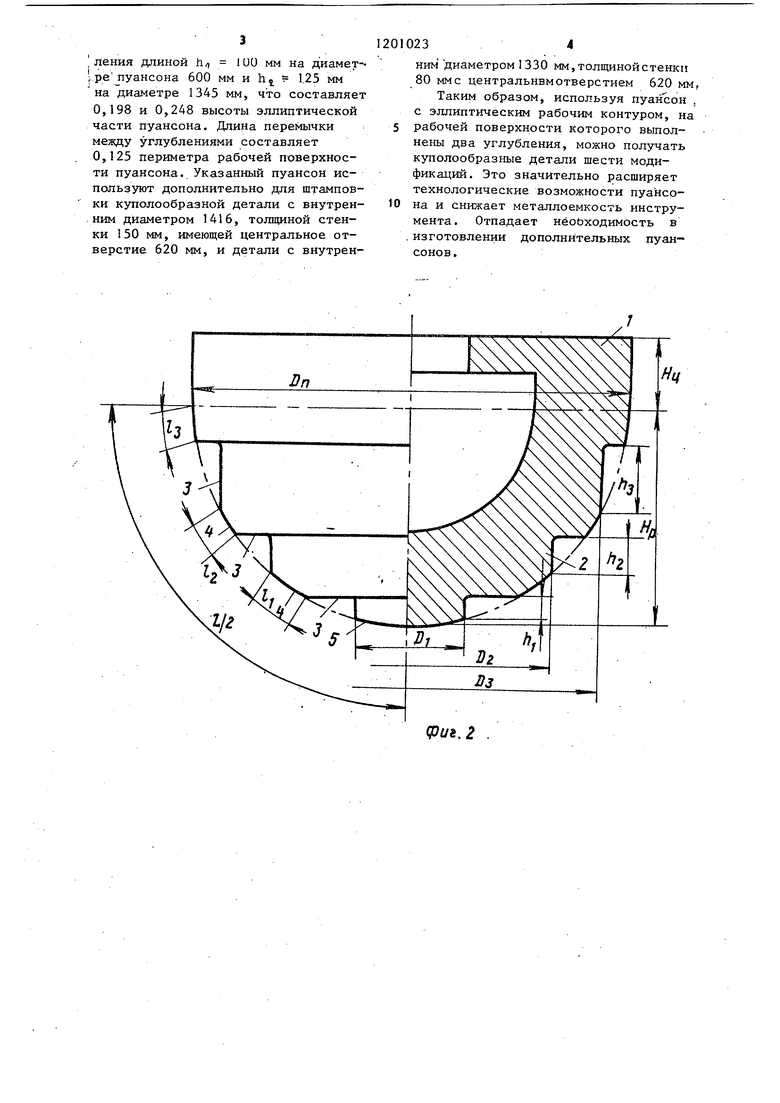
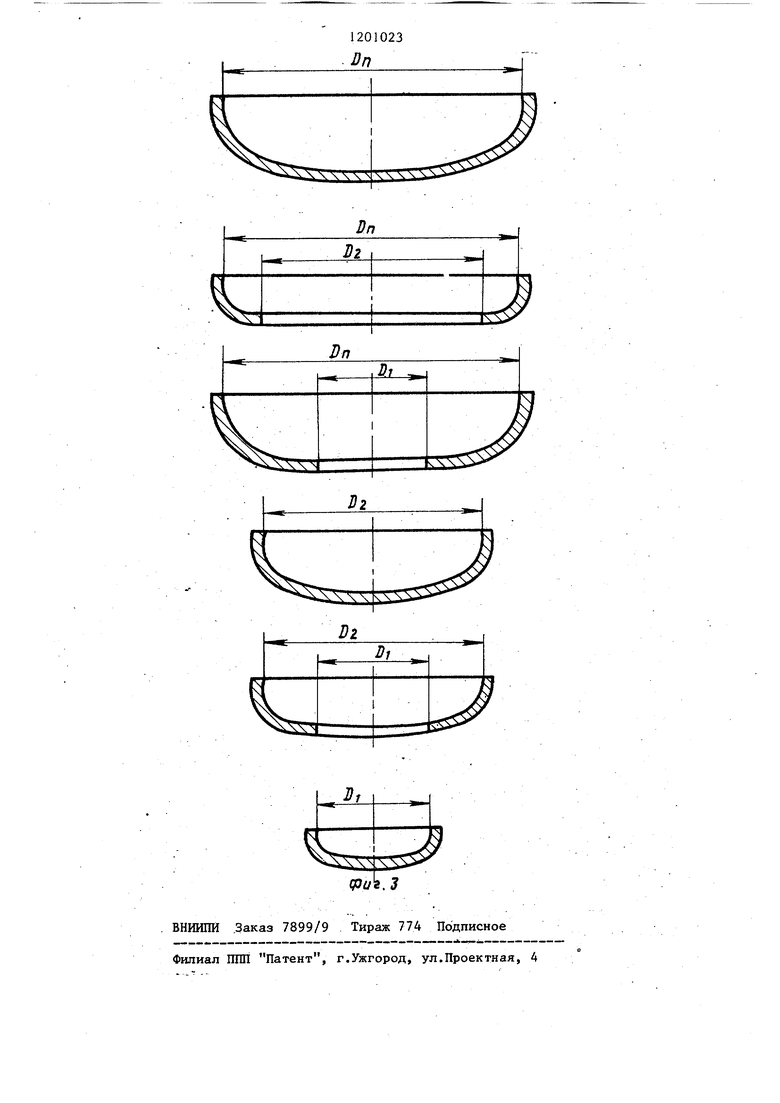
Изобретение относится к области обработки металлов давлениом и может быть использовано при изготовлении штамповкой на прессах эллиптических, сферических, полушаровых других куполообразных деталей типа днищ. Цель изобретения - расширение те нологических возможностей при изготовлении куполообразных деталей типа днищ. , ; На фиг,1 представлен эскиз пуансона для штамповки эллиптических днищ; на фиг. то же, для штампов ки полушаровых днищ; на фиг.З - раз личные типы куполообразных деталей. Пуансон содержит цилиндрическую часть 1 высотой Нц и рабочую куполо образную часть 2 с криволинейной об разующей высотой Нр, выполненную по контуру в соответствии с профилем штампованного днища. На криволинейной поверхности пуансона вьшолнены кольцевые углубления 3 ступенчатой . формы, длина которых в осевом направлении последовательно увеличивается в направлении к периферии и . Глубина углублений 3 h,; hj ... h принимается равной 0,1-0,3 высоты рабочей поверхности пуансона Нр, а длины l ; iJ-i, 1} ...1; перемычек 4 составляют 0,05-0,15 периметра L рабочей поверхности. При h,- 0,1 Нр и ,15 размеры углублений 3 малы, что дела ет невозможным использовать пуансон для штамповки других типоразмеров. При ,3 HP и ,05 L размеры у лублений 3 значительны, что приводит к недопустимому отклонению внут ренней поверхности штампованной детали от заданного профиля пуансона. При ,05 L, кроме того, на внутренней поверхности детали образуются вмятины, уменьшающие расчетную толщину стенки. В предлагаемой конструкции пуанс на минимальный диаметр D центральной