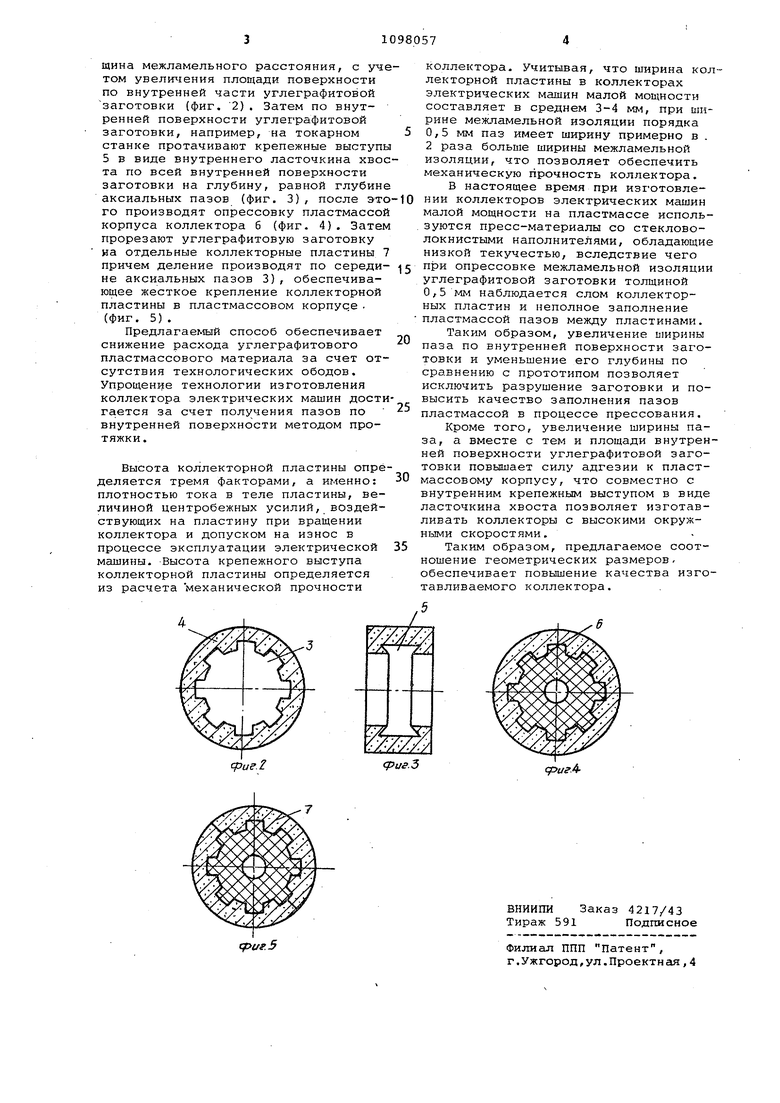
Изобретение относится к электротехнике и может быть использовано при изготовлении углеграфитового кол лектора электрических машин малой мощности. Известен способ изготовления коллектора электрической машины, включающий жесткое закрепление в графитовой втулке опорного цилиндрическото элемента из изоляционного материа ла с последующим прорезанием во втул ке радиальных пазов для получения пластин коллектора и заполнение пазо изоляционным материалом, причем сначала прорезают группу пазов, располагая их на одинаковом расстоянии. друг от друга, заполняют пазы изоляционным материалом, например пластмассой, затем прорезают последующие группы пазов, располагая их на одина ковом расстояний друг от друга со сдвигом относительно ранее прорезанных групп пазов на тошцину пластин коллектора, а каждую группу пазов пе ред прорезанием последующей группы заполняют изоляционным материалом 1 Недостатками известного способа являются высокая трудоемкость изготовления коллектора из-за неоднократ ного повторения операций прорезания пазов и опрессовки межламельной изоляций, низкое качество изготовления коллектора из-за ограничения ширины паза межламельной изоляции и невозможности полного заполнения прессматериалом отфрезерованных пазов, необходимость дополнительной операции продораживания межламельной изоляции. Наиболее близким к предлагаемому является способ изготовления коллектора электрической машины, включающий выполЕ1ение аксиальных пазов в цилиндрической заготовке из токопроводящего материала с образованием технологических перемычек, опрессов ку коллектора пластмассой и удалени технологических перемычек, причем технологические перемычки выполняют внутри заготовки, прессовку пластмассой производят с образованием тех нологического обода по наружному ди метру заготовки, удаляют внутренние технологические перемычки и образуют на торцовых поверхностях крепежные выступы в виде ласточкина хвост затем проводят окончательную опрессовку пластмассой корпуса коллектор по внутреннему диаметру и крепежным углублениям 2}, Недостатками этого способа являю ся нетехнологичность изготовления коллектора из-за необходимости неод нократного повторения операций прор зания пазов для .