i A i
-Vt
(Л
С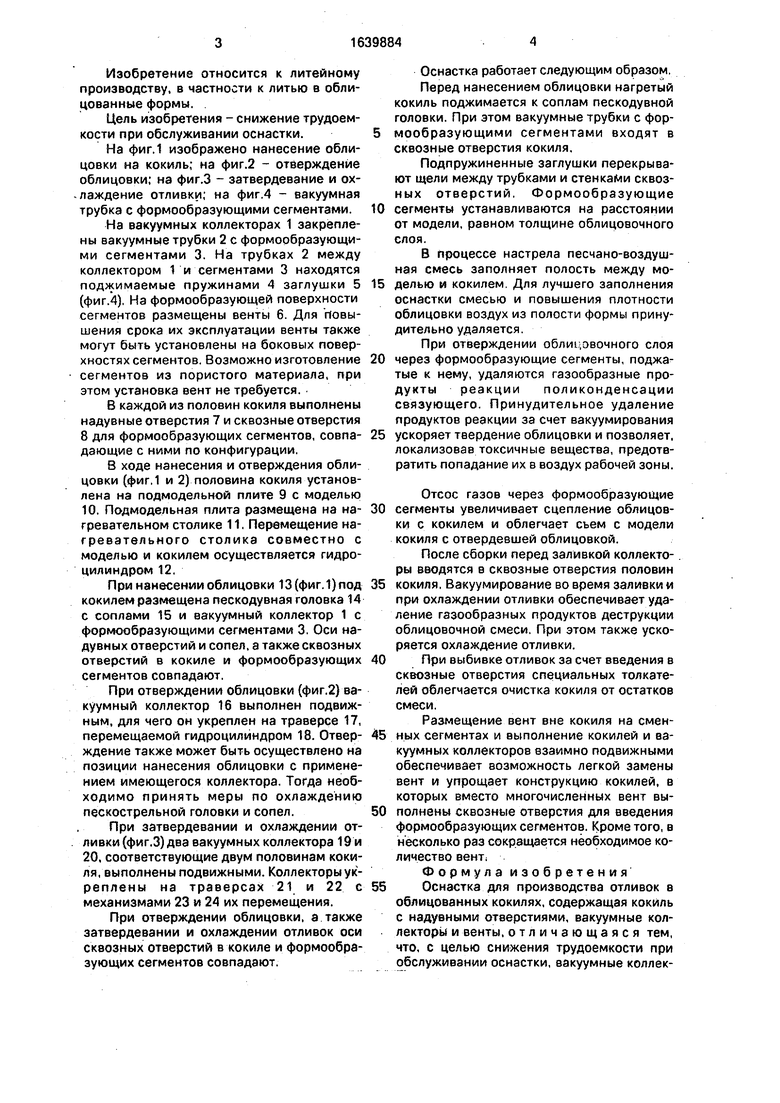
| название | год | авторы | номер документа |
|---|---|---|---|
| Оснастка для нанесения термоизоляционной облицовки на кокиль | 1984 |
|
SU1180151A1 |
| Литейная оснастка | 1976 |
|
SU662253A1 |
| Оснастка для нанесения термоизоляционной облицовки на кокили | 1973 |
|
SU468703A1 |
| Линия литья в формы преимущественно кокили,облицованные жидкими самотвердеющими смесями | 1983 |
|
SU1119219A1 |
| Способ очистки кокилей от обли-цОВКи HA OCHOBE ТЕРМОРЕАКТиВНыХ СВязующиХ | 1979 |
|
SU852442A1 |
| Способ изготовления облицованных кокилей и устройство для его осуществления | 1977 |
|
SU753530A1 |
| Облицованный кокиль | 1979 |
|
SU831303A1 |
| Подьемно-поворотный механизм машины для нанесения облицовки на кокили | 1975 |
|
SU522898A1 |
| Способ изготовления литейных форм и стержней,отверждаемых в оснастке | 1981 |
|
SU973215A1 |
| Способ очистки кокилей от облицовки | 1977 |
|
SU617165A1 |
Изобретение относится к литейному производству, в частности к литью в металлические формы. Цель изобретения - сни- трудоемкости при обслуживании оснастки. Оснастка содержит кокиль с надувными отверстиями 7 и вакуумные коллекторы 1. На коллекторах закреплены вакуумные трубки 2 с формообразующими сегментами 3 и вентами. Размещение вент вне кокиля на сменных сегментах и выполнение кокилей и вакуумных коллекторов взаимно подвижными обеспечивает возможность легкой замены вент. Кроме того, в несколько раз сокращается необходимое количество вент. 4 ил.
о со чэ
00
со
Изобретение относится к литейному производству, в частности к литью в облицованные формы.
Цель изобретения - снижение трудоемкости при обслуживании оснастки.
