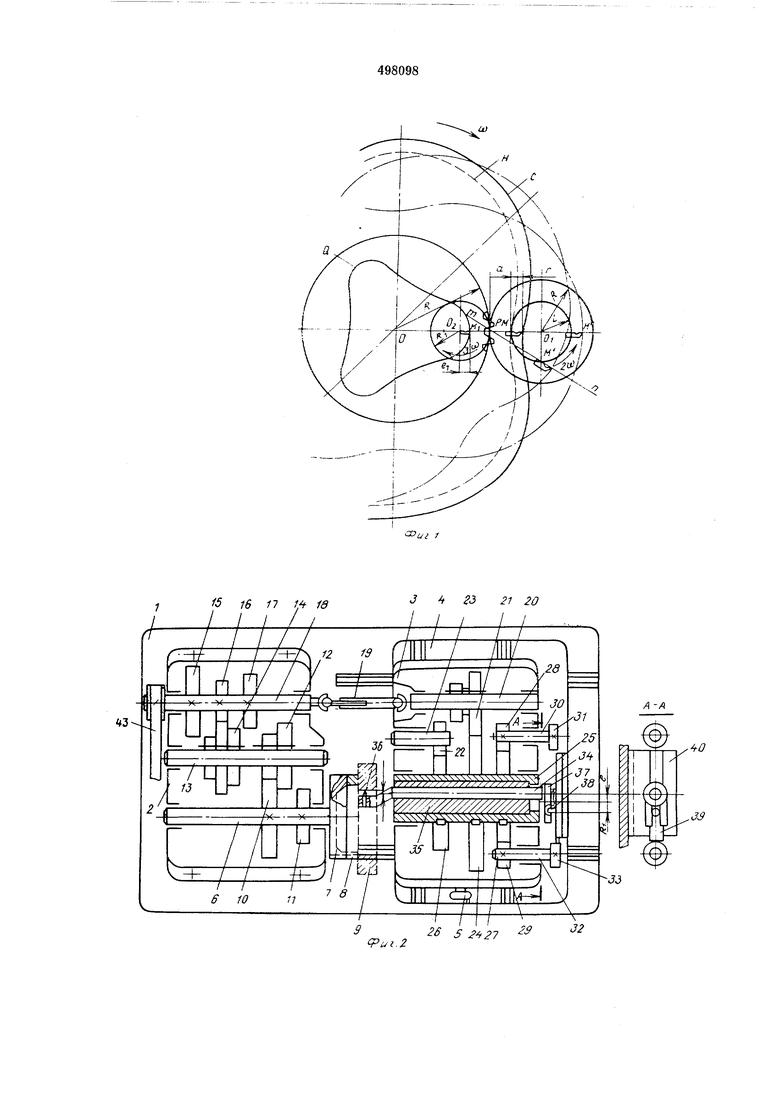
что и .плаокость, на радиусе, равдом эксцентриситету /, относительно центра 0, с угловой скоростью дсо на радиусе, равном эксцентриситету /1, на плоскости она олишет гипотрохоиду (кривая Q). На схеме представлено воспроиз1ведение трехдуговои гинотрохоиды и аквидйстанты двухдуговой эпитрохоиды. Для обеспечения в процессе обработки точного положения режущего инструмента на -нормали относительно обрабатываемой поверхности в стайке использовано свойство линии (линия т/г), проходящей через нолюс зацепления Р, являться нормалью к профилю. При этом удается обеспечить обработку эквидистантных профилей с величиной эквидистантности / путем выдвижения режущего инструмента влеред или назад по линии тп на величину эквидистантности. Подобная схема при необходимости позволяет обрабатывать модифицированные профили, что достигается смещением оолюса Р в процессе обработки копиром, кинематичеоки связанным с приводным инструментальным шпинделем станка. Кроме этого, модификации профиля можно осуществить за счет применения в кинематической цепи, связывающей шпиндель изделия и лриводной инструментальный шпиндель, двух некруглых колес. Получение различных профилей с разными параметрами кривой осуществляется путем перенастройки кинематики, т. е. изменения передаточного отношения; регулировки положения оси инструментального щпинделя за счет смещения инструментальной бабки; переустановкой положения упора и регулировкой величины эксцентриситета с помощью эксцентриковой втулки. Предлагаемый станок (см. фиг. 2) состоит из станины /, на которой установлена коробка скоростей 2 и инструментальная бабка 3, имеющая возможность перемещаться по направляющим стола 4 перпендикулярно оси вращения детали с помощью микровинта 5. Кроме этого, для осуществления рабочей подачи стол 4 перемещается по направляющим стан.ины вдоль оси вращения изделия с ломощью гидроцилиндра (не показан). В коробке скоростей 2 размещен шпиндель изделия 6 с планшайбой 7 и регулировочным кольцом 8, на котором базируется обрабатываемая деталь 9. На шпинделе изделия 6 жестко закреплены две шестерни 10 и 11, имеющие возможность входить в зацепление с блоком щ.естерен 12, установленным на валу 13. На этом же валу установлен и второй блок шестерен J4, имеющий воз1можность входить в зацепление с шестернями 15, 16 и 17, закрепленными на валу 18, который связан кардално-шлицевой передачей 19 с ироизводным валом 20 инструментальной бабки 3. На приводном валу 20 расположен блок ш-естере.н 2il, имеющий возможность входить в зацепление с шестерней 22, установленной на валу 23, ИЛИ с шестерней 24, закрепленной на приводном шлинделе 25, .на котором также размещена шестерня 26, находяш,аяся в постоянном зацеплении с шестерней 22, и шестерня 27, находящаяся в постоянном зацеплении с шестернями 28 и 29. Шестерня 28 крепится на валу 30, на втором конце которого закреплен копир 31, а шестерня 29 установлена на валу 32, имеющем копир 33. Инструментальный Ш1пиндель 34 располагается в эксцентриковой втулке 35, чем обеспечивается возможность регулировки и точная настройка на заданный эксцентриситет. Инструментальный щлиндель 34 несет на одном своем конце резец 36, а на втором -кулису 37 с пазом, в который заходит упор 38, установленный яа планке 39, причем планка 39 может быть или жестко зафиксирована относительно кронштейна 40, закрепленного на инструментальной бабке 3, или, в случае модификации профиля, перемещаться в пазе за счет копира 33. Планка находится с ним в постоянном контакте за счет пружины 41, упирающейся в ограничитель 42. При обрабоже гипотрохоид кулиса 37 и планка 39 вместе с упором 38 переворачивается на 180 , при этом упор |фиксируется в воображае)мом полюсе зацепления, а при необходимости корректировки профиля происходит смещение положений упора в процессе обработки за счет копира 31. Привод осуществляется на вал 18 от электромотора (не показан) посредстаом ременной передачи 43. Работа станка при обработке эквидистанты двухдуговой эпитрохоиды осуще:ст1вляется следующим образом. Стол 4 станка с закрепленной на нем инструментальной бабкой 3 быстро подводится с ломощью гидропривода к обрабатываемой детали 9, после чего происходит перемещение стола 4 с рабочей подачей. Одновременно с (Переключением перемещения стола 4 на рабочую подачу