1
Изобретение касается металлообработки.
Известен способ обработки деталей на станках токарного типа, включающий зацентровку и последующую токарную обработку детали
1.
Однако использование известного способа при обработке нежестких искривленных деталей сопровождается появлением большой погрешности формы детали в поперечном сечении.
Цель изобретения - повышение точности и производительности обработки нежестких искривленных деталей.
Для этого зацентровку выполняют с эксцентриситетом относительно геометрических осей торцов детали, причем величину и направление эксцентриситета выбирают в зависимости от величины и направления экстремума искривления детали так, чтобы при обработке обеспечить равномерный припуск на обработку в поперечном сечении детали, характеризующемся наименьшей жесткостью.
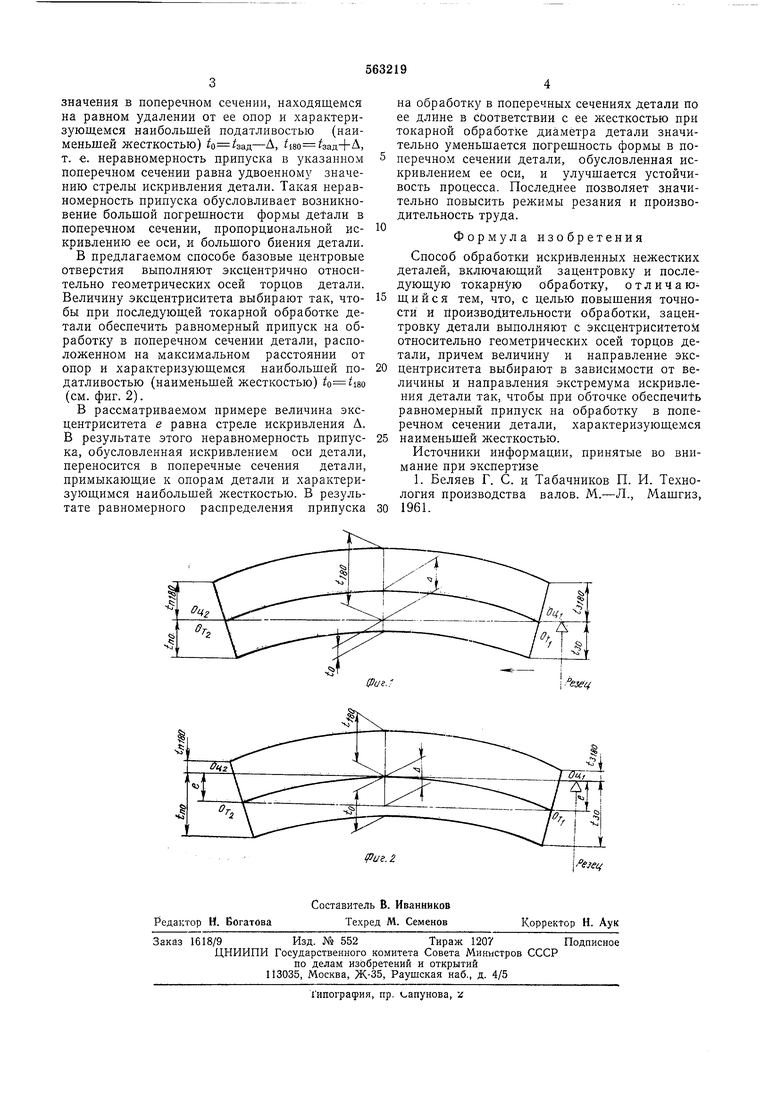
На фиг. 1 схематически показано распределение припуска на обработку при выполнении центровых отверстий концеитрично окружности торцов; на фиг. 2 - то же, при эксцентричном выполнении центровых отверстий. На чертеже даны следующие обозначения: Огь От2 - геометрические центры заднего и переднего торцов детали соответственно;
Оц1, Оц2 - геометрические центры центровых отверстий в заднем и переднем торцах детали соответственно;
А - искривление оси детали;
0, tao, tuo - припуски на о.бработку в поперечных сечениях детали, расположенных посередине, у задней и передней опор детали соответственно, обращенные к режущему инструменту;
180, 4i8o. п180 - припуски на обработку в поперечных сечениях детали, находящиеся с противоположной от инструмента стороны;
е - эксцентриситет выполнения центровых отверстий.
Осуществление предлагаемого способа рассмотрено на примере изготовления одноименно искривленной детали (в одну сторону) с максимальной стрелой искривления посередине детали.