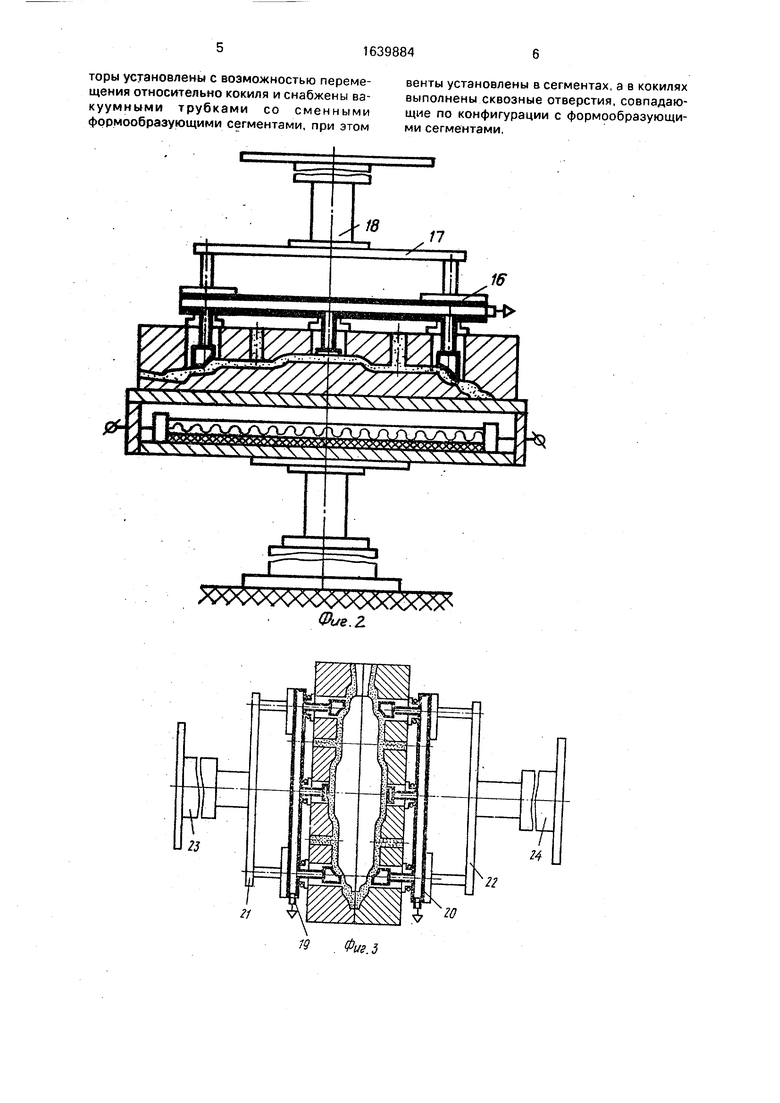
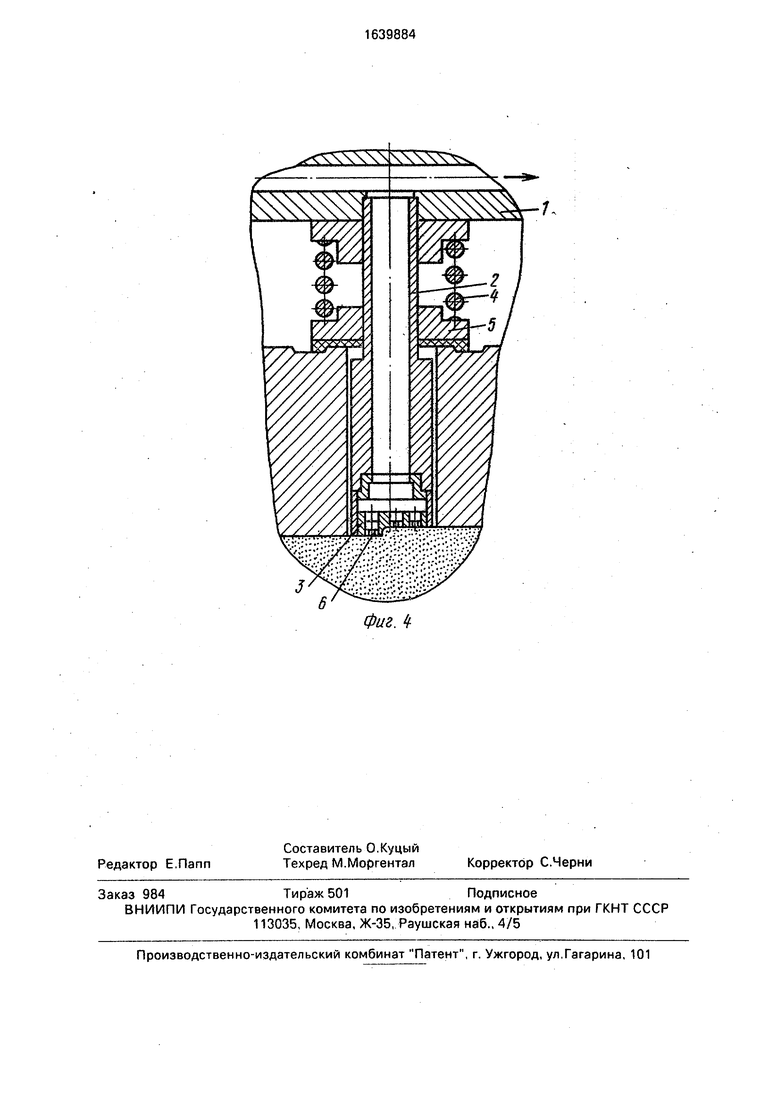
На фиг.1 изображено нанесение облицовки на кокиль; на фиг.2 - отверждение облицовки; на фиг.З - затвердевание и ох- . лаждение отливки; на фиг.4 - вакуумная трубка с формообразующими сегментами.
