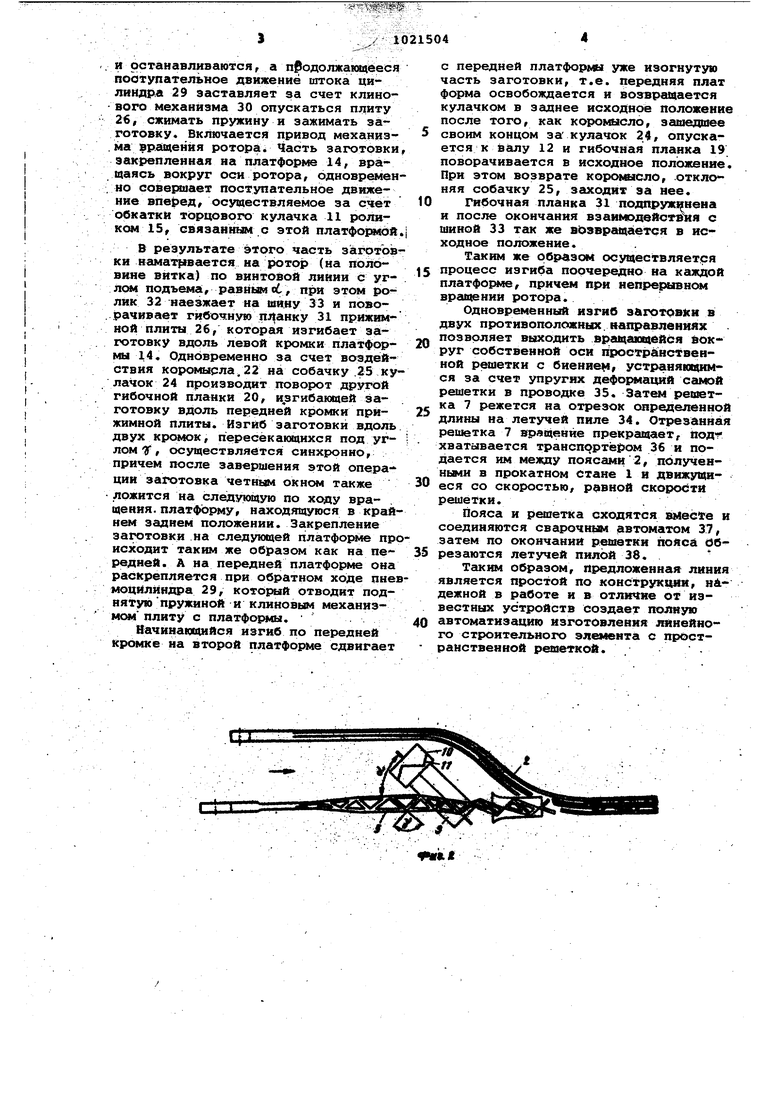
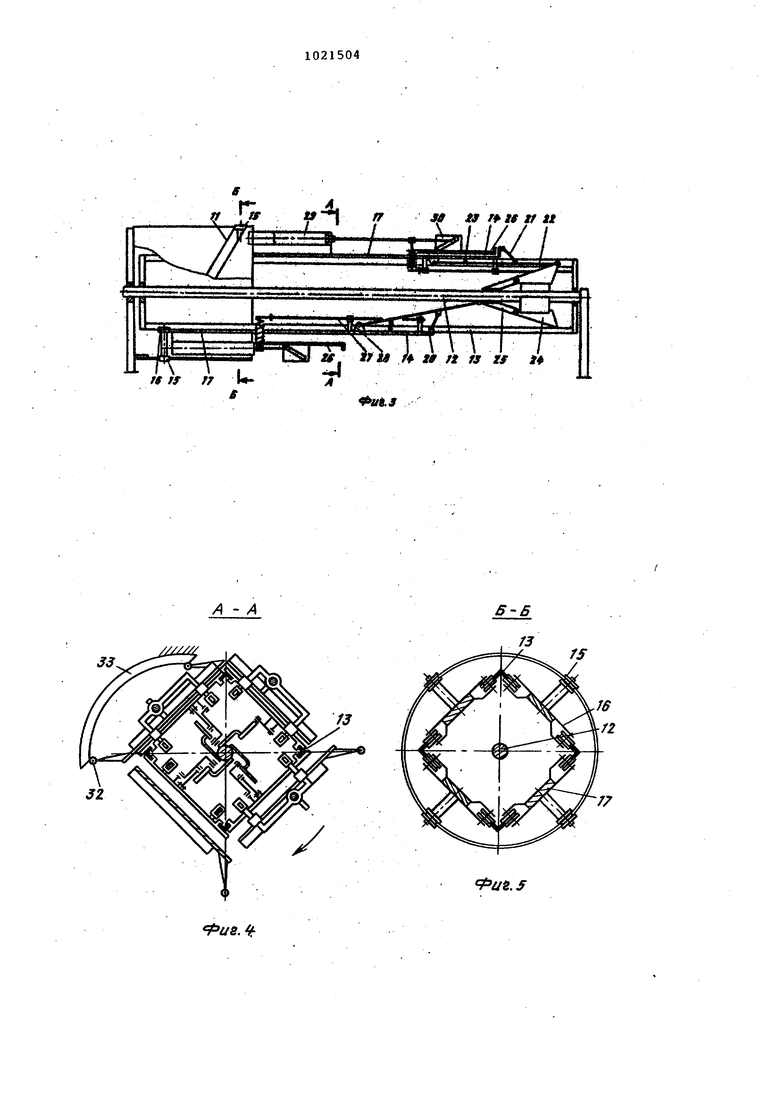
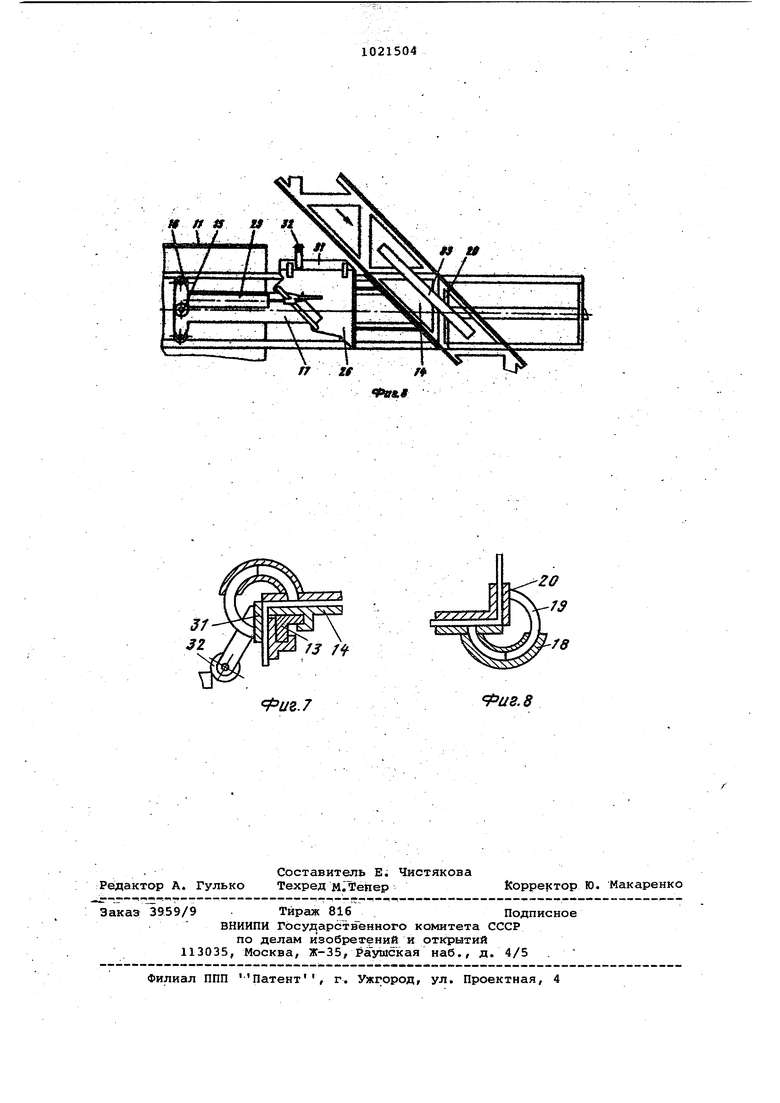
Изобретение относится к обработке металлов давлением, в частности к устройствам для изготовления составных строительных металлоконструкций из рулонного листового материала. Известно устройство для изготовления балок двутаврового сечения из листового материала, содержащее ста нину с закрепленными между опорами станов с изгибающими валиками с воз можностью их поочередного вертикаль ного перемещения и сварочный автомат 1. Однако на известном устройстве не могут быть получены балки с пространственной решеткой непрерывным способом. Целый изобретения является расширение технологических возможносте путем обеспечения непрерывного изготовления строительного элемента с пространственной решеткой. I Указанная цель достигается тем, что устройство для изготовления линейного строительного элемента из рулонного материала, содержащее про катные станы для Получения профилей различного сечения, гибочный узел и узел соединения профилей, снабжена узлом гибки профиля по спирали, выполненным в виде ротора с продольными направляющими, в которых размещены платформы с роликами, и статора с шинрй и торцовым .кулачком, взаимодействующим с роликами плат .формы, каждая платформа снабжена 1ПОДВЙЖНОЙ и подпружиненной к ней при жимной плитой, Г-образным ползуном, на котором она закреплена, и приводом, перемещения плиты в направлении платформы и параллельноей, кромки платформы и прижимной, плиты снабжены гибочными -планками с ползунами и направляющими, выполненньши по дуге окружности, при этом одна из гибочных планок связана с кулачком ротора, а другая - с шиной статора. На фиг. 1 изображено предлагаемо устройство, общий вид;, на фиг. 2 то же, вид сверху; на фиг. 3 - гибо ное устройство, продольный