Обрабатывая рассматриваемую деталь известным способом, базовые центровые отверстия при зацентровке детали выполняют концентрично окружностям торцов. В результате при последующей токарной обработке детали резец снимает равномерный припуск у ее торцов 30 3180, (см. фиг. 1), а ПО Мере перемещения к середине детали из-за искривления ее оси неравномерность припуска на обработку в поперечных сечениях детали постепенно возрастает и достигает максимального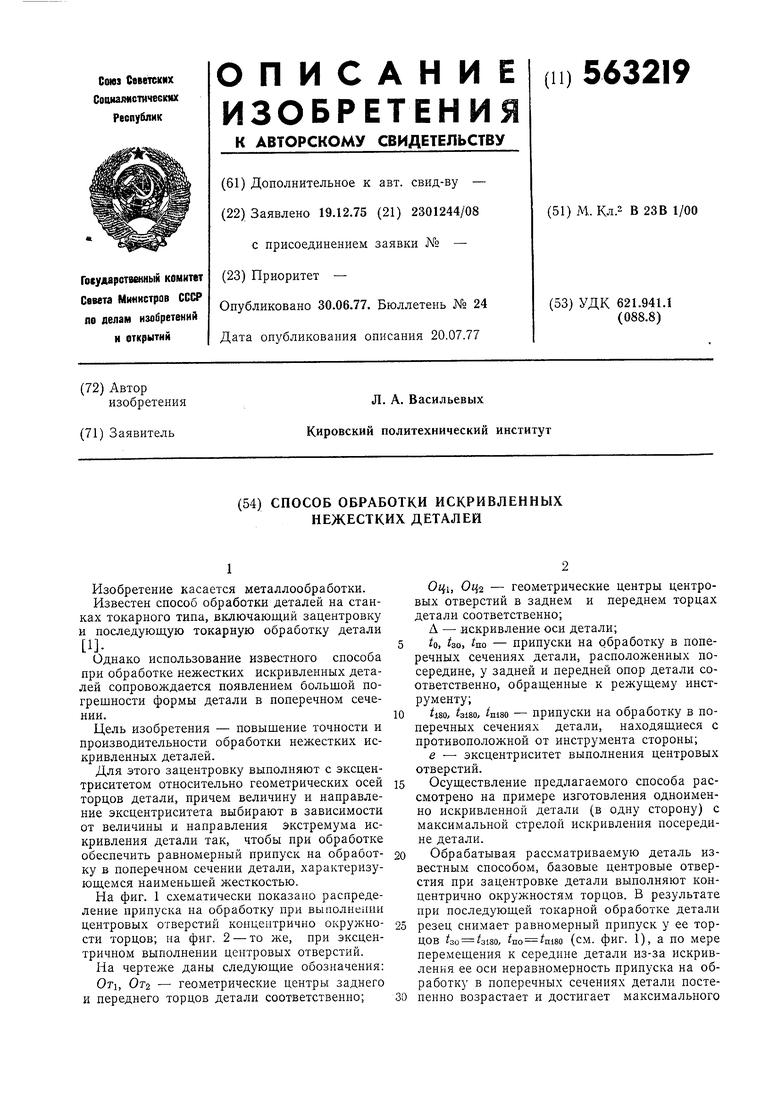
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки искривленных нежестких цилиндрических деталей с утолщениями на концах | 1979 |
|
SU776748A1 |
| Способ обработки нежестких валов в центрах | 1979 |
|
SU770660A1 |
| Способ механической обработки нежестких валов | 1989 |
|
SU1761382A1 |
| Способ обработки искривленных деталей | 1989 |
|
SU1703286A1 |
| Способ обработки искривленных нежестких цилиндрических деталей с утолщениями на концах | 1982 |
|
SU1021517A2 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 2001 |
|
RU2203798C2 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 2001 |
|
RU2200077C1 |
| СПОСОБ УСТАНОВКИ И ВЫВЕРКИ ЗАГОТОВОК ДЕТАЛЕЙ ТИПА ВАЛОВ | 2010 |
|
RU2436666C2 |
| Способ обработки нежестких деталей | 1983 |
|
SU1126376A1 |
| ГИБКИЙ ОХВАТЫВАЮЩИЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ЭКСЦЕНТРИЧНЫХ ВАЛОВ И ВИНТОВ | 2001 |
|
RU2201331C2 |
