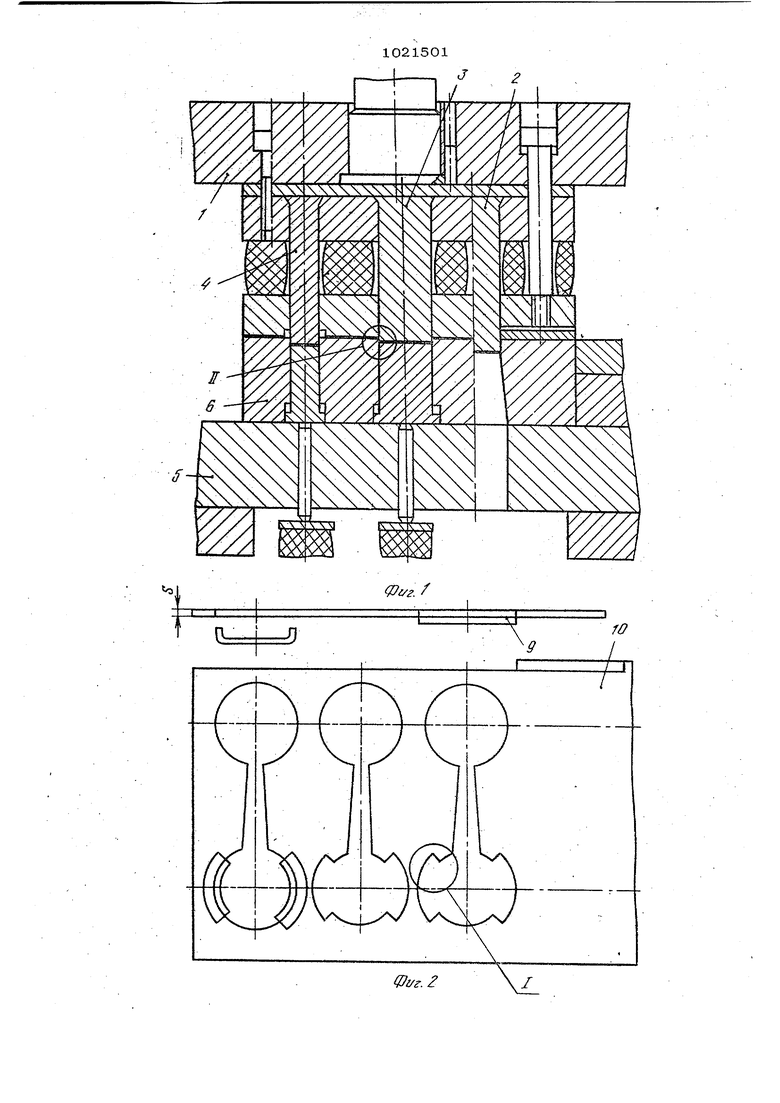
Изобретение относится к обработке метаппов цавпением, в частности к штам пам поспедовательного действия, и может быть использовано при иаготовпении деталей пистовых материапов толщ№ ной менее 0,5 мм. Известен штамп поспедоватепьного действия, содержащий на верхней ппите вырубной и гибочный пуансоны и iia ппите матрицу Недостатком jicaaaHHoro штампа является ненадежность его работы при изготовлении деталей вз материапа толщиной 0,5 мм из-за возможности выпадания запрессованной в полосу вырубпенной заготовки при ее перемеШении на . следующую позицию. Наиболее близким по технической сущ ности и достигаемому результату к изо бретению является штамп последовательного действия, включающий в себя установленш 1е на верхней плите формообразующий пуансон и пуансон для надрезки 23 Недостатком данного штампа является то, что пуансон для надрезки имеет торец в виде плавной криволинейной поверх ности, в результате чего образуется режушая кромка, не лежащая в одной ппоскости. Даже при простом контуре пуансог на для надрезки выполнение торца затруд нительно, а при сложном контуре пуансона для надрезки сложность выполнения торца пуансона многократно увеличивается.. Цель изобретения - упрощение изготовления штампа и повышение надежности при изготовлении деталей из тонколистового материала, преимущественно толщиной менее О..5 мм. Поставленная цель достигается тем, что Б штампе последовательного дейст ВИЯ, включающем в себя установпенные на верхней ппите формообразующий nya jсон и пуансон для надрезки, пуансо.н для надрезки выполнен с плоским торпем, перпендикулярным его продольной оси, режущая кромка выполнена прерывистой и расположена на части линии пересечени боковой и торцевой поверхностей пуансона, .а часть пинии пересечеьщя,состоящая по меньшей мере из участков,выполнена нережущей, эти участки выполнены с щириной более двух толцин обрабатываемого материапа и каждый из них образован поверхностью, пересекающей боковую поверхность пуансона на высоте относительно торцевой не менее двух толщин материала и торцевую поверхность на расстоянии относительно боковой, равном толщине материала. При этом кромка, образованная пересечением поверхности каждого участка с торцевой поверхностью пуансона, скруглена дугой с радиусом не менее толщ№№1 материала. Режущая кромка выполнена в виде ломаной линии, а нережущие участки расположены Б ее углах. На фиг. 1 изображен штамп, общий вид; на фиг.. 2 - полоса с переходами обработки в штампе, общий