межламельной 5.:3оляц необходимости двойной опрессовки сн чала межламельной изоляции, а затем корпуса коллектора, низкое качество изготавливаемого коллектора из-за невозможности полного заполнения пазов межламельной изоляции, так как ширина паза межламельной изоляции ограничена коммутационной устойчивостью машины, а удельное давление прессования применяемых пресс-материалов превьтшает механическую прочность самого углеграфитового материала, увеличенный расход углеграфитового и пластмассового материала из-за необходимости оставления технологических поясов, необходимость в дополнительной операции продораживания межламельной изоляции. .Цель изобретения - упрощение технологии и повышение качества изготовляемого коллектора за счет исключения разрушения заготовки и более полного заполнения пазов пластмассы в процессе прессования. Поставленная цель достигается тем, что согласно способу изготовления коллектора электрической машины, включающему выполнение аксиальных пазов в цилиндрической углеграфитовой заготовке, формование крепежного выступа в виде ласточкина хвоста и опрессовку пластмассой корпуса коллектора, аксиальные пазы выполняют методом протяжки по внутренней поверхности цилиндрический заготовки глубиной, равной высоте крепежного выступа Пластины, с шириной пазов, большей толщины межламельной изоляции пластины коллектора, затем по внутренней поверхности заготовк.и протачивают крепежные выступы, после опрессовки корпуса коллектора пластмассой разрезают заготовку по середине аксиальных пазов до корпусной изоляции на коллекторные пластины. На фиг. 1 показана схема протяжки аксиальных пазов в цилиндрической углеграфитовой заготовке; на фиг.2 углеграфитовая заготовка с пазами, полученными в результате протяжки, продольный разрез; на фиг. 3 - углеграфитовая заготовка с проточенным ласточкиным хвостом, полученным в результате обработки на токарном станке, продольное стечение; на фиг.4 заготовка коллектора, опрессованная пластмассой поперечное сечение; на фиг. 5 - готовый углеграфитовый коллектор/ , поперечное сечение. Способ изготовления коллектора электрической машины осуществляют следующим образом. По внутренней поверхности цилиндрической углеграфитовой заготовки 1 (фиг. 1) специальным инструментом 2 с числом режущих кромок, равным числу пазов коллекторных пластин, выполняют методом протяжки аксиальные пазы 3 с оставлением пояса 4 (фиг. 2), Причем ширина аксиальных пазов в 2-3 раза больше, чем необходимая тол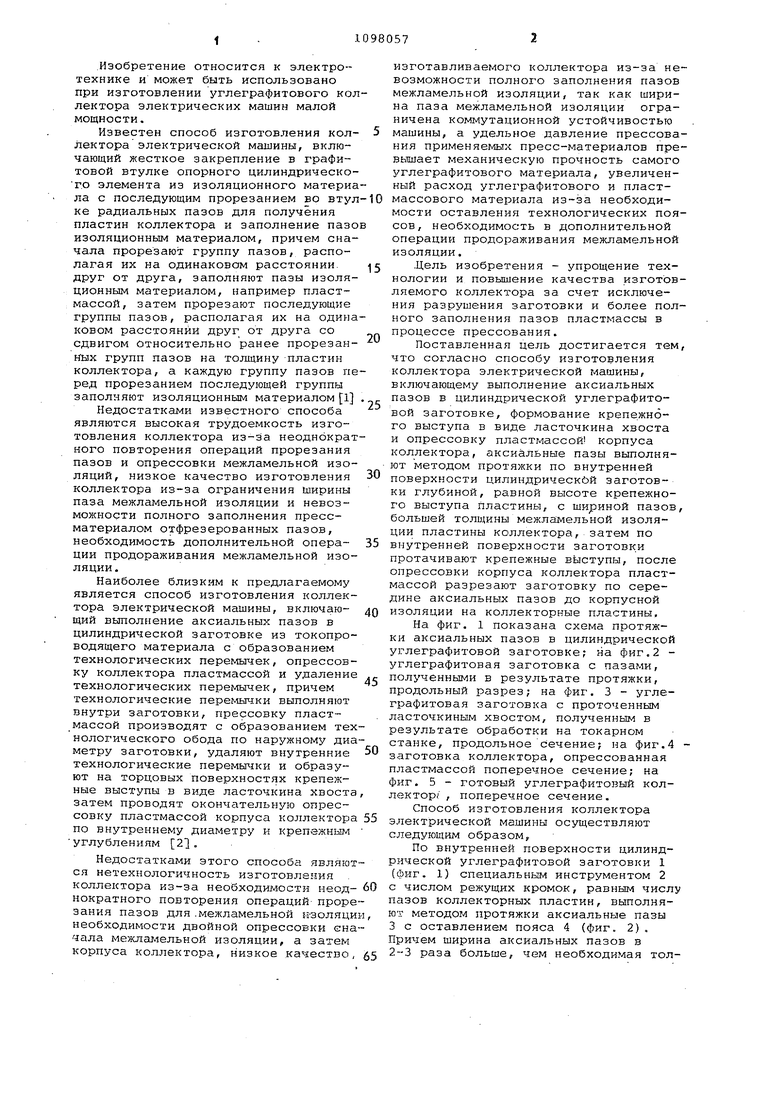
