1
Изобретение относится к металлообработке и может быть использовано при токарной или шлифовальной обработке нежестких валов без применения люнетов .5
Известен способ обработки нежестких деталей в центрах с применением эксцентричной зацентровки. Величину и направление эксцентриситета выбирают в зависимости от величины и направ-0 ления экстремума искривления детали так, чтобы при обточке обеспечить равномерный припуск на обработку в поперечном сечении детали, характеризующемся наименьшей жесткостью 1. 15
Недостатком известного способа является низкая точность обработки из-за появления бочкообразности.
Цель изобретения - повышение точности обр.аботки и улучшение условий 20 резания. Для этого торхда заготовки срезают параллельно друг другу и под углом к оси вала, зацентровку выполняют перпендикулярно им, а центровые отверстия на обоих торцах смещают 25 относительно геометрической оси вала в противоположные стороны и на одинаковую величину, которую выбирают из расчета наличия припуска на всей длине обрабатываемого вала и макси- ЗО
мальной его величины у торцов. Улучшение условий резания обеспечивается в результате образования дробленой стружки.
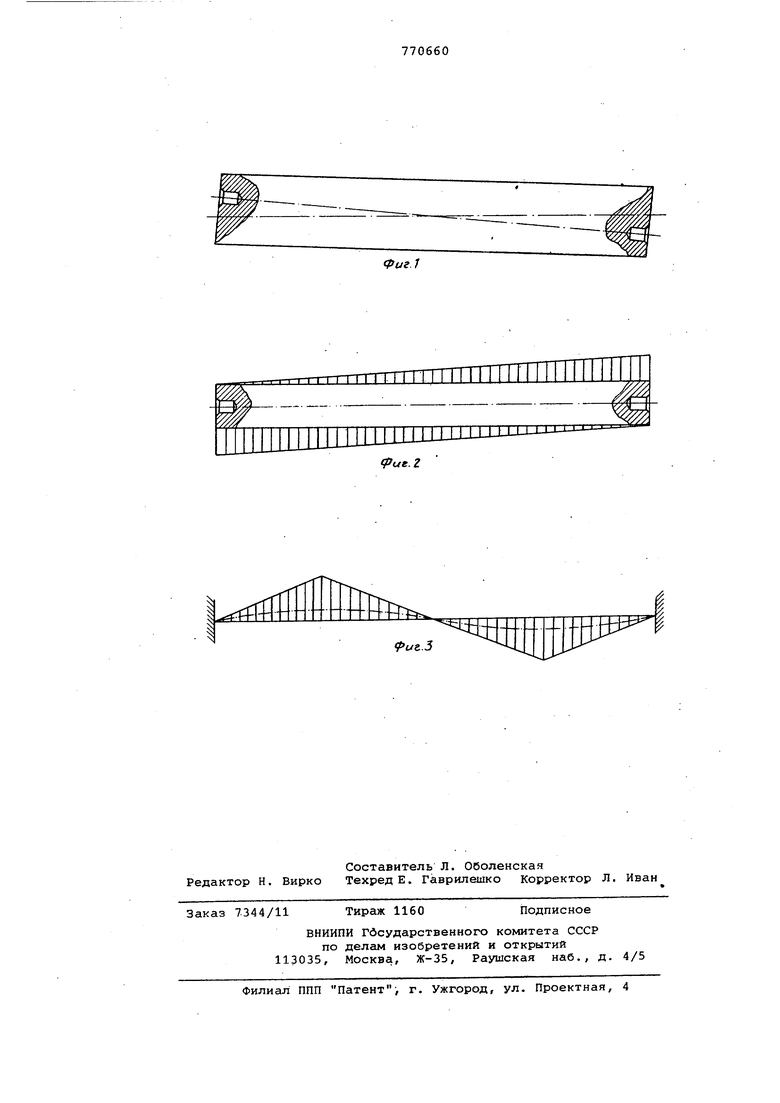
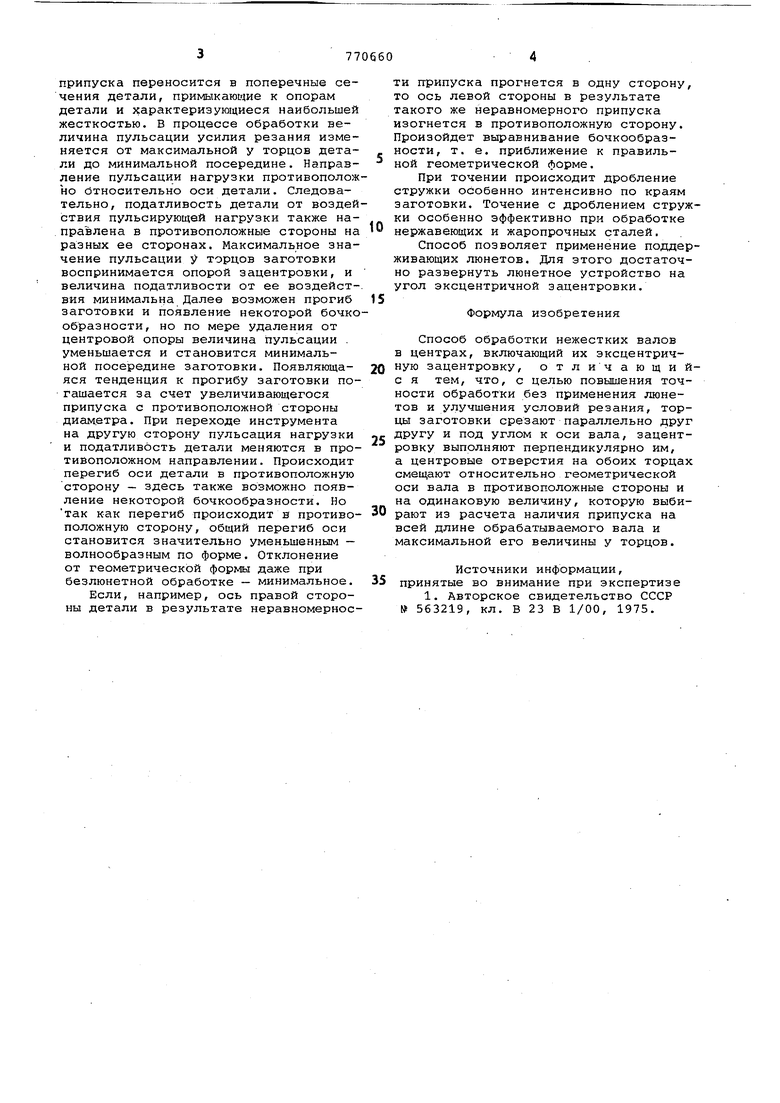
На фиг,. 1 показана операция зацентровки на косоугольно срезанных торцах заготовки; на фиг. 2 - характер снятия припуска при обработке детали; на фиг. 3 - характер изменения податливости под воздействием пульсирующей нагрузки по длине детали.
Предлагаемый способ заключается в следующем. Штучную заготовку, подлежащую последующей обработке в центрах на токарных или шлифовальных станках, отрезают с получением параллельных косоугольных срезов. В полученной заготовке сверля.т соосные центровые отверстия с эксцентриситетом, равномерно расположенным в противоположные стороны от оси. Величину эксцентриситета выбирают из расчета обеспечения снятия припуска по всей длине заготовки и максимальной разницы его значений по обе стороны эксцентричной зацентровки у торцов.
