Изобретение относится к обработке металлов давлением, а именно к листовой штамповке и может использоваться в машиностроении при изготовлении полых сфери- ческих изделий товаров народного потребления.
Известен способ формообразования изделий из листовых заготовок.
Недостатками его является малая производительность, сложность осуществления и невозможность формоизменения изделий с большой степенью раздачи без трещинообразования.
Наиболее близким по технической сути является способ, в котором осуществляют вытяжку изделий из предварительно изготовленного стакана, который устанавливают в матрице, выдавливание осуществляют пуансоном, который составлен из нескольких частей, одной из которых является складкодержатель. который предназначен для выдавливания овальной формы и выполнен эластичным. Для увеличения усилия подпора наружную поверхность складко- держателя накрывают гонким слоем порошкообразного абразива (например наждака).
Недостатком этого способа является низкая степень деформации.
Целью изобретения является увеличения степени деформации.
Это достигается тем, что в способе раздачи полых цилиндрических изделий в разъемной матрице путем осадки эластичного вкладыша, помещенного внутрь заготовки с использованием фрикционного порошка между вкладышем и заготовкой, раздачу осуществляют со степенью осадки эластичного вкладыша прямо пропорциональной величине раздачи с коэффициентом пропорциональности К 0,81-0,84.
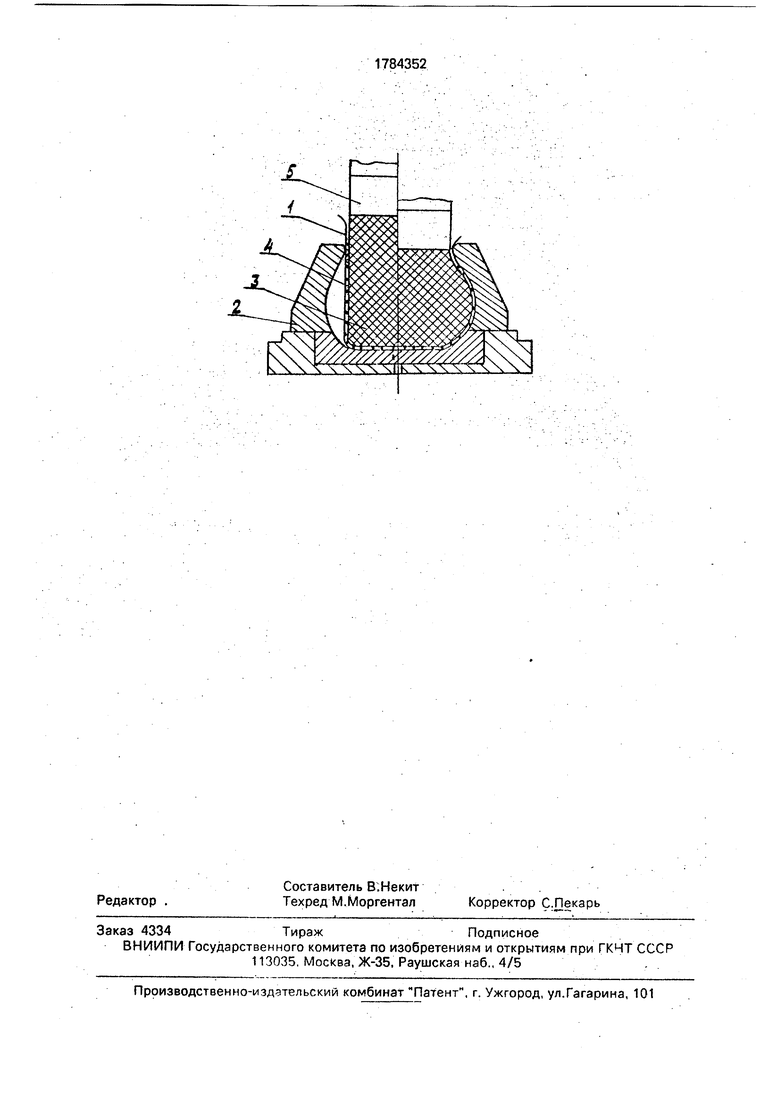
На .чертеже изображено деформируемое изделие с эластичным инструментом с фрикционной средой между ними в матрице: слева - до формоизменения, справа - в момент максимальной раздачи.
