Изобретение относится к машиностроению и может быть применено при обработке деталей типа статоров роторно-поршневых двигателей.
Известно устройство для обработки цилиндрической детали с направляющей линией в виде эпитрохоиды, содержащее планщайбу и инструментальную головку с центральным валом, связанным с планшайбой, и несколькими инструментальными шпинделями, соединенными с центральным валом зубчатыми передачами, а также упоры, установленные на осях, проходящих через полюса зацепления зубчатых передач 1.
Это устройство является весьма сложным из-за наличия большого количества шестерен.
Целью изобретения является упрощение конструкции устройства.
Эта цель достигается тем, что в устройстве для обработки цилиндрической детали с направляющей линией в виде эпитрохоиды, содержащем планшайбу и инструментальную головку с центральным валом, связанным с планщайбой, и несколькими инструментальными шпинделями, соединенными с центральным валом зубчатыми передачами, планш.айба снабжена двумя коаксиальными втулками с прямоугольным центральным отверстием, одна из которых закреплена жестко, а вторая установлена с возможностью поворота относительно первой, и стержневыми пружинами, находящимися в контакте со второй втулкой, при этом центральный вал инструментальной головки выполнен с консольным хвостовиком прямоугольного сечения, находящимся в контакте с втулками планшайбы.
На чертеже представлено предлагаемое устройство, продольный разрез.
Обрабатываемая деталь 1 устанавливается на штифты 2 в планшайбе 3 шпинделя 4 токарно-винторезного станка. Корпус инструментальной головки 5 крепится болтами к суппорту станка (не показан). Планшайба 3 кинематически связана с инструментальной головкой посредством консольного хвостовика 6 центрального вала 7, которому передается вращение от планщайбы через плоскости прямоугольного сечения хвостовика 6, входящего в прямоугольные отверстия двух коаксиальных втулок 8 и 9, закрепленных на планшайбе. При этом втулка 8 крепится жестко, а втулка 9 - с возможностью относительного проворота вокруг своей оси за счет крепления на двух стержневых пружинах 10. В исходном (свободном от вала) положении прямоугольное отверстие втулки 9 развернуто на некоторый угол вокруг продольной оси относительно такого же отверстия втулки 8.
На вале 7, установленном в корпусе головки 5 на подшипниках скольжения 11, закреплена разжимная ведущая шестерня 12, входящая в зацепление с обкаткой шестерней 13. Число обкатных шестерен соответствует числу инструментов абразивных брусков. Стаканы 14 обкатных шестерен 13, установленные в корпусе головки 5 на подшипниках скольжения 15, имеют прямоугольные пазы, в которых перемещаются и фиксируются в требуемом положении относительно оси вращения обкатных шестерен квадратные оправки 16. В этих оправках установле,5 ны конические хвостовики 17 инструментальных шпинделей 18.
Для обеспечения постоянства нахождения абразивных брусков на нормали по отношению к обрабатываемой поверхности на правых концах хвостовиков 17 закреплены кулисы 19, в которых установлены камни 20 упоров 21. Оси последних находятся на линии, проходящей через полюс зацепления и точку обрабатываемого профиля, и закреплены в крышке 22.
Правый конец вала 7 может быть использован в качестве генератора импульсов, для чего он имеет ряд диаметральных отверстий 23, соединенных с отверстием 24, и закрыт подводяшей .крышкой 25. В по-, следней имеется два отверстия: одно из них
1; соединяет отверстие 23 вала 7 с системой нагнетания гидростанции станка (стрелка А) а второе - выход с генератора импульсов (стрелка В) со входами в гидроцилиндры 26 инструментальных щпинделей 18 (стрелки С). Дальнейшая кинематическая связь генератора импульсов с инструментами абразивными брусками 27 осуществляется через толкатели 28, разжи.мные конуса 29, пружины 30 и 31, порщень 32, установленные в корпусе гидроцилиндра 27.
Устройство работает следующим образом. Вначале производится настройка устройства на эксцентриситет (форму) эпитрохоиды обрабатываемой детали 1. С этой целью квадратной оправки 16 инструментального шпинделя 18 устанавливается на требуемый эксцентриситет е относительно оси вращения обкатной щестерни 13 и фиксируется (элементы фиксирования не показаны).
При включении вращения шпинделя 4 станка движение передается с планшайбы 3
5 через втулки 8 и 9, вал 7, шестерни 12 и 13 на каждый инструментальный шпиндель 18. Для получения профиля двухдуговой эпитрохоиды отношение диаметров делительных окружностей ведущей и обкатной шестерен должно быть 2:1. Шпиндель 18, установленный эксцентрично, совершает качательное движение относительно оси вращения обкатной шестерни 13. При этом камень 20 кулисы 19 исключает возможность полного поворота стакана 14 обкатной шестерни 13 вокруг своей оси, а кулиса 19, перемешаясь
5 вдоль камня 20 на упоре 21, удерживает инструмент (абразивный брусок) 27 на нормали по отношению к обрабатываемой поверхности. В случае установки в качестве
инструментов резцов кулиса 19 удерживает их на постоянных углах резания.
Корпус инструментальной головки 5, установленный в суппорте станка, совершает возвратно-поступательное движение подачи вдоль образующей детали. При этом хвостовик вала 7 при передаче вращения скользит в прямоугольных отверстиях втулок 8 и 9, последняя из которых выбирает зазор в подвижном соединении.