части 5 выбирают исходя из кривизнь центральной части пуансона, при этом, чем больше радиус кривизны, тем меньше D. Для наиболее распространенных типоразмеров днищ эллиптических, сферических и полушаровых величину D целесообразно установить в пределах 0,20-0,25 диаметра пуансона Dn (,2 БП - для эллиптических и сферических днищ; D 0,25 D - для полушаровых днищ. 023.2 При D (0,20-0;25) БП пуансон (ввиду малой площади поперечного сечения, его центральной части) внедряется в стенку заготовки, что сопровождается местным утонением. Принцип построения профиля пуансона следующий. От диаметра Б, D (0,20 0,25) Dn3 (фиг.1 и 2) выполняют кольцевое углубление длиной h h (0,1-0,3) Hf. Затем откладывают длину перемычки 1 (0,050,16) L, после чего выполняют другое кольцевое углубление длиной h и т.д. (первый вариант). Возможно за базовую линию принять длину окружности сопряжения цилиндрической части пуансона Нц и куполообразной Нр, от которой откладывают длину перемычки (Ij или Ij) и выполняют кольцевое углубление длиной Tij или hj (фиг.1 и 2) и т.д. (второй вариант). Штамповку осуществляют следующим образом. Для штамповки днищ максимального диаметра D пуансон используют так же, как и известный. При этом металл заготовки опирается при формовке на перемычки 4, центральную часть 5 и не затекает в кольцевые углубления 3, формируя полнопрофильное эллиптическое днище. Используя центральную часть пуансона 5 диаметром D, и одно кольцевое углубление 3,можно получать днище Диаметром D. Используя только центральную часть пуансона 5, получают днище диаметром D . Кроме того, используя исходную заготовку с отверстием