| название | год | авторы | номер документа |
|---|---|---|---|
| Коллектор для электрической машины | 1982 |
|
SU1069038A1 |
| КОЛЛЕКТОР ЭЛЕКТРИЧЕСКИХ МАШИН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2233518C2 |
| Способ изготовления коллектора электрической машины | 1989 |
|
SU1737591A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1995 |
|
RU2109380C1 |
| Способ изготовления коллектора электродвигателя из трубной заготовки | 1982 |
|
SU1083272A1 |
| Коллектор электрической машины | 1982 |
|
SU1083269A1 |
| Коллектор электрической машины | 1978 |
|
SU725129A1 |
| Способ изготовления коллектора электрической машины | 1981 |
|
SU978252A1 |
| ОБЪЕКТИВНЫЙ СПОСОБ ТОЧНОГО ОБНАРУЖЕНИЯ МЕСТА КОРОТКОГО ЗАМЫКАНИЯ МЕЖДУ КОЛЛЕКТОРНЫМИ ПЛАСТИНАМИ ЛАСТОЧКИНА ХВОСТА КОЛЛЕКТОРОВ МАШИН ПОСТОЯННОГО ТОКА | 2015 |
|
RU2593408C1 |
| Способ изготовления коллектора электрической машины | 1983 |
|
SU1120436A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ, включающий выполнение аксиальных пазов в цилиндрической углеграфитовой заготовке, формование крепежного выступа в виде ласточкина хвоста и опрессовку пластмассой корпуса коллектора, отличающийся тем, что, с целью упрощения технологии и повышения качества изготавливаемого коллектора за счет исключения разр тиения заготовки и более полного заполнения пазов пластмассой в процессе прессования, аксиальные пазы выполняют методом протяжки по внутренней поверхности цилиндрической заготовки глубиной, равной высоте крепежного выступа пластины, с шириной пазов, большей толщины межламельной изоляции пластины коллектора, затем по внутренней поверхности .заготовки протачивают крепежные выступы, после § опрессовки корпуса коллектора пласт(Л массой разрезают заготовку по сере дине аксиальных пазов до корпусной с: изоляции на коллекторные пластины. 00 сд 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления графитовых коллекторов электрических машин | 1977 |
|
SU680093A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления коллектора электрической машины | 1980 |
|
SU892550A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