разрез; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5 - разрез 5-Б на фиг. 3; н фиг. б - расположение заготовки по 11патформе; на фиг. 7, и 8 - положение заготовки,, изогнутой вдоль кромок платформы. Устройство содержит следукицие уг лы. Прокатный стан 1, формирукхций из рулонной пойосы угловой прокат пояса 2. Прокатный стан 3-, выполнен ный из рулонной полосы 4 перфорированную заготовку 5 с отгибами на продольных параллельных кромках. Уз 6, формирующий пространственную ре;шетку 7 при помощи изгибов заготовки 5 в противоположных направлениях по линиям, взаимно- пересекающимся под утлому, узел 8, соединяющий угловые зоны перегиба решетки 7 с поясами 2. Узел 6 установлен под углом of. к направлению движения заготовки 5 и состоит из ротора 9 и статора 1р с торцовым кулачком 11.. Ротор 9 состоит из приводного вала 12 с жестко закрепленными на нем направляющими 13, на которых установлены платформы 14. Каждая платформа связана с торцовым кулачком 11 при помощи ролика 15, каретки 16 и тяги 17. Под передней частью платформы 14 имеются направляющие 18, в которых расположены ползуны 19 гибочной планки 20. Направляющие и ползуны выполнены по дуге окружности. . Гибочная планка 20 соединена серьгой 21 с коромыслом 22, Коромысло 22 одним концом шарнирно закреплено к платформе 14, а другим при помощи пружины 23 взаимодействует с кулач;ком 24, снабженным собачкой 25. На платформе механизм прихва|та, включающий прижимную плиту 26, подпружиненную и закрепленную на Г-образном ползуне 27. Ползун 27 находится в направляющих 28. , Прижимная плита взаимодействует с пневмоцилиндром 29 через клиновый механизм 30. Прижимная плита имеет гибочную планку 31. Соединения гибочных планок с прижимной плитой и платформой выполнены одинаково. Гибочные планки 31 подпружинены и снабжены рыгаагами с роликами 32, которые