Изобретение относится к обработке, металлов давлением и может быть ыспользо ано при производстве изделий из листового металла.
Цель изобретения - повьшение надежности удаления изделия из зоны обработки.
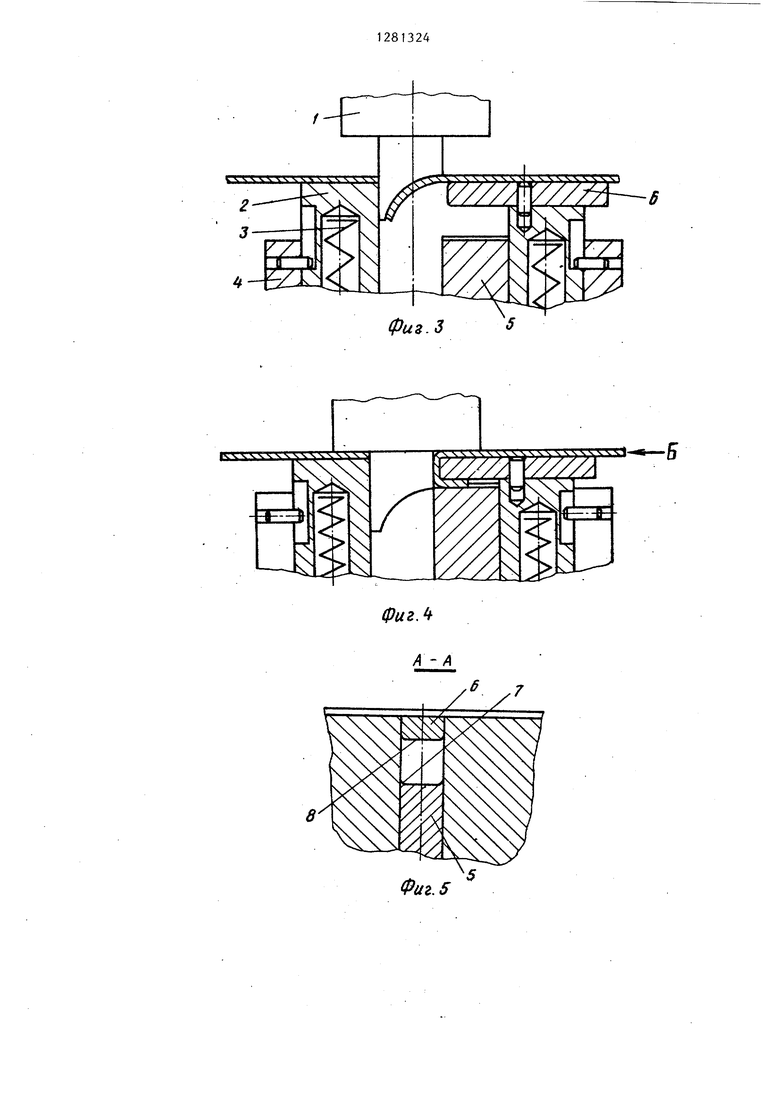
На фиг. 1 изображена схема штампа; на фиг. 2 - нижняя плита, вид сверху; на фиг. 3 - в момент начала надрезки; на фиг. 4 - то же, в мо- мг-мт окончания гибки; на фиг. 5 - ра-.- рез Л-А на фиг. 1; на фиг. 6 - изделие.
Штамп содержит верхний пуансон
1с кромка 1И для надрезки и гибочной площадкой, матрицу 2, установленную на пружинах 3 в полости основания 4 с боковыми и поперечной режущими кромками и окном для отгибки,- установленньй на основании 4 нижний пуансон 5, установленную консольно в гибочном окне съемную планку 6 с в.ерхней и тремя нижними
гибочными кромками.
Боковые режущие кромки матриды
2выполнены расходящимися от торцов съемной планки 6,
На верхнем торце 7 нижнего пуап- сопа 5 имеется гибочный ручей юо ширине формующей поверхности 8 съемной планки 6.
