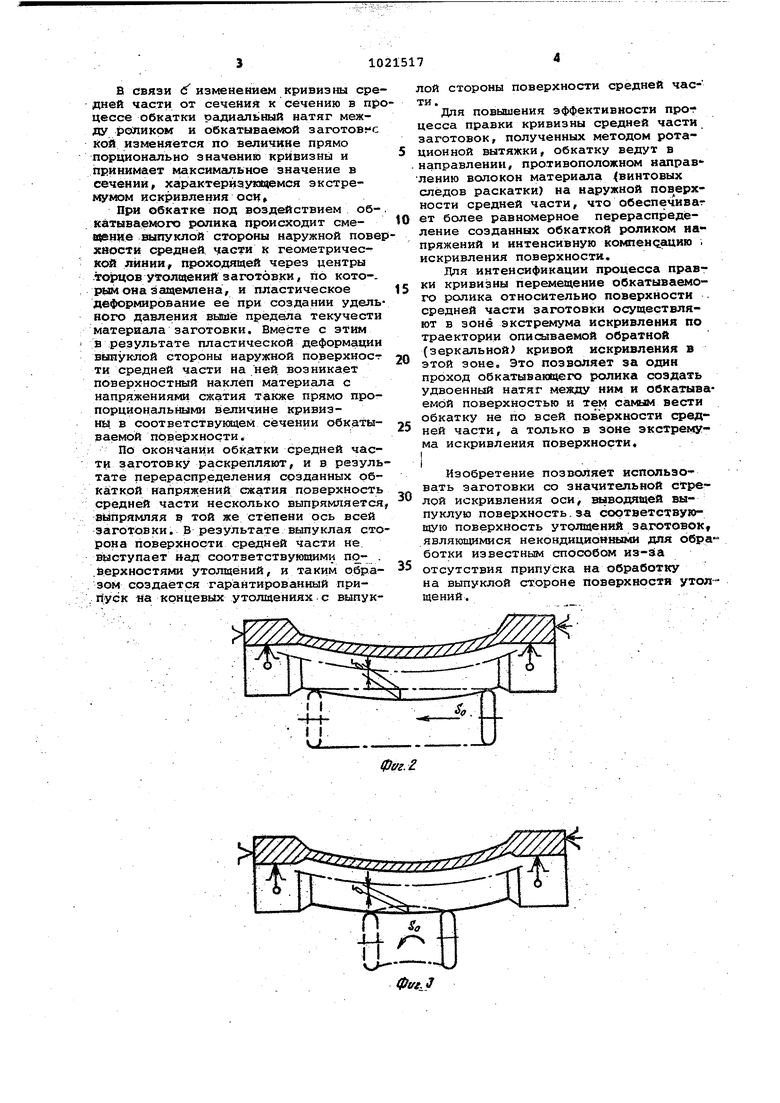
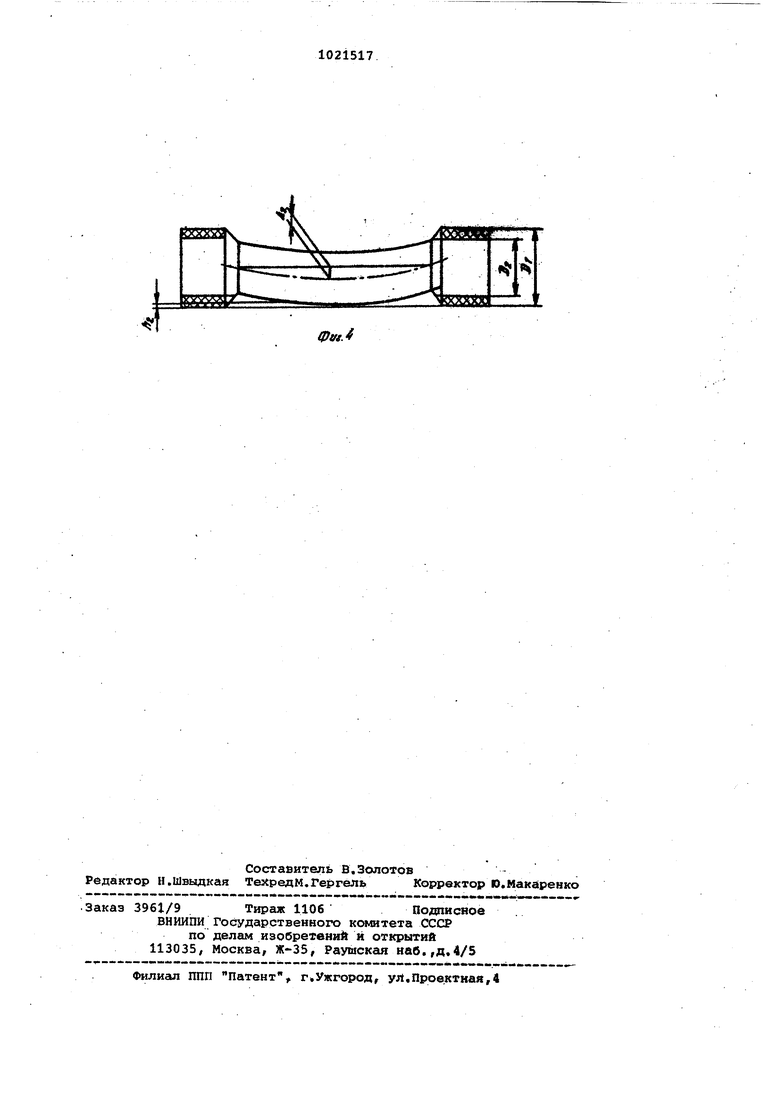
Изобретение относится к металлообработке и может быть использовано при токарной обработке искривленных нежестких цилиндрических деталей с утолщениями на концах, преимуществен но тонкостенных труб с наружными и : внутренними утолщениями. По основному авт. св. № 776748 . Известен способ обработки искривлён ных цилиндрических детале с утолщв ниямина концах в .соответствии с которым обработку и зацентровку каж дого торца выполняют с одной установ ки на вращающейся детали с эксцентри ситетом относительно геометрических oqeft торцов, величину и направление которого выбирают в зависимости от величины и направления экстре мума искривления детали, пре;|дварительно сбаэировав и закрепив ее радй ально нaпpaвлeины И и равномерно рас пололсенными силами; в двух поперечных сечениях средней части f отстоящих от обрабатываемого торца на расстоЯНИН, обеспечивающем при токарной обработке утолщений кругово«2 .превьше ние их над средней частью детали,СЗ-З Указанный способ обработки создает положительный эффе;кт, заключаю щийся в повышении точности .взаимного расположения поверхностей концевых утолщений и средней части на искривленных нежестких цилиндрических деталях, пре мущественнб трубах с .повышенной стрелой искривления оси, и снижении трудоемкости изготовления Он дает йозможнрсть использовать нен кондиционные заготовки со стрелой, искривления оси больше радиального пррепада поверхностей утолщени й и ,средней части детали в зонах ик срп ряжения без дополнительной механичес кой обработки средней части. Однако этот способ обработки не позволяет получить деталь из некондиционной заготовки со значительной стрелой искривления оси, при которой поверхность средней части в зоне экстремума искривления превышает поверхность утолщений заготовки, изза отсутствия припуска на обработку утолщений на выпуклой стороне заго.товки. Цель изобретения - обеспечение получения кондиционных деталей из некондиционных заготовок, поверхност средней части которых в зоне экстремума искривления превышает поверх-г ность их утолщений за счет уменьшени кривизны оси средней части. Поставленная цепь достигается тем, что согласно способу обработки искривленных нежестких цилиндрических деталей заготовку защемляют по концам с эксцентриситетом,вращают и обкатыйают в направлении,противоположном направлению волокон материала,л.