На максимальном расстоянии от опор, характеризуГсщемся наибольшей податливостью (посередине детали), имеется равномерный припуск. Неравномерность
припуска переносится в поперечные сечения детали, примыкающие к опорам детали и характеризующиеся наибольшей жесткостью. В процессе обработки величина пульсации усилия резания изменяется от максимальной у торцов детали до минимальной посередине. Направление пульсации нагрузки противоположно Относительно оси детали. Следовательно, податливость детали от воздействия пульсирующей нагрузки также направлена в противоположные стороны на разных ее сторонах. Максимальное значение пульсации j торцов заготовки воспринимается опорой зацентровки, и величина податливости от ее воздейстВИЯ минимальна Далее возможен прогиб заготовки и появление некоторой бочкообразности, но по мере удаления от центровой опоры величина пульсации . уменьшается и становится минимальной посередине заготовки. Появляющаяся тенденция к прогибу заготовки погашается за счет увеличивающегося припуска с противоположной стороны диаметра. При переходе инструмента на другую сторону пульсация нагрузки и податливость детали меняются в противоположном направлении. Происходит перегиб оси детали в противоположную сторону - здесь также возможно появление некоторой бочкообразности. Но так как перегиб происходит в противоположную сторону, общий перегиб оси становится значительно уменьшенным - волнообразным по форме. Отклонение от геометрической формы даже при безлюнетной обработке - минимальное. Если, например, ось правой стороны детали в результате неравномерноети припуска прогнется в одну сторону, то ось левой стороны в результате такого же неравномерного припуска изогнется в противоположную сторону. Произойдет выравнивание бочкообразности, т. е. приближение к правильной геометрической форме.
При точении происходит дробление стружки особенно интенсивно по краям заготовки. Точение с дроблением стружки особенно эффективно при обработке нержавеющих и жаропрочных сталей.
