Изобретение относится к обработке металлов резанием и может быть использовано при изготовлении цилиндрических гладких я ступенчатых валов из заготовки, имеющей искривленную геометрическую ось.
Цель изобретения - повышение производительности за счет автоматического получения величины эксцентриситета.
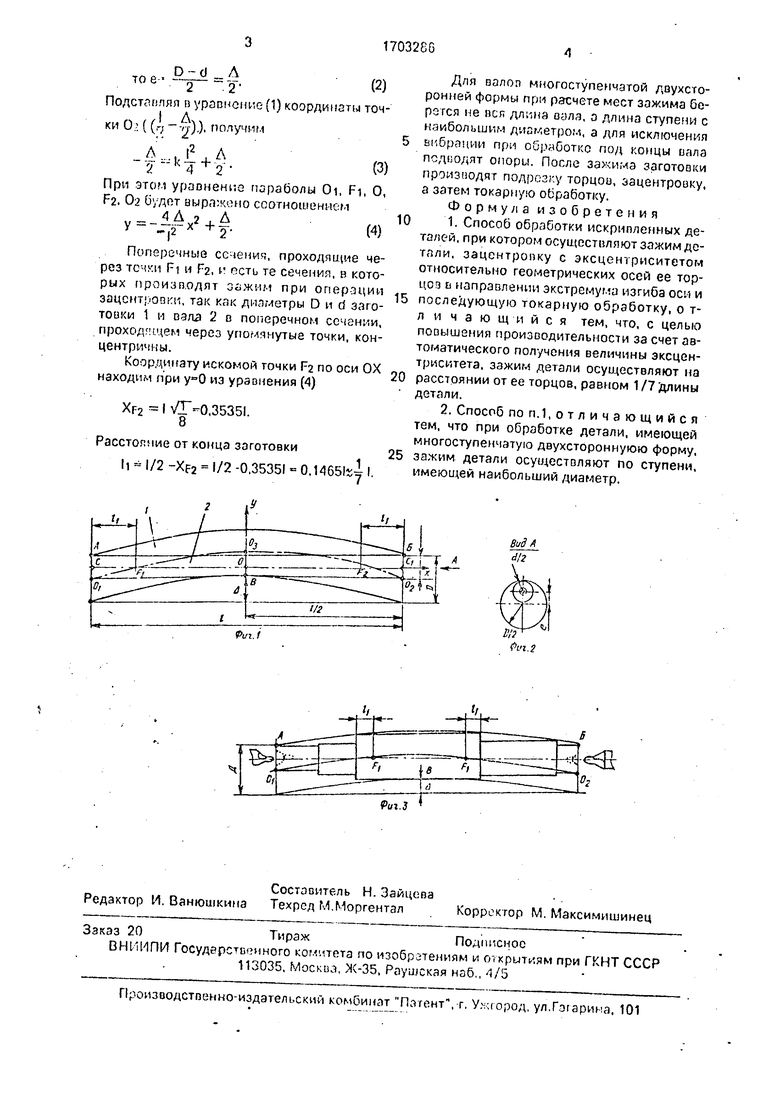
На фиг.1 изображена схема обработки гладкого пала; на фиг.2 -- вид А на фиг.1; на фиг.З - схема обработки ступенчатого вала.
Деталь зажимают центрирующими призмами на расстоянии h от торцов заготовки 1, при этом погрешность кривизны заготовки распределяется между ее концами и серединой, а центровые отверстия на торцзх заготовки смещаются на величину е от центров их окружностей Oi и QI. Количественная зависимость между величинами h
и е для гладкого цилиндрического вала получена следующим образов.
Поперечное сечение сала 2 вписано в поперечное сечение заготовки 1 с максимально допустимым изгибом (фиг.2). При этом заготовка и вал имеют три общие точки соприкосновения А, Б, В. Ось ОХ прямоугольной системы координат совпадает с продольной осью вала 2. Геометрическое место точек поперечных сечений заготовки 1 находится в центрах окружностей диаметром О и имеет форму параболы, проходящей через точки Oi, Fi. О, F2, 02, выраженную уравнением
у кх2+е.(1). где k - коэффициент;
е - эксцентриситет сечений заготовки и вписанного в нее вала. Так как величина прогибо .