взаимодейству|Ьт с налравлякшей шиной 33.. После гибочного устройства установлены летучая пила 34, проводка 35, шполненная в виде трубы, трайспортер 36, сварочный автомат 37 и летучая пила 38. Изготовление линейного строительного элемента осуществляется следующим образом. Из полосы формируется С-образный профиль, в средней части которого просеКсиотся продольные прорези, после чего профиль растягивается в поперечном направлении, образуя заготовку 5 с окнсши треугольной . Конец заготовки подается на одну из плат-форм 14 ротора 9, находящуюся в исходном положении, и закрепляется на ней таким образом, чтобы второе от конца заготовки окно лег- ; ло сво1ши продольными серединами по левОй и передней кромкам платформы по ходу ее движения в рабочем по-: ложении. Закрепление заготовки осуществляется прйуиммой плитой 26, которая пневмоцилиндром;29 подается на платформу 14 при этом, несуаде плиту 26 ползуИНГ 27 доходят до торца направляющих 28, упираются в них
и останавливаются, а продолжанедееся поотупательное движение штока цилиндр1а 29 заставляет за счет клинового механизма 30 опускаться плиту 26, сжимать пружину и зажимать заготовку, включается привод механиз. ма вр.гиценйя ротора Часть заготовки закрепленная на платформе 14, вращаясь вокруг оси ротора, одновременно совертаает поступательное движение вперед, осуществляемое за счет обкатки торцового кулачка 11 роликом 15, связанным с этой платформой
В результате этого часть з/аготрвки намат{4вается на ротор (на яоловкие витка) по винтовой линии с угпом подъема, равнымс6, при этом ролик 32 наезжает на шияу 33 и поворачивает гибочную 31 прижимной плиты 26, которая изгибает заготовку вдоль левой кромки платформы 14. Одновременно за счет воздействия коромырла.22 на собачку .25 кулачок 24 производит поворот другой гибочной планки 20, и.