диаметром Dj, получают плоское днище диаметром D с центральным отверстием D. Используя исходную заготовку с отверстием диаметром D,, получают куполообразную деталь диаметром )„ с центральным отверстием D и диаметром D с центральным отверстием D . Пример. На рабочей поверхности пуансона, предназначенного для горячей штамповки эллиптических днищ внутренним диаметром 1416мм (диаметр пуансона с учетом термической усадки 1428 мм) и высотой эллиптической части 500 мм (высота пуансона 505 мм), вьшолняют два углубI ления длиной h/ lUO мм на диамет- ре пуансона 600 мм и h,, 1.25 мм на диаметре 1345 мм, что составляет 0,198 и 0,248 высоты эллиптической части пуансона. Длина перемычки между углублениями составляет 0,125 периметра рабочей поверхности пуансона. Указанный пуансон используют дополнительно для штамповки куполообразной детали с внутренним диаметром 1416, толщиной стенки 150 мм, имеющей центральное отверстие 620 мм, и детали с внутрен12010234
нимдиаметром 1330 мм, толщиной стенки 80 мм с центральнвмотверстием 620 мм Таким образом, используя пуанЬон с эллиптическим рабочим контуром, на 5 рабочей поверхности которого выполнены два углубления, можно получать куполообразные детали шести модификаций. Это значительно расширяет технологические возможности пуанср10 на и снижает металлоемкость инструмента. Отпадает нёоьходимость в . изготовлении дополнительных пуансонов .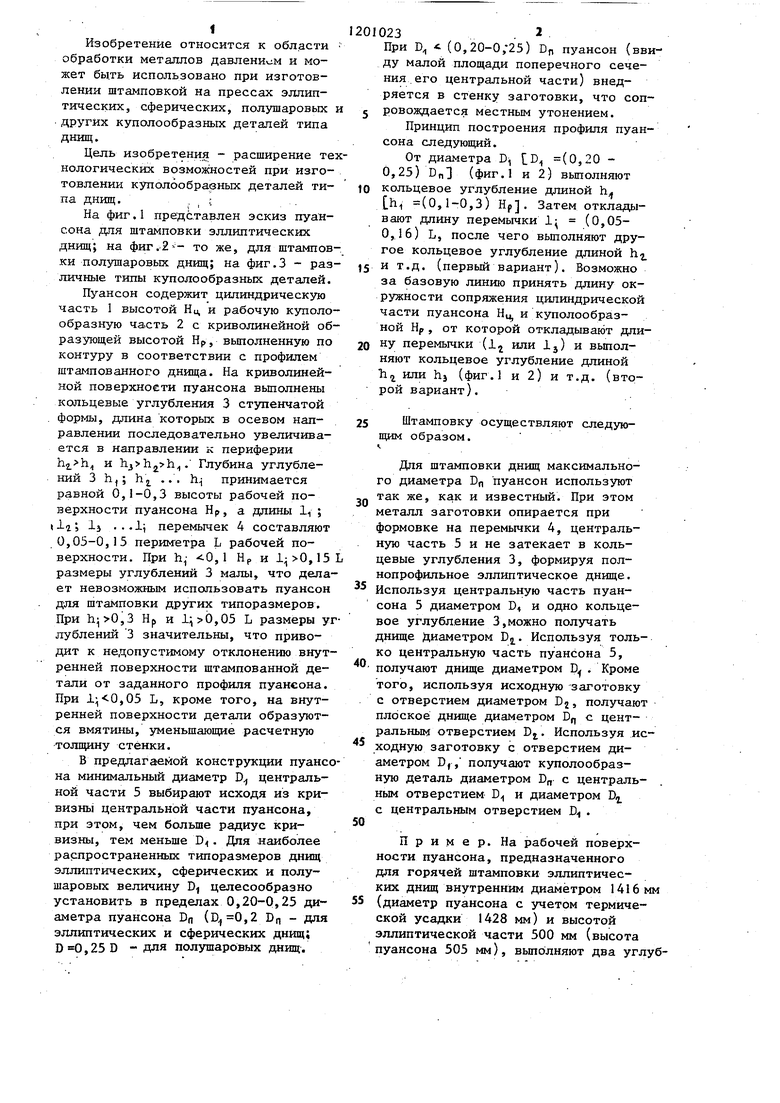
| название | год | авторы | номер документа |
|---|---|---|---|
| Заготовка для штамповки толстостенных днищ | 1983 |
|
SU1174129A1 |
| Устройство для изготовления полых куполообразных изделий | 1982 |
