: . - .- . .
: д. «V,«.T-T
.. :V..v ;:v.v.v.:;:.. V / :
; л .«. ; « V . л , ; .
..1
/ 10 Изобретение относится к питейному производству, а именно к питью в обпицовочные постоянные формы с испопьзова нием нагретой оснастки и термотвердеююей смеси. Известна оснастка нанесения термоизоляционной облицовки на постоянные формы, содержащая модепь, модельную ппиту, кокипь, нагреватепь и венты fl. Однако при использовании этой оснасг ки уплотнение облицовки обеспечивается только за счет настрела, при этом перемещение смеси из пескодувнойголовки осуществляется с помощью большого количества сжатого воздуха, который вместе со смесью поступает в полость формы. Вывод воздуха из полости формы осуществляется через венты, установка которых, в ряде случаев,, чрезвычайно затруднена. Как правило, Часть воздуха остается в смеси к препятствует ее уппотнению. Отверждение облицрвки в оснастке происходит за счет теплопередачи теплопроводностью от нагретых модели, модельной плиты и кокиля. При этом прогрев облицовочного слоя получается медленным и неравномерным, что значительно удлиняет продолжительность технологического цикла. Наиболее близким техническим решением к изобретению является оснастка для нанесения облицовки на постоянную форму, включающая модель с нагревателями, расположенными в кожухе. При этом модельная ппита выполнена с ко;ьлекторон, связанным с полостью кожуха нагревателя и с вентами, установленным в модельной плите. При нанесении облицовки на такую оснастку пескодувным способом воздух из пескодувной головки через слой песча но-смоляной смеси и венты модели попадает в коллектор, а из -него - в полость кожуха тгреватепя, где смешивается с имеющимся там горячим воздухом и нагревается. В этом случае уплотнение обеспечивается только пескодувным запо пением зазора между моделью и формой. Посте сброса Удавления в головке иа1бы очщлй горячий воздух из полости кожух перемещается в обратном ваправпеиии, проходя через смесь и ускоряя, тем самым, ее отверждение. Таким образом, шгрев воздуха для продувки осуществляется непосредственно в полости кожуха вагревателя, что исключает необходимост в отдепьвых воздухоподогревателях f2j. Недостаток указанной оснастки заклк чается в ограниченности ее применения 472 пескодувным (пескострельным) способом формообразования и кратковременности продувки облицовки горячим воздухом ввиду быстрого (в течение нескольких секунд после вдува смеси) выравнивания давлений в системе оснастка - пескодубная головка. В течение нескольких секунд после начала принудительной фильтрации горячий воздух из полости кожуха нагревателя вытесняется через облицовку холодным газом. Нагрев последнего в полости кожуха (особенно при болышом расходе воздуха, необходимом для существенного ускорения твердения облицовкИ) малоэффективен в связи с высокой скоростью движения газа и сравнительно небольшими габаритами кожуха. Два этих обстоятельства обуславливают малую величину теплоотдачи от нагревателя воздуху.. Пелью изобретения является упрощение оснастки. Указанная цель достигается тем, что в оснастке для нанесения облицовочного слоя на постоянные формы, содержащей емкость для облицовочной смеси, модельную с вентами, модель, коллектор, связанный с вентами, и нагреватель, коллектор установлен под модельной плитой, а кагреватель расположен на внешней поверхности коллектора, при этом коллектор снабжен системой подачи-отсоса воздуха., Кроме того, коллектор выполнен в виде спирали. На чертеже показана.оснастка для нанесения облицовочного слоя постоянных форм. Оснастка состоит из металлической модели 1, установленной на модельной плите 2, и системы 3 уплотнения. В модельной ппите выполнены вентиляционные каналы 4, заканчивающиеся вентами 5. Канапы соединены с расположенным непосредственно под модельной плитой коллектором 6, имеющим развитую поверхность теплообмена. Ни внешней поверхности коллектора уложе№1 витки электрического нагревателя 7, выполненнсчх) из нихромовой проволоки, покрытой тонким оксидным слоем. Коллектор за креплен в раме 8. Полость коллектора сообщается с системой подачи-отсоса воздуха, содержащей вентилятор 9 и систему 10 реверсирования. На модельной плите установлена постоянная форма 11, над которой расположена емкость 12 для облицовонной сме;си 13. Емкость снабжена клапанами 14
для прступпетш смеси в постоянную форму.