згибаюцей заготовку вдоль передней кромки прижимной плиты. Изгиб заготовки вдоль двух кромок, пересёкакедихся под углом У , осуществляется синхронно, причем после завершения этой операции заготовка четным окном также ложится на следующую по ходу вращения, платформу, находящуюся в крайнем заднем положении. Закрепление заготовки на следующей платфо ше присходит таким же образом как на пере1дией. А на передней платформе она раскрепляется при обратном ходе пнемоцйЛ1сндра 29, который отводит поднятую пружиной и клиновым механизмом плиту с платформы.
Начинающийся изгиб по передней кромке на второй ппагфорие сдвигает
с передней платформы уже изогнутую часть заготовки, т.е. передняя плат форма освобождается и воз вращается кулачком в заднее исходное положение после того, как коромысло, зашедшее своим концом за кулачок 24, опускается к валу 12 и гибочная планка 19 поворачивается в исходное положение. При этом возврате корсн1й К:ло, .отклоняя собачку 25, заходит за нее.
0
Гибочная планка 31 подпружинена и после окончания взаимодействия с шиной 33 так же возвращается в исходное положение.
Таким же образом осуществляется процесс изгиба поочередно на каждой
5 платформе, причем при непрерывнее вращении ротора.
Одновременный изгиб эаготоа си в двух противоположных.направлениях позволяет выходить В1 гицающейся бок0руг собственной оси lipocTpdHCTBeHной решетки с биением, устраняющимся за счет упругих деформаций самой решетки в проводке 35. Затем решетка 7 режется на отрезок определенной
5 длины на летучей пиле 34. Отрезанная решетка 7 вращение прекращает, подг хватывается трансп ртёром 36 и подается им между поясами 2, полученньми в прокатном стане 1 и движущи0еся со скоростью, равной скорости решетки..
Пояса и решепса сходятся вмесфе и соединяются сварочнш« автоматом 37, затем по окончаний решетки поясд Обрезаются летучей пилой 38.