Обработка поверхности детали ведется по ударно-циклической схеме микрорезания. Инструменты 27 получают радиальные коле-. бания от генератора импульсов, к крыщке 25 которого подводится по стрелке А жидкость из гидросистемы станка. При вращении вала 7 его поперечные отверстия 23 периодически проходят перед отверстием в подводящей крыщке 25, создавая пульсацию жидкости. Последняя из вала 7 через отверстие 24, выточку и отверстие в крышке 25 по стрелке В выходит и подается гибкими щлангами (не показаны) в гидроцилиндры 26
по стрелкам С. В результате порщень 32 совершает осевые колебания, которые через пружину 31, разжимной конус 29 и толкатели 28 передаются на инструменты (абразивные бруски) 27. Здесь в момент перекрытия отверстий в генераторе импульсов (несовмещение отверстий 23 вала 7 с отверстием в крыщке 25 по стрелке А) пружина 30 выжимает оставшуюся жидкость из гидроцилиндра 26 на слив через третье отверстие в крышке 25 (показано щтриховой линией), которое находится в одном сечении с отверстиями 23 и смещено относительно них в поперечном сечении на некоторый угол.
Предлагаемое устройство не требует специального оборудования или сложной модернизации существующего, так как оно устанавливается в готовом виде на суппорт токарного станка. Применение изобретения позволяет свести до минимума кинематическую связь детали с каждым инструментом, что существенно упрощает устройство.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для хонингования трохоидальных профилей | 1974 |
|
SU737200A1 |
| Станок для обработки циклоидальных профилей | 1974 |
|
SU498098A1 |
| Шпиндельное устройство | 1982 |
|
SU1098679A1 |
| Станок для обработки статора роторно-ппоршневого двигателя | 1972 |
|
SU510318A1 |
| Поворотный делительный стол | 1978 |
|
SU766829A1 |
| Шпиндельное устройство | 1982 |
|
SU1084117A1 |
| Станок для суперфинишной обработки дорожек качения колец подшипников | 1976 |
|
SU607713A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1986 |
|
SU1823295A1 |
| ОБКАТНЫЙ БЛОК | 1990 |
|
RU2037390C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
УСТРОЙСТВО ДЛЯ ОБРАБО ЦИЛИНДРИЧЕСКОЙ ДЕТАЛИ С ПРАВЛЯЮЩЕЙ ЛИНИЕЙ В ВИДЕ Э РОХОИДЫ, содержащее планшайбу а струментальную головку с центральным валом, связанным с планшайбой и несколькими инструментальными шпинделями, соединенными с центральным валом зубчатыми передачами, отличающееся тем, что, с целью упрощения его конструкции, планшайба снабжена двумя коаксиальными втулками с прямоугольным центральным отверстием, одна из которых закреплена жестко, а вторая установлена с возможностью поворота относительно первой, и стержневыми пружинами, находящимися в контакте со второй втулкой, при это.м центральный вал инструментальной головки выполнен с консольным хвостовиком прямоугольного сечения, находящимся в контакте с втулками планшайбы. /cf ff II / // Г2 7ff 22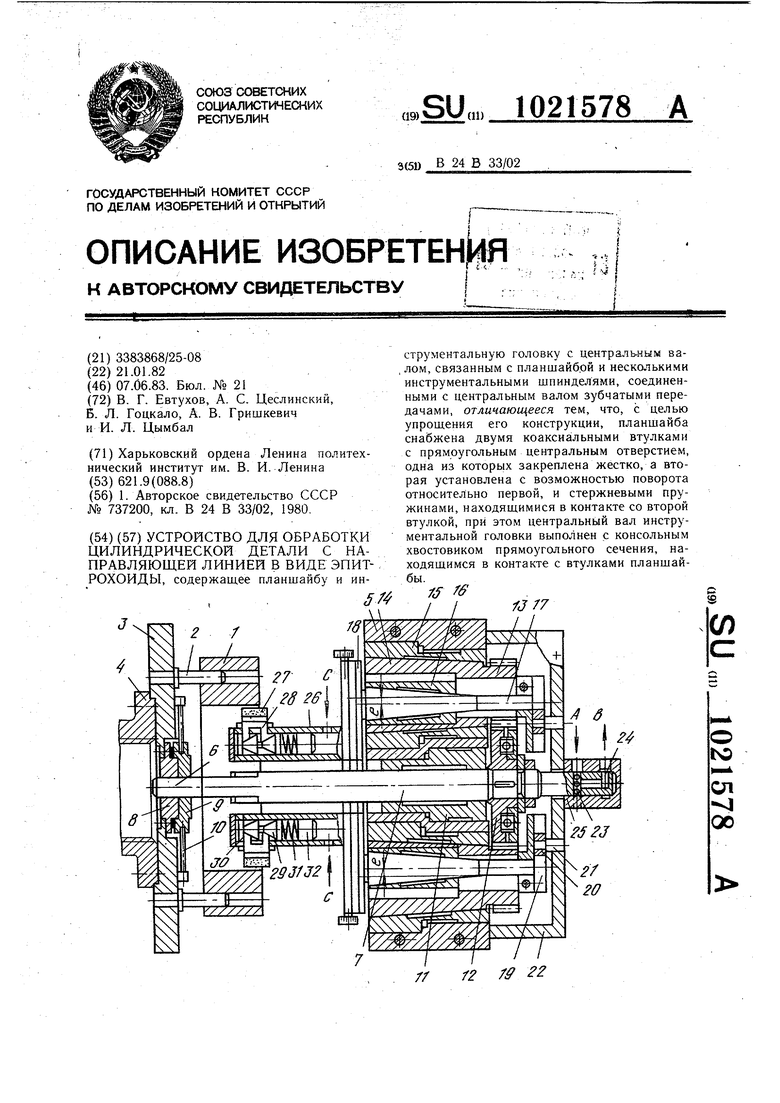
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для хонингования трохоидальных профилей | 1974 |
|
SU737200A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