Оснастка работает следующим обр«аэом Емкость 12 со смесью 13 опускают до соприкосновения нижних торцов кпащ-вов и верхней плоскости постоянной формы 11. При этом клапаны 14 закрыты. Вентилятор 9 включают на всасывание и из полости формы 11 удаляется воздух. Затем открывают клапаны 14, сЬобща оише емкость 12 с полостью формы 11. В связи с тем, что давление в емкости 12 равно атмосферному, смесь 13, з& счет разности давлений, перемещается вз емкости 12 в постоянную форму 11. Поопе выключения вентилятора 9 емкость 12 отделяют от формы 11 и поднимают в .исходное положение. Ве.нтилятор 9 переключают на нагнетание для подачи потока воздуха через обогреваемый когн лектор 6, вентиляционные каналы 4 и венты 5 в слой облицовочной смеси 13. В результате обеспечивается быстрое отверждение облицовочного слоя. Благодаря высокой газопроницаемости облицовочной смеси 13 вдуваемый воздух выходит из половинь постоянной формы 11 тем же путем, по которому перед этим в форму поступила смесь. Создаваемое рюзрежение перед нанесением облицовки способ-ствует уппотненюс стыков между половиной формы и модельной плитой, а также между фораъ«ой и клапанами, через которые сМесь поступает из емкости в форму. Однако для обеспечения надежной герметичности стыка ш поверхности модельной плиты выполнена система уплотнения в виде окантовочной рамки, возвышающейся над основной поверхностью на 12-15 мм, при этом верхний торец 5 рамки ПОК1ИЛТ слоем термостойкого, упругого материала, например силиконовой резины:. На соединительной поверхности постоянной формы выполнена соответствующая . Система уплотнения
10 ;обеспечйБает также взаимную фиксацию модельной плиты и половвны постоянной фо)ЕЫЫ.
На срезке отверждения облицовки, когда система реверсирования вентилятора переключается на нагнетание, уппотнякядая система прецулрежда ет выброс ropspjero воздуха.
Расположение коллектора, на котором уложены витки нагревателя, непосредственно под модельной плитой обеспечивает возможность более эффективного использования тепла, выделяемого нагревателе Часть этого тепла передается через стенки коллектора проходящему в нем воздушному потоку, часть - примыкающей к коллектору модельной плите.