Штамп работает следующим образом
Заготовка укладывается на матрицу /. При движении пуансона 1 вниз происходит надрезка и одновременно изгибание надрезанного участка, так как пуансон имеет криволинейную режуио ю кромку. Пружины 3, превосходящие по силе сжатия усхшие над- резки, остаются неподвижными до тех пор, пока пуансон 1 не войдет полностью своей частью в окно матрицы и не начнет оказывать давление на ее зеркало. Теперь сила сжатия пружин меньще усилия, развиваемого прессом, поэтому матрица 2 начнает опускаться на пружинах 3 в полость основания 4 до тех noji, пока верхний торец 7 и нижняя поверхность 8 не отформуют конец полки аналогично пуансону и. матрице.
После подъема пуансона 1 вверх деталь сдвигают по стрелке Б так, что отогнутая полка оказывается в окне, движением вверх деталь извлекают из штампа. Поскольку нижняя часть полки подвергалась технологической гибке, ее поперечный линейный размер; уменьщился и полка легко вынимается из окна. Форма технологической гибки может быть любая, допустимая конструкцией детали.
Предлагаемьш штамп по сравнению с известным обеспечивает повьшение производительности более чем в два раза.
Ф. ормула изобретения
25
30
Штамп для изготовления изделий с надрезанной и отогнутой лапкой преимущественно Г-образной формы из листовой заготовки, содержащий основание подпружиненную к основанию матрицу с боковыми и поперечной режущими .кромками и окном для отгибки, верхний пуансон имеющий соответствующие матрице кромки для надрезки и гибочную площадку, и установленный . на основании нижний пуансон, 6т- 35личающийся тем, что, с целью повышения надежности удаления изделия из зояы обработки , он снабжен съемной планкой с верхней и тремя нижними гибочньп-ш кромками,ус- тановленной консольно в гибочном окне матрицы, боковые режущие кромки матрицы выполнены расходящимися в направлении от торцов съемной планки, а на верхнем торце нижнего пуансона вьшолнен гибочный ручей, ширина которого соответствует ширине съемной планки.
45физ.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для получения из листового материала изделий с отогнутыми участками | 1982 |
|
SU1055563A1 |
| Штамп для надрезки и отгибки лепестков на листовых заготовках | 1983 |
|
SU1109225A1 |
| Штамп для надрезки и отгибки надрезанных участков листового материала | 1980 |
|
SU937084A2 |
| Штамп для гибки крестообразных деталей с отогнутой лапкой | 1987 |
|
SU1505630A1 |
| Способ гибки заготовок и устройство для его осуществления | 1988 |
|
SU1806031A3 |
| Штамп для надрезки и отгибки | 1991 |
|
SU1804937A1 |
| Многопозиционный штамп для пробивки,надрезки,последовательной гибки и отрезки | 1981 |
|
SU1007788A1 |
| Устройство для изготовления деталей из полосового материала | 1977 |
|
SU733790A1 |
| Последовательный штамп для изготовления лепестков контактов электрических разъемов | 1988 |
|
SU1595611A1 |
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |

Изобретение относится к штампам для изготовления изделий с надрезанной и отогнутой лапкой, преиму- щественчо Г-образной формы, из листовой заготовки и обеспечивает повышение надежности удаления изделия из зоны обработки-. Штамй содержит пуансон (П) 1 с кромками для надрез- ки и гибочной площадкой, матрицу (М) 2, подпружиненную к основанию 4 с боковыми и поперечной режущими кромками и окном для отгибки, нижний П 5, съемную планку 6, установленную консольно в окне М и имеющую гибочные кромки. Заготовка укладывается на М 2, при ходе П 1 происходит над- резка с гибкой. Затем М 2 начинает опускаться на пружинах 3, пока верхний торец П 5 и нижняя поверхность планки 6 не ртформируют кочец полки. После подъема П 1 деталь сдвигается в сторону окна и движением вверх извлекается из штампа,., 6 ил. (Л Q К С Од to 
I-&
ФигЛ
Фиг. 5
.-редактор Н.Тупица
Составитель А.Гузь
Техред Л.Олейник Корректор М.Пожо
Заказ 7187/7 Тираж 730 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
П роизводственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, А
фиг.6
| Штамп для изготовления изделий с надрезанной и отогнутой лапкой из ленточной заготовки | 1984 |
|
SU1202667A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