Таким образом, предложенная линия является простой по конструкции, н&дежной в работе и в отлкчие от известных устройств создает полную автоматизацию изготовления лйиейно0го строительного элемента с пространственной решеткой. .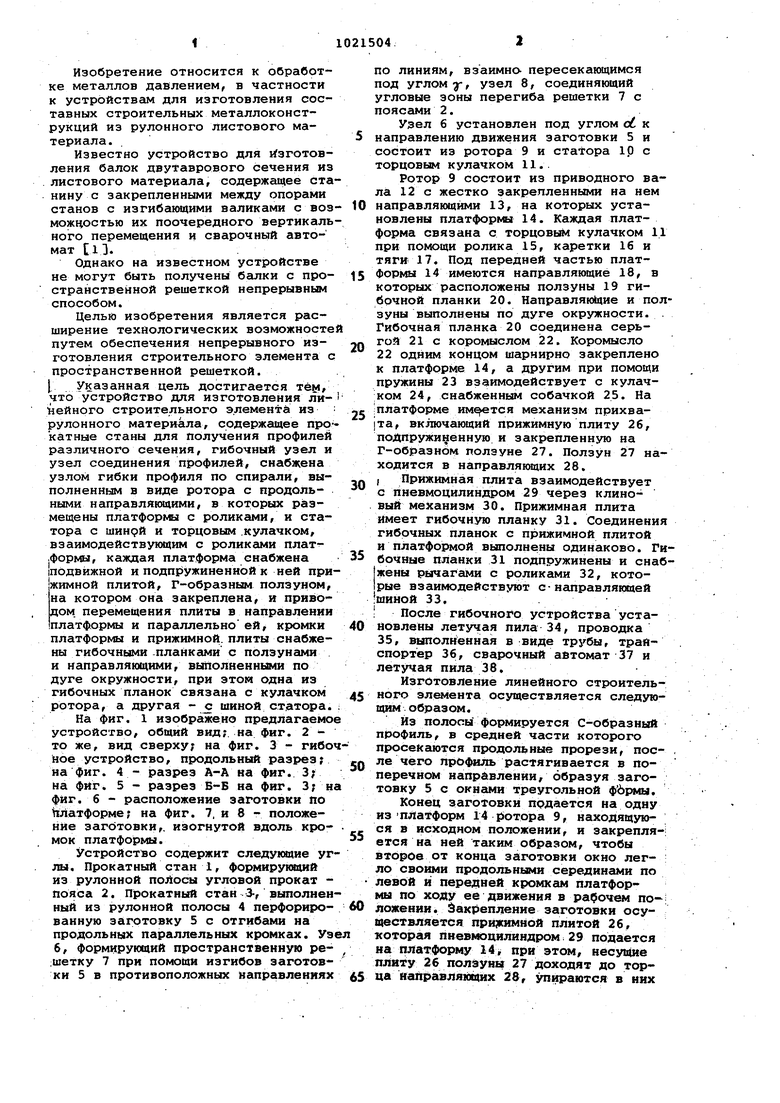
| название | год | авторы | номер документа |
|---|---|---|---|
| Профилегибочный стан | 1976 |
|
SU603462A1 |
| Автомат для изготовления изделий из проволоки | 1977 |
|
SU737080A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| Устройство для манжетообразования пазовой изоляции статоров электрических машин | 1990 |
|
SU1791916A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Узел боковых роликов профилегибочного стана | 1977 |
|
SU743753A1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| Способ изготовления металлических строительных элементов составного сечения и устройство для его изготовления | 1991 |
|
SU1779443A1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ПОЛОСЫ ИЗ НЕПРЕРЫВНО-ЛИТОЙ БИМЕТАЛЛИЧЕСКОЙ ТРУБНОЙ ЗАГОТОВКИ | 1994 |
|
RU2086350C1 |