вид; на , 3- . узел 1 на фиг. 2; на фиг. 4 -разрез А-А на фиг. 3; на фиг. 5 - виц Б на фиг. 4; на -фиг. 6 - узел ifl на фиг. 1; на фиг. 7 - вид В на фиг.6. Штамп содержит верхнюю плиту 1, на которой установлены шаговый нож 2, пуансон 3 для надрезки и гибочный пуансон 4, и нижнюю плиту 5 с матрицей 6. Режущая кромка 7 пуансона 3 прервана в двух местах участками поверхности 8. Размеры каждого участка 8 выбираются следующим образом: ширина Ь - более двух топшин материапа ,S высота относительно торца i - не менее двух толщин 1у}атериапа, расстояние относительно боковой поверхности 3 равно толщине материала, кромка пересечения поверхности участка с торием скруглена радиусом Р, равным не менее толщины материала. Штамп работает следующим образом. Пуансон 3 вырезает часть контура заготовки. 9, которая остается связана с полосой 10 перемычками 11, получающимися за счет наличия участков 8. На следующей позиции, пуансон .4 сгибает заготовку 9, обрывая перемычки 11. За счет связи заготовки 9 перемычками 11 с полосой 10 обеспечивается надежное перемещение заготовки 9 и надежная работа штампа. Внедрение штампа позволяет повысить надежность работы при обработке тонких материалов с толщиной меньще 0,5 мм.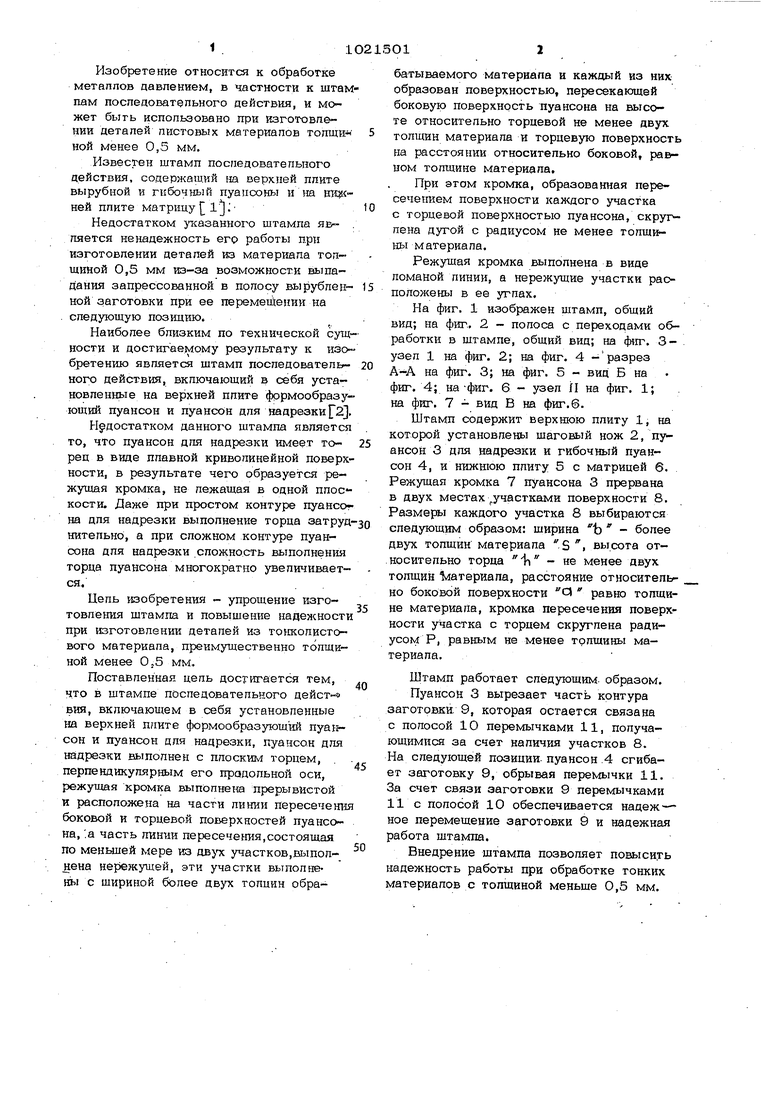
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ | 1998 |
|
RU2147961C1 |
| Совмещенный штамп | 1976 |
|
SU618163A1 |
| Штамп для получения из листового материала изделий с отогнутыми участками | 1982 |
|
SU1055563A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| Штамп для надрезки и отгибки | 1991 |
|
SU1804937A1 |
| Штамп последовательного действия | 1990 |
|
SU1785470A3 |
| Штамп для гибки крестообразных деталей с отогнутой лапкой | 1987 |
|
SU1505630A1 |
| Комбинированный штамп для изготовления деталей с углом, меньшим 90 @ | 1988 |
|
SU1551449A1 |
| Штамп для надрезки и отгибки надрезанных участков листового материала | 1980 |
|
SU937084A2 |
| Штамп для изготовления изделий с надрезанной и отогнутой лапкой | 1985 |
|
SU1281324A1 |
А - iffff/ e/7// y77aJ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| МапоЕ А.Н | |||
| Технология холодной штамповки | |||
| М., Машиностроение, 1969, с | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Крутильно-намоточный аппарат | 1922 |
|
SU232A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Дорин В | |||
| И | |||
| Точная штамповка деталей оптико-механических приборов | |||
| М., Оборонгиз, 1958, с | |||
| , фиг | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