Способ позволяет применение поддерживающих люнетов. Для зтого достаточно развернуть люнетное устройство на угол эксцентричной зацентровки.
Формула изобретения
Способ обработки нежестких валов в центрах, включающий их зксцентричную зацентровку, отличающийс я тем, что, с целью повышения точности обработки без применения люнетов и улучшения условий резания, торцы заготовки срезают параллельно друг
ДРУГУ и под углом к оси вала, зацентровку выполняют перпендикулярно им, а центровые отверстия на обоих торцах смещают относительно геометрической оси вала в противоположные стороны и на одинаковую величину, которую выбирают из расчета наличия припуска на всей длине обрабатываемого вала и максимальной его величины у торцов.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 563219, кл. В 23 В 1/00, 1975.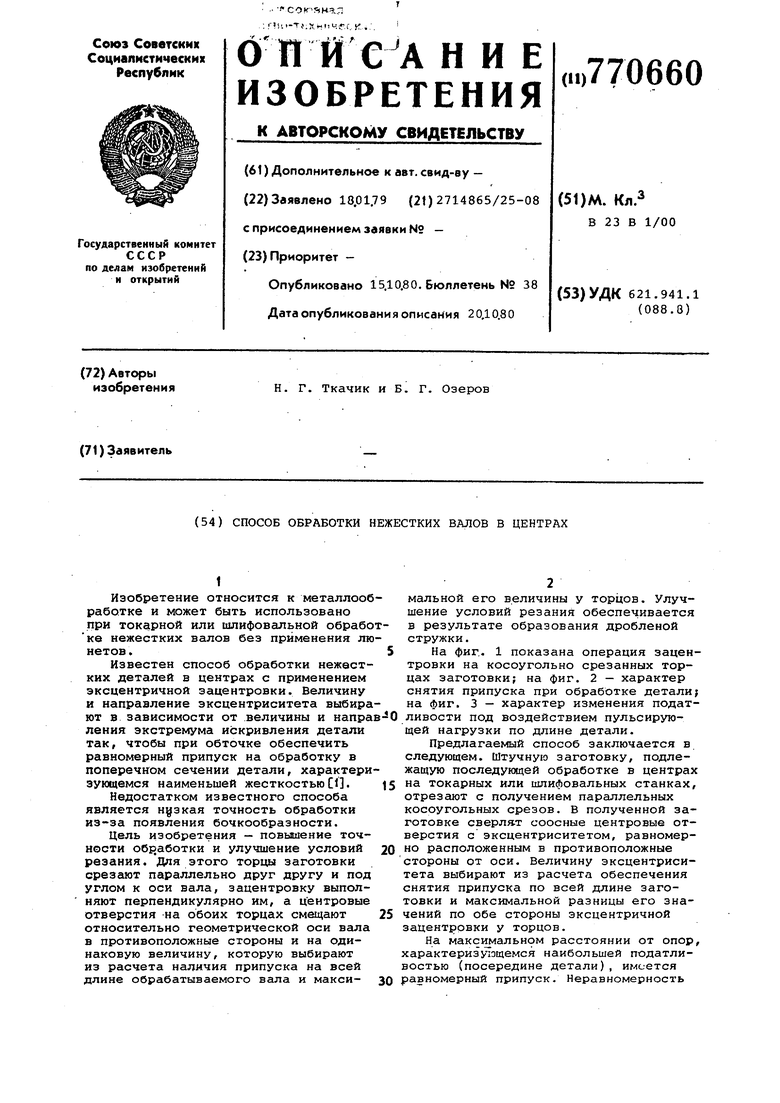
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки искривленных нежестких цилиндрических деталей с утолщениями на концах | 1979 |
|
SU776748A1 |
| Способ механической обработки нежестких валов | 1989 |
|
SU1761382A1 |
| Способ обработки искривленных нежестких деталей | 1975 |
|
SU563219A1 |
| Станок для обработки нежестких деталей | 1983 |
|
SU1110546A1 |
| Способ обработки искривленных нежестких цилиндрических деталей с утолщениями на концах | 1982 |
|
SU1021517A2 |
| Способ обработки искривленных деталей | 1989 |
|
SU1703286A1 |
| ШАРОВЫЙ ВРАЩАЮЩИЙСЯ ПЛАНЕТАРНЫЙ ЦЕНТР | 2010 |
|
RU2429108C1 |
| СПОСОБ УСТАНОВКИ И ВЫВЕРКИ ЗАГОТОВОК ДЕТАЛЕЙ ТИПА ВАЛОВ | 2010 |
|
RU2436666C2 |
| Способ получения заготовок типа валов | 1982 |
|
SU1057183A1 |
| Устройство для подготовки заготовки к прошивке | 1981 |
|
SU1025472A1 |