На вакуумных коллекторах 1 закреплены вакуумные трубки 2 с формообразующими сегментами 3. На трубках 2 между коллектором 1 и сегментами 3 находятся поджимаемые пружинами 4 заглушки 5 (фиг.4). На формообразующей поверхности сегментов размещены венты 6. Для повышения срока их эксплуатации венты также могут быть установлены на боковых поверхностях сегментов. Возможно изготовление сегментов из пористого материала, при этом установка вент не требуется.
В каждой из половин кокиля выполнены надувные отверстия 7 и сквозные отверстия 8 для формообразующих сегментов, совпадающие с ними по конфигурации.
В ходе нанесения и отверждения облицовки (фиг.1 и 2) половина кокиля установлена на подмодельной плите 9 с моделью 10. Подмодельная плита размещена на нагревательном столике 11. Перемещение нагревательного столика совместно с моделью и кокилем осуществляется гидроцилиндром 12.
При нанесении облицовки 13 (фиг. 1) под кокилем размещена пескодувная головка 14 с соплами 15 и вакуумный коллектор 1 с формообразующими сегментами 3. Оси надувных отверстий и сопел, а также сквозных отверстий в кокиле и формообразующих сегментов совпадают.
При отверждении облицовки (фиг.2) вакуумный коллектор 16 выполнен подвижным, для чего он укреплен на траверсе 17, перемещаемой гидроцилиндром 18. Отверждение также может быть осуществлено на позиции нанесения облицовки с применением имеющегося коллектора. Тогда необходимо принять меры по охлаждению пескострельной головки и сопел.
При затвердевании и охлаждении отливки (фиг.З) два вакуумных коллектора 19 и 20, соответствующие двум половинам кокиля, выполнены подвижными. Коллекторы укреплены на траверсах 21 и 22 с механизмами 23 и 24 их перемещения.
При отверждении облицовки, а также затвердевании и охлаждении отливок оси сквозных отверстий в кокиле и формообразующих сегментов совпадают,
Оснастка работает следующим образом.
Перед нанесением облицовки нагретый
кокиль поджимается к соплам пескодувной
головки. При этом вакуумные трубки с формообразующими сегментами входят в сквозные отверстия кокиля.
Подпружиненные заглушки перекрывают щели между трубками и стенками сквозных отверстий. Формообразующие
сегменты устанавливаются на расстоянии от модели, равном толщине облицовочного слоя.
В процессе настрела песчано-воздуш- ная смесь заполняет полость между моделью и кокилем Для лучшего заполнения оснастки смесью и повышения плотности облицовки воздух из полости формы принудительно удаляется.
При отверждении облицовочного слоя
через формообразующие сегменты, поджатые к нему, удаляются газообразные продукты реакции поликонденсации связующего. Принудительное удаление продуктов реакции за счет вакуумирования
ускоряет твердение облицовки и позволяет, локализовав токсичные вещества, предотвратить попадание их в воздух рабочей зоны.
Отсос газов через формообразующие
сегменты увеличивает сцепление облицовки с кокилем и облегчает съем с модели кокиля с отвердевшей облицовкой.
После сборки перед заливкой коллекторы вводятся в сквозные отверстия половин
кокиля, Вакуумирование во время заливки и при охлаждении отливки обеспечивает удаление газообразных продуктов деструкции облицовочной смеси. При этом также ускоряется охлаждение отливки.
При выбивке отливок за счет введения в сквозные отверстия специальных толкателей облегчается очистка кокиля от остатков смеси.
Размещение вент вне кокиля на сменных сегментах и выполнение кокилей и вакуумных коллекторов взаимно подвижными обеспечивает возможность легкой замены вент и упрощает конструкцию кокилей, в которых вместо многочисленных вент выполнены сквозные отверстия для введения формообразующих сегментов. Кроме того, в несколько раз сокращается необходимое количество вент,
Формула изобретения
Оснастка для производства отливок в облицованных кокилях, содержащая кокиль с надувными отверстиями, вакуумные коллекторы и венты, отличающаяся тем, что, с целью снижения трудоемкости при обслуживании оснастки, вакуумные коллекторы установлены с возможностью переме
венты установлены в сегментах, а в кокилях
щения относительно кокиля и снабжены ва- выполнены сквозные отверстия, совпадаю- куумными трубками со сменными щие по конфигурации с формообразующи- формообразующими сегментами, при этом ми сегментами,
Фие.Ј
21
W . Фиг. 5
венты установлены в сегментах, а в кокилях
16
Ж-/
Фиг. 4
| Способ изготовления облицованных кокилей и устройство для его осуществления | 1977 |
|
SU753530A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