выпуклую сторону поверхности средней части профилированным роликом, с максимальным натягом в зоне экстремума искривления оси заготовки, не более стрелы искривления средней части и при удельном давлении между пределом текучести и пределом прочности материала.заготовки. Кроме того перемещение обратывае Лого ролика относительно поверхности средней части заготовки осуществляют в зоне экстремума искривления по траектории,- описываемой обратной кривой искривления дагоэ:овки в этой зоне. На фиг. 1 изображена заготовка де тали до -Обкатки; на фиг. 2 - схема обкатки всей поверхности роликом по прямой, на фиг. 3 - обкатки жс° тремальной зоны искривления средней части роликом по копирной кривой; на фиг. 4 - заготовка детали после обкатки. На чертежах приняты следующие обозначения: Л., стрела искривления средней . . части заготовки детали до и после обка,тки соответственно;d - диаметр средней части детали; D. , 0. - диаметр утолщений заготовки и готовой детали соответственно.; h. - максимальное превышение поверхности средней части над поверхностью утолщений в заготовке до обкатки; минимальное превышение поверхности утолщений над поверхностью средней части заготовки после обкатки; 5 - максимальный натяг между ро;.. ликом и заготовкой л Реализации предлагаемого способа рассмотрим на примере обработки искривленной в одну сторону пустотелой тонкостенной детали с экстремумом искривления оси по середине средней части и утолщениями одного диаметра на концах. Заготовку детали перед обработкой и зацентровкой торцов предва рительно базируют и закрепляют, например, по внутренней поверхности утолщений с упором в их торцы с поМовдью цанг,ддна1 из которых яёляется ведущей. Затем к вращающейся заготовке в зону перехода средней части к утолщению (в одно из крайних сечений средней части) подводят обкатывающий ролик, рабочая часть которого спрофилирована, исходя из свойств материала и ролика, геометрических характеристик затотовки, динамики процесса обкатки и др. , до соприкосновения с выпуклой стороной поверхности и перемещают обкатывающий ролик вдоль средней части к другой зоне перехода (другому крайнему сечению).