Изобретение обеспечивает интенс фщацию отверждения смеси, что увелич вает производительность оборудования, с одюэвременной годовой экономией электроэнергии 266О кВт и сжатого воздуха 619650 м
Ожидаемый годовой экономический эффект от использования одного комнпекта оснастки составит ID тыс. руб.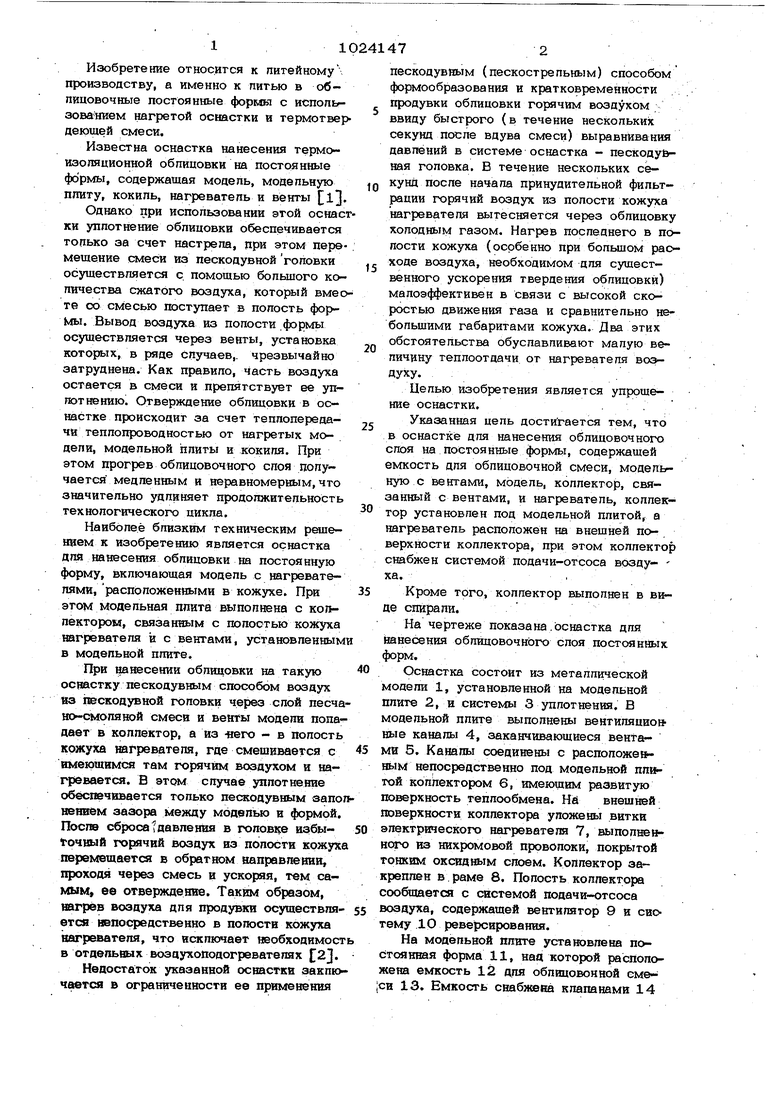
| название | год | авторы | номер документа |
|---|---|---|---|
| Оснастка для производства отливок в облицованных кокилях | 1988 |
|
SU1639884A1 |
| Способ изготовления литейных форм | 1980 |
|
SU933184A1 |
| Способ изготовления литейных форм и стержней,отверждаемых в оснастке | 1981 |
|
SU973215A1 |
| Оснастка для нанесения облицовки на кокили | 1982 |
|
SU1026942A1 |
| МАШИНА ДЛЯ НАНЕСЕНИЯ ОБЛИЦОВКИ НА КОКИЛИВ ГМ SФ01Щ внш^^рт^е | 1973 |
|
SU420388A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ | 1994 |
|
RU2080956C1 |
| Пескодувная машина для нанесения облицовки на кокиль | 1982 |
|
SU1129016A1 |
| Поточно механизированная линия получения отливок | 1972 |
|
SU441101A1 |
| Оснастка для нанесения термоизоляционной облицовки на кокили | 1973 |
|
SU468703A1 |
| Оснастка для изготовления литейных форм | 1982 |
|
SU1115843A1 |
1. ОСНАСТКА ДЛЯ НАНЕСЕНИЯ ОБПИЦОВОЧНОГО СЛОЯ НА ПОСТОЯННЫЕ ФОРМЫ, содержащая емкость дпя обпидовочнюй смеси, модельную ппиту с вентами, модель, коппектор, связанный с вентами, и нагреватепь, о т п и ч а ю щ а я с я тем. что, с цепью упрощения оснастки, коппектор установлен под мЬдепьноЙ ппитой, а нагреватепь расположен ш внешней поверхности коллектора, при этом коллектор снабжен системой Додачи-отсоса воздуха. 2. Оснастка по п. 1, о т л и ч а ю щ а я с я тем, что коллектор выполнен в виде спирали.