Пример. Провели опробование способа раздачи полых цилиндрических изделий из низкоуглеродистой стали 08КП В Г толщиной 0,63 мм, диаметром Do 160 мм, высотой 200 мм полиуретановым пуансоном. Предварительно вытянутую заготовку 1 разместили в матрице 2. Эластичный инструмент (пуансон) 3 расположили внутои заХ|
00
W ел к
готовки, при этом на контакте поверхностей заготовки и инструмента 1,3 создали фрикционную среду 4. В качестве фрикционной среды 4 использовали пленку окислов на поверхности заготовки в виде слоя печной окалины, который образуется в процессеот- проходной печи при определенных условиях непосредственно перед раздачей Заготовки Можно слой окалины ввести вме- со смазочной эмульсией между заготов- кой и инструментом.
При наличии фрикционной среды силы трения на внутренней поверхности изделия играют полезную роль - способствуют увеличению степени раздачи на 20-25 %, по- верхность изделия при этом принимает сферообразную форму.
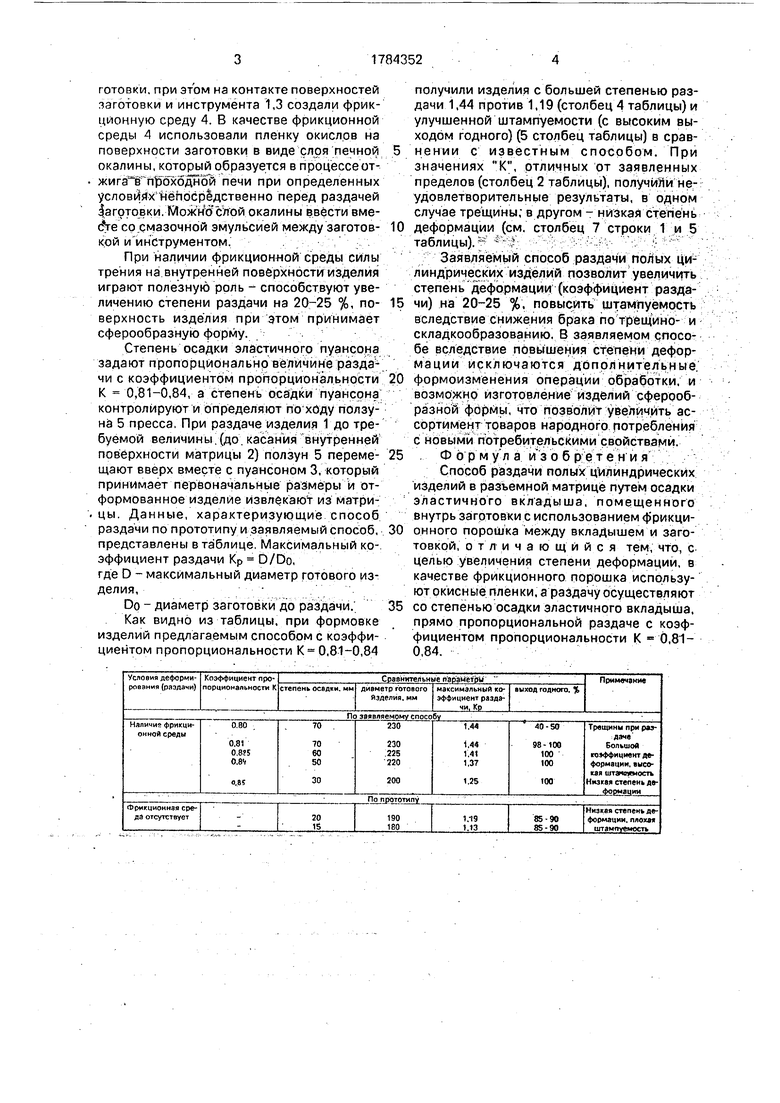
Степень осадки эластичного пуансона задают пропорционально величине раздачи с коэффициентом пропорциональности К 0,81-0,84, а степень осадки пуансона контролируют и определяют по ходу ползуна 5 пресса При раздаче изделия 1 до требуемой величины (до касания внутренней поверхности матрицы 2) ползун 5 переме- щают вверх вместе с пуансоном 3, который принимает первоначальные размеры и отформованное изделие извлекают из матри- . цы Данные, характеризующие способ раздачи по прототипу и заявляемый способ, представлены в таблице Максимальный коэффициент раздачи Кр D/Do, где D - максимальный диаметр готового изделия,
Do - диаметр заготовки до раздачи.