В связи изменением кривизны средней части от сечения к сечению в процессе обкатки рсщиальный натяг между роликом и обкатываемой заготов с кой изменяется по величине прямо порционально значению кривизны и принимает максимгшьное значение в сечении, характеризуюгчемся экстремумом искривления оси,
При обкатке под воздействием обкатываемого ролика происходит смещение выпуклой стороны наружной поверхности средней части к геометрической линии, проходящей через центры .торцов утолсаений заготовки, по кото-рым она заи емлена, и пластическое деформирование ее при создании удельного давления выше предела текучести материала заготовки. Вместе с этим в результате пластической деформации выпуклой стороны наружной поверхност ти средней части на ней возникает поверхностный наклёп материала с напряжениями сжатия также прямо пропорциональными величине крнвизШД в соответствукяцем сечении обкатываемой поверхности.
По окончании обкатки средней части заготовку раскрепляют, и в результате перераспределения созданных обкг1ткой напряжений сжатия поверхность средней части несколько выпрямляется, выпрямляя в той же степени ось всей заготовки. В результате етшуклая сторона поверхности средней части не выступает над соответствукяцими по- . .верхностями утолщений, и таким образом создается гарантированный при, rfycK на крнцевых утолщениях с выпуклой стороны поверхности средней части.
Для повышения эффективности процесса правки кривизны средней части заготовок, полученных методом ротационной вытяжки, обкатку ведут в направлении, противоположном направлению волокон материала винтовых следов раскатки) на наружной пов ерхности средней части, что обеспечиваг ет более равномерное перераспредеoление созданных обкаткой роликом напряжений и интенсивную компенсацию . искривления поверхности.
Для интенсификации процесса правки кривизны перемещение обкатываемо5го ролика относительно поверхности . средней части заготовки осуществляют в зоне экстремума искривления по 7:раектории описываемой обратной (зеркальной) кривой искривления в
0 этой зоне. Это позволяет за один проход обкатываю&гего ролика создать удвоенный натяг между ним и обкатываемой поверхностью и тем caNaaM вести обкатку не по всей поверхности сред5ней части, а только в зоне экстремума искривления поверхности,
i.