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИНЕЙНОГО СТРОИТЕЛЬНОГО ЭЛЕМЕНТА щ рулонного материала, содержащее прокатные станы для получения профилей, гибочмый узел я узел соединения профилей, отличающееся тем, ЧФ0, с целью расширения технологических возможностей путем обеспечения, непре)рывного изготовления строительного элемента с пространствен ной решеткой, оно снабжено узлом гибки профиля по спирали, выполненным в виде ротора с продольными направляющими, в которых размещены платформы с роликами, и статора с шиной и горцовш кулачком, взаимодействующим с роликами пяaтфop вjl, каждая платформа снабжена подвижной и подпружиненной к ней прижимной плитой, F- образнБЫ. ползуном, на котором она закреплена, и приводом перемещения плиты в направлении платфор1«2 и параллельно ей, кромки платфоркш и прижимной плиты снаб|жены гибочными планкёши с ползуна|мй и направляющими, выполненными ;по дуге окружности, при этом одна КЗ гибочМ х планок связана с кулачком ротора, а другая - с шиной, статора. 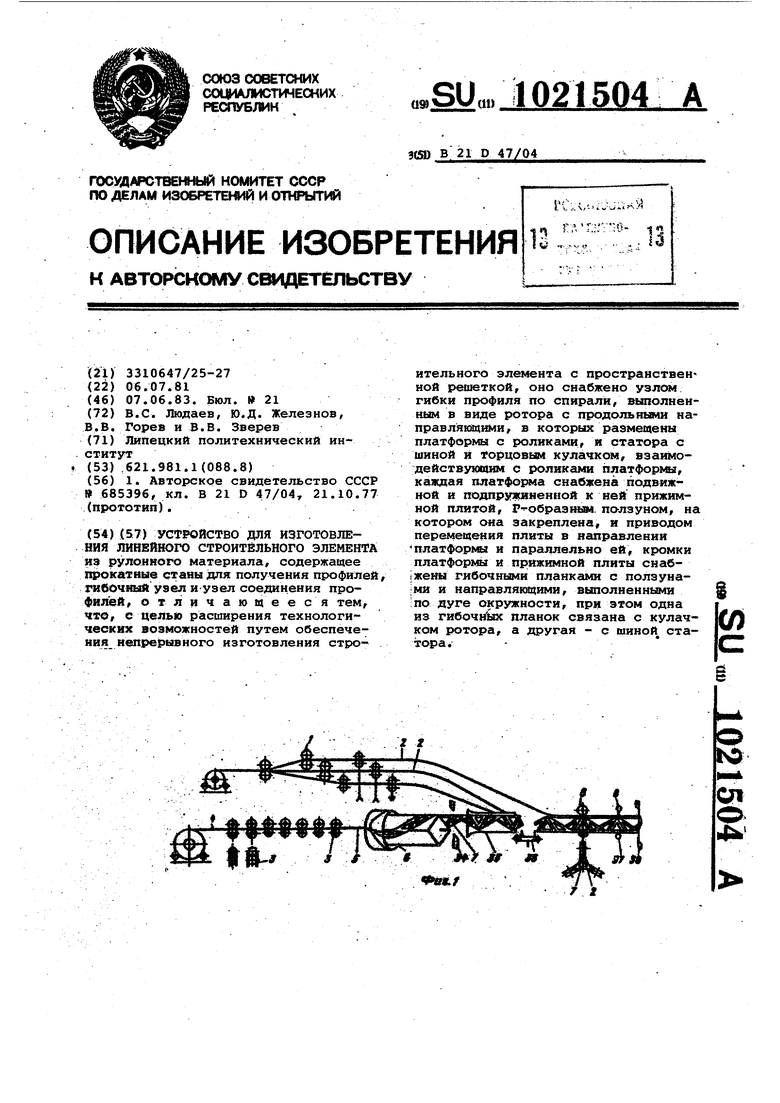
A A
33
f3
32
/
U8. tf
rs
77
. J /f гв tr и
иг.7
.з
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для изготовления балок двутаврового сечения | 1977 |
|
SU685396A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