V
с
о: к а а
D-d
TO 6 -о--
Л 2
Подставлял в уравнение (1) координаты iw
КИ О; ( (г; -VT)) Г10ЛУЧИМ
.2
(3)
Л
А I л. 2 Т + 2
У- - . у 4- -|2 Х 2
(4)
При этом уравнение параболы СИ, FI, О, F2. 02 будет выражено соотношением 1Д..2 . А
о
|2
Поперечные сечения, проходящие через точки FI и F2, и есть те сечения, в которых произаодят зажим при операции зацентровки, так как диаметры Dud заго- тоики 1 и озпа 2 с поперечном сечении, проходящем через упомянутые точки, кон- центричны.
Координату искомой точки F2 по оси ОХ находим при из уравнения (4)
XF2 I VT-0,3535I. 8
Расстояние от конца заготовки
И - 1/2 -Хр2 1/2 -0,35351 - 0,14651ху I.
Для валоп многоступенчатой двухсторонней формы при расчете мест зажима берегся не вся длина валя, о длина ступени с наибольшим диаметром, а для исключения
5 вибрации при обработке под концы вала подводят опоры. После зажима заготовки производят подрезку торцов, зацентровку, а затем токарную обработку.
Формула изобретения
10 1. Способ обработки искриплениых деталей, при котором осуществляют зажим детали, зацентропку с эксцентриситетом относительно геометрических осей ее тор- цоз в направлении экстремума изгиба оси и
15 последующую токарную обработку, о т- л и чающийся тем, что, с целью повышения производительности за счет автоматического получения величины эксцентриситета, зажим детали осуществляют на
20 расстоянии от ее торцов, равном 1 /7 длины детали.
2. Способ по п. 1,отличающийся тем, что при обработке детали, имеющей многоступенчатую двухстороннуюю форму,
25 зажим детали осуществляют по ступени, имеющей наибольший диаметр.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки нежестких валов в центрах | 1979 |
|
SU770660A1 |
| Способ механической обработки нежестких валов | 1989 |
|
SU1761382A1 |
| Способ обработки искривленных нежестких цилиндрических деталей с утолщениями на концах | 1979 |
|
SU776748A1 |
| Способ получения заготовок типа валов | 1982 |
|
SU1057183A1 |
| Способ обработки искривленных нежестких деталей | 1975 |
|
SU563219A1 |
| СПОСОБ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ | 2015 |
|
RU2612877C1 |
| Способ определения параметров токарных переходов обработки резанием по измерениям показателей точности образца изделия | 2023 |
|
RU2811308C1 |
| Устройство для подготовки заготовки к прошивке | 1981 |
|
SU1025472A1 |
| Способ термической обработки осесимметричных деталей | 1990 |
|
SU1786138A1 |
| Способ генерирования направленных инерционных асимметричных колебаний рабочего оборудования вибрационных машин | 2020 |
|
RU2740282C1 |
Изобретение относится к обработке металлов резанием и может быть использовано при изготовлении цилиндрических гладких и ступенчатых валов из заготовки, имеющей искривленную геометрическую ось. Цель изобретения - повышение производительности за счет автоматического получения величины эксцентриситета. Осуществляют зажим детали центрирующими призмами на расстоянии от ее торцов, равном 1 /7 длины детали. При этом погрешность кривизны заготовки распределяется между ее концами и серединой. Центровые отверстия на торцах заготовки смещаются на величину е от центров их окружностей. Для валов многоступенчатой двухсторонней формы используется ступень с наибольшим диаметром. 1 з.п. ф-лы, 3 ил.
Фиг.1
| Способ обработки искривленных нежестких деталей | 1975 |
|
SU563219A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