Изобретение позволяет использовать заготовки со значительной стре0лой искривления оси, шлводяией выпуклую поверхность, за соответствук щую поверхность утолщений 3aroTOBOKf .являющимися некондиционными для обработки известным способом из-за
5 отсутствия припуска на обработку на выпуклой стороне поверхности утолщений,,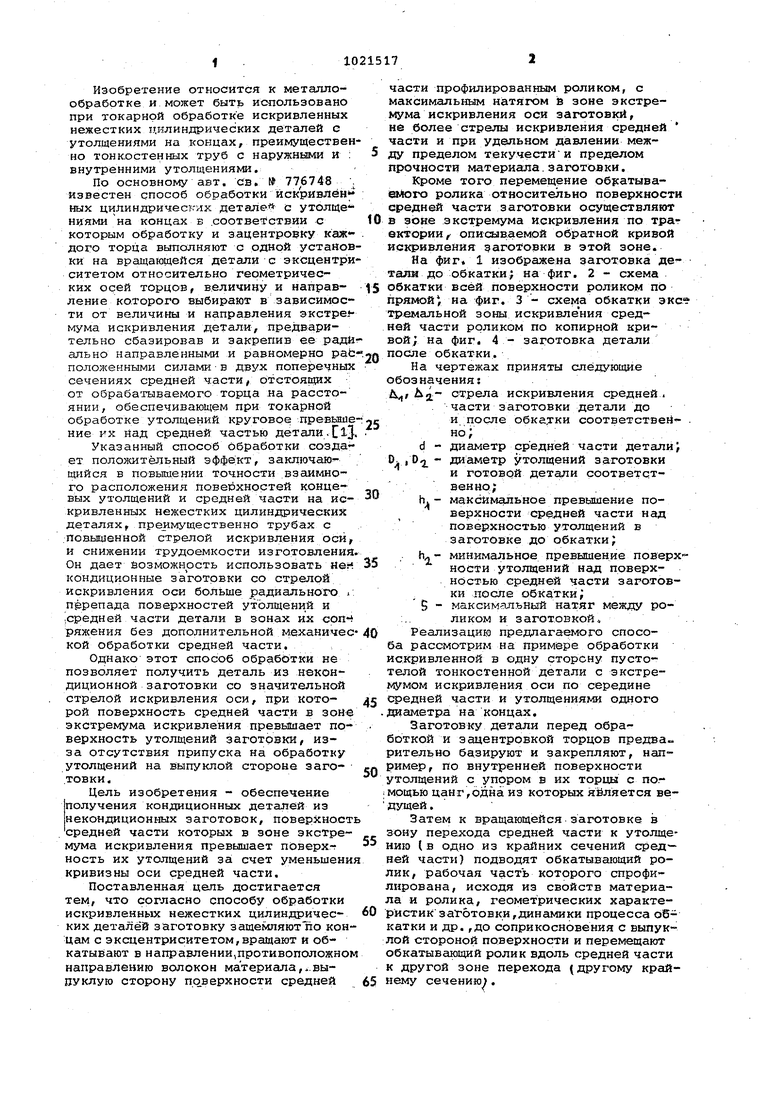
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки искривленных нежестких цилиндрических деталей с утолщениями на концах | 1979 |
|
SU776748A1 |
| Способ правки цилиндрических деталей | 2018 |
|
RU2686963C1 |
| Способ обработки искривленных нежестких деталей | 1975 |
|
SU563219A1 |
| Способ правки и упрочнения цилиндрических деталей | 2024 |
|
RU2827624C1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 1982 |
|
SU1077120A1 |
| Способ обработки нежестких валов в центрах | 1979 |
|
SU770660A1 |
| СПОСОБ ПРАВКИ МАЛОЖЕСТКИХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2018 |
|
RU2685826C1 |
| Способ механической обработки нежестких валов | 1989 |
|
SU1761382A1 |
| Способ обработки искривленных деталей | 1989 |
|
SU1703286A1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ СЛОЖНОГО ПРОФИЛЯ | 2010 |
|
RU2493954C2 |
1. СПОСОБ ОБРАБОТКИ ИСКЕИВЛЕНЩПС НЕЖЕСТКИХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ С УТОЙЩЕНИЯМИ НА КОНЦАХ по авт, СВ. 776748, о т /л н а ю щ и .йс Я :Тем, что, е целью полуЧ1е.ния деталей из некондиционных заготово .поверхность средней части которых в зоне экстремума искривления оси .Превышает поверхность нз утолщений, заготовку защемляют по концам, вращают и обкатывают вьшуклую стсфову поверхности средней части пр6фи31й|$ованным роликом в направлении, противоположном направлению вЬяоков материала, с максимальным натягом и зоне экстремума искривления оси заготов-ки, не более стрелы искривлен{1я f; средней части и при удельном давлении между пределом текучести и пределом прочности материала заготовки. 2. Способ по П.1, о т л и ч а ю щ и и с я тем, что перемещение обкатывающего ролика относительно по-; верхности средней части заготовки -. осуществляют в зоне экстремума искривления по траектории,описываекЮй обратной кривой искривления заготовки в этой зоне. (Л IND si 
| Способ обработки искривленных нежестких цилиндрических деталей с утолщениями на концах | 1979 |
|
SU776748A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