включается вращение щпинделя изделия 6 от вала 18 через шестерню /5, блок шестерен М и 13 и шестерню 10. При этом через карданно-шлицевую передачу 19 вращается лриводной вал 20. От него вращение передается через блок шестерен 3/ и шестерню 24 на лри1водной шпиндель 25, вместе с которым вращается и инструментальный шпиндель 34 с установленным на нем режущим инструментом 36. При этом кулиса 37 перемещается относительно упора 38, установленного на расстоянии RI от оси вращения инструментального шпинделя (т. е. в воображаемом полюсе зацепления Р), и осушествляет корректировку положения режущего инструмента таким образом, что он всегда нормален к обрабатываемой поверхности. Для обработки эквидистанты двухдуговой эпитрохоиды передаточное отношение между шпинделем изделия 6 и инструментальным шпинделем 34 должно быть f 1 :2, при выдвижении резца вперед относительно точки М на величину эювидистантности г.
Если необходима модификация профиля, то 0:на осуществляется перемещением в процессе обработки упора 38 совместно с планкой 39 за счет копира 33, причем планка 39 в этом случае раскрепляется и получает возможность перемещаться относительно кронштейна 40.
При обработке эпитрохоид с другим числом ветвей и параметрами необходимо произвести перенастройку общего передаточного отношения от шпинделя изделия 6 к приводному шлинделю 25 за счет переключения шестерен в коробке скоростей 2 и инструментальной бабке 5, а также перенастройку эксцентриситета кривой аксцентрикоБОЙ втул.ки 35, положения оси вращения инструментального шшинделя путем смещения инструментальной бабки 3 и установку упора 55 в воображаемом полюсе зацепления.
При обработке гипотрохоид наладки аналогичны, только кулиса-57 поворачивается на 180
Комленсация износа резца 36 осуществляется его выдвижением вперед на величину износа.
Данное конструктивное решение обеспечивает шесть ступеней передаточного отношения от шпинделя изделия к приводному инструментальному шпинделю и позволяет обр:абаты1вать трохоиды от однодуговой до шестидуговой.
Настройка взаимного углового положения детали 9 и инструментального шпинделя 34 производится при помощи регулировочного кольца 8.
Изобретение не ограничивается описанным примером его осуществления, исходя из него могут быть предусмотрены другие виды использования и другие варианты его осуществления.
Преимущества изобретения заключаются в следующем: обеспечивается точное воспроизведение геом.етрического профиля эпитрохоид, гипотрохоид или их эквидистант; обеспечивается геометрически точное полол-сение режущего инструмента на нормали к обрабатываемой .поверхности; широкий диапазон обрабатываемых кривых с возможностью модификации профиля; обеспечивается точная
настройка на заданный эксцентриситет.
Формула изобретения
1. Станок для обработки циклоидальных
профилей, в котором изделие и инструмент кинематически связаны отношением 1 : п, где п - число ветвей кривой, причем инструментальный шпиндель расположен эксцентрично по отношению к оси изделия в приводном
шпинделе, связанном со шпинделем изделия, отличающийся тем, что, с целью расширения технологических возможностей, станок снабжен упором, который установлен в 1воображаемом полюсе зацепления и с которым связан инструментальный шпиндель, причем упор установлен с возможностью перемещения в процессе обработки от копира, кинематически связанного с приводным шпинделем, е котором раюположен инструментальный
шпиндель.

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки статора роторно-ппоршневого двигателя | 1972 |
|
SU510318A1 |
| Устройство для хонингования трохоидальных профилей | 1974 |
|
SU737200A1 |
| Способ обработки резанием трохоидальных поверхностей и устройство для его осуществления | 1980 |
|
SU897405A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1986 |
|
SU1823295A1 |
| Устройство для обработки цилиндрической детали с направляющей линией в виде эпитрохоиды | 1982 |
|
SU1021578A1 |
| Станок для обработки поршней | 1976 |
|
SU656744A1 |
| Приспособление для механической обработки гипо (эпи) - трохоидных поверхностей | 1977 |
|
SU665988A1 |
| Станок для обработки криволинейных поверхностей | 1989 |
|
SU1696151A1 |
| Станок для обработки эпитрохоидальных профилей | 1974 |
|
SU619327A1 |
| Способ обработки резанием циклоидальных поверхностей | 1985 |
|
SU1337202A1 |