Как видно из таблицы, при формовке изделий предлагаемым способом с коэффициентом пропорциональности К 0,81-0,84
получили изделия с большей степенью раздачи 1,44 против 1,19 (столбец 4 таблицы) и улучшенной штампуемости (с высоким выходом годного) (5 столбец таблицы) в сравнении с известным способом. При значениях К, отличных от заявленных пределов (столбец 2 таблицы), получили неудовлетворительные результаты, в одном случае трещины; в другом - низкая степень деформации (см. столбец 7 строки 1 и 5 таблицы).- -
Заявляемый способ раздачи полых цилиндрических изделий позволит увеличить степень деформации (коэффициент раздачи) на 20-25 %. повысить штампуемость вследствие снижения брака по трещино- и складкообразованию. В заявляемом способе вследствие повышения степени деформации исключаются дополнительные формоизменения операции обработки, и возможно изготовление изделий сферооб- разной формы, что позволит увеличить ассортимент товаров народного потребления с новыми потребительскими свойствами. Формула изобретения Способ раздачи полых цилиндрических изделий в разъемной матрице путем осадки эластичного вкладыша, помещенного внутрь заготовки с использованием фрикционного порошка между вкладышем и заготовкой, отличающийся тем, что, с целью увеличения степени деформации, в качестве фрикционного порошка используют окисные пленки, а раздачу осуществляют со степенью осадки эластичного вкладыша, прямо пропорциональной раздаче с коэффициентом пропорциональности К 0,81- 0,84.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГАЗОСТАТИЧЕСКОЙ ФОРМОВКИ ПОЛЫХ ЗАГОТОВОК | 2014 |
|
RU2564655C1 |
| СПОСОБ ШТАМПОВКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2006 |
|
RU2314889C1 |
| Способ изготовления крутоизогнутых угольников из трубчатых заготовок | 1990 |
|
SU1771844A1 |
| Способ получения заготовок гаек | 1986 |
|
SU1563835A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕРЕХОДНИКОВ С ВНУТРЕННЕЙ ГОРЛОВИНОЙ | 1994 |
|
RU2087232C1 |
| СПОСОБ ШТАМПОВКИ ТРУДНОДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2013 |
|
RU2542046C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕРЕХОДНИКОВ С НАРУЖНЫМ ЦИЛИНДРИЧЕСКИМ ПОЯСКОМ | 1994 |
|
RU2087234C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕРЕХОДНИКОВ С НАРУЖНЫМ ЦИЛИНДРИЧЕСКИМ ПОЯСКОМ | 1994 |
|
RU2087235C1 |
| Штамп для раздачи труб | 1978 |
|
SU719760A1 |
| Способ изготовления сегментных оболочек для шаровых емкостей | 2019 |
|
RU2710619C1 |
Сущность изобретения: полую заготовку помещают в разъемную матрицу. Внутрь заготовки помещают эластичный вкладыш с фрикционной средой. Раздачу осуществляют со степенью осадки эластичного вкладыша, прямо пропорциональной величине раздачи с коэффициентом пропорциональности К 0,81-0,84. 1 ил. 1 табл,
| Штамп для вытяжки | 1972 |
|
SU470334A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