|
SU1021497A1 |
| Способ изготовления полых деталей с горловиной | 1989 |
|
SU1731388A1 |
| Заготовка для штамповки толстостенных днищ | 1989 |
|
SU1690910A1 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОБОК ШАРОВЫХ КРАНОВ | 2017 |
|
RU2648916C1 |
| Способ изготовления днищ | 1986 |
|
SU1371740A1 |
| Способ изготовления тонкостенных сферических оболочек | 2022 |
|
RU2791478C1 |
| Способ получения отверстий в заготовках деталей | 1988 |
|
SU1648619A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ СФЕРОТОРОИДАЛЬНЫХ ИЛИ ЭЛЛИПТИЧЕСКИХ ОБОЛОЧЕК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2397836C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ С ФЛАНЦЕМ | 1994 |
|
RU2108183C1 |
ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ЛИСТОВОГО МЕТАЛЛА ДАВЛЕНИЕМ с кольцевыми углублениями на рабочей поверхности, состоящей из цилиндрической части и части с криволинейной образующей, отличаю йс я тем, что, с целью расширения технологических возможностей при изготовлении куполообразных деталей типа днищ, углубления расположены на части пуансона с криволинейной образующей и выполнены с постепенно уменьшающейся длиной в направлении рабочего торца пуансона, равной О,1-0,3 высоты части пуансона с криволинейной образующей, при этом длина криволинейных участков между углублениями составляет 0,05-0,15 всей длины криволинейной образующей, а минимальный диаметр углубления - 0,20-0,25 диаметра цилиндрической части пуансона.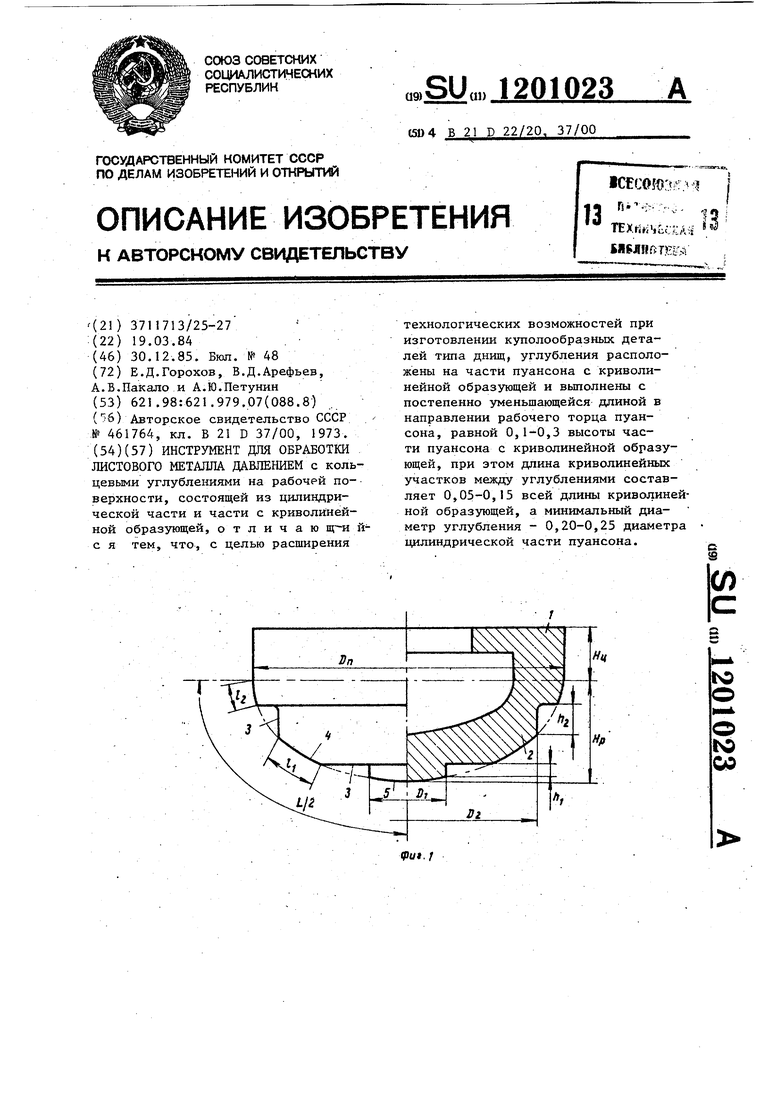
| Инструмент для обработки листового металла давлением | 1973 |
|
SU461764A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
