-77.
i
1C
4;
00
Фиг1 Изобретение относится к инструментальной промышленности и может быть использовано при изготовлении алмазного инструмента. Известен способ изготовления кольцевого алмазного сверла, заключающийся в закреплении алмазоносного слоя на- корпусе 1. Однако известный способ изготовления алмазного кольцевого сверла является трудоемким, и сверла, полученные данным способом, не обладают достаточной жесткостью, а так как в процессе сверления на сверло действуют значительные осевые усилия, приводящие к деформации режущих элементов по всей длине, то стойкость таких сверл незначительна. Целью изобретения является уменьшение трудоемкости изготовления и повыщение жесткости сверла. Поставленная цель достигается тем, что согласно способу изготовления алмазного кольцевого сверла, заключающемуся в закреплении алмазоносного слоя на корпусе, в корпусе выполняют кольцевую полость, которую заполняют смесью алмазного порощка с припоем, сверху смеси наносят слой припоя, затем осуществляют термообработку, после чего удаляют часть стенки корпуса сверла, закрывающую алмазоносный слой. На фиг. 1 изображена заготовка кольцевого сверла; на фиг. 2 - готовое кольцевое сверло. Способ осуществляется следующим образом. Изготавливают корпус 1 заготовки сверла с кольцевой полостью (фиг. 1) с двумя объемами разных диаметров, основным 2 и дополнительным 3, причем . В основной объем V) засыпают смесь порошков алмаза и припоя, а в объем V насыпают припой, и после насыпки заготовку помещают в печь, поднимают температуру печи до точки расплава припоя. Расплавленный припой из объема М под действием капиллярных сил заполняет образовавшиеся поры в алмазоносном слое и спаивают алмазоносный слой в монолит, а также спаривает его с корпусом сверла. После охлаждения с заготовки алмазного сверла удаляют весь дополнительный объем Л и часть стенок корпуса сверла с наружной и внутренней стороны до вскрытия алмазоносного слоя (часть стенок снимают шлифовкой или электроискровым способом) до требуемой геометрии сверла (фиг. 2). Алмазоносный слой на корпусе сверла может быть любого размера и зависит от объема Vi, чем больще,длина алмазоносного слоя, тем больще срок службы сверла, так как алмазоносный слой моЖно вскрывать по частям. Пример. Для изготовления инструмента готовят смесь порошка алмаза 10й,Г1СР-72 65%, титана 25%, и эту смесь засыпают в объем до полного заполнения основного объема V) , сверху до полного заполнения дополнительного объема Уг засыпают порощок припоя ПСР-72. Подготовленную заготовку - сверло - помещают в вакуумную печь и при 820°С производят спекание смеси в течение 2-15 мин. После остывания со сверла на электроискровом станке сни.мают торцовую, внутреннюю и внешнюю часть корпуса сверла до вскрытия алмазоносного слоя, после чего сверло готово к работе. Предлагаемый способ значительно снижает трудоемкость изготовления кольцевых алмазных сверл и позволяет повысить их стойкость за счет увеличения жесткости в результате более прочного соединения ал.мазоносного слоя с корпусом сверла.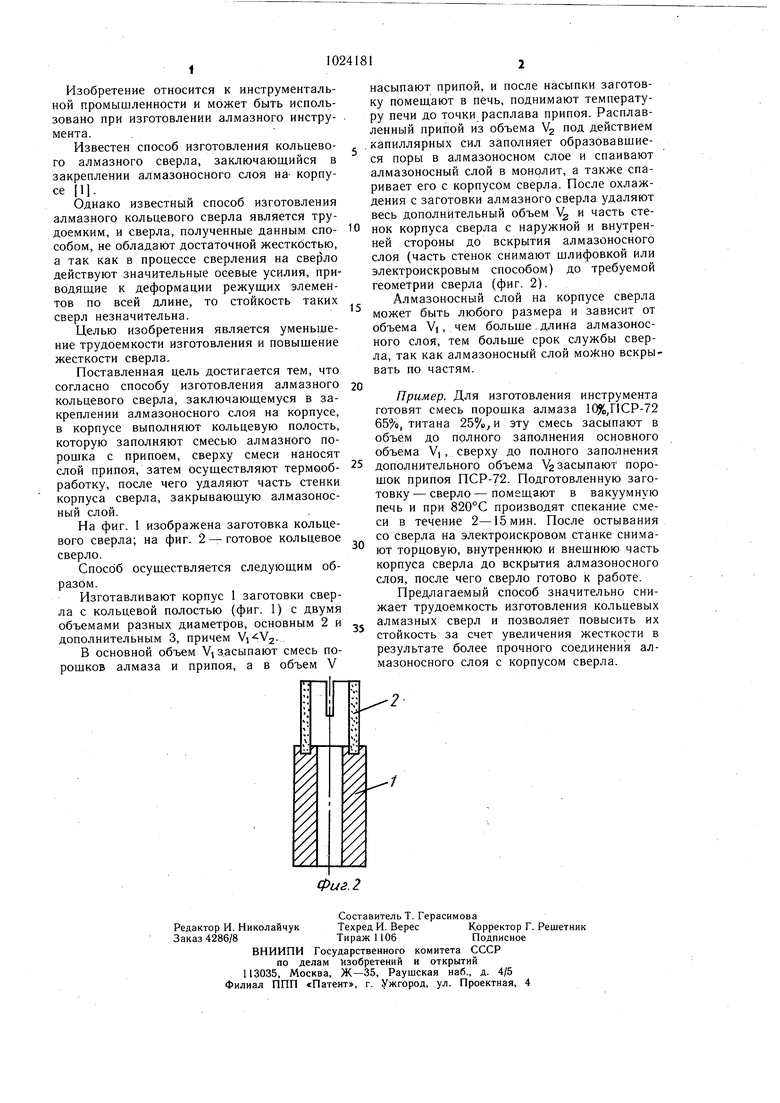
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 1991 |
|
RU2010679C1 |
| Способ изготовления кольцевого алмазного инструмента | 1990 |
|
SU1785813A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА ДЛЯ СВЕРЛЕНИЯ | 2009 |
|
RU2432229C2 |
| СПОСОБ КРЕПЛЕНИЯ АЛМАЗОСОДЕРЖАЩИХ И ТВЕРДОСПЛАВНЫХ ЭЛЕМЕНТОВ К КОРПУСУ ИНСТРУМЕНТА | 2012 |
|
RU2500508C1 |
| Способ изготовления алмазныхпРАВящиХ КАРАНдАшЕй | 1979 |
|
SU841948A1 |
| Способ изготовления режущего сегмента для алмазного сверла | 1979 |
|
SU865551A1 |
| Способ изготовления сборного инструмента | 1977 |
|
SU730473A1 |
| СПОСОБ СОЕДИНЕНИЯ МОНОКРИСТАЛЛА АЛМАЗА С МЕТАЛЛАМИ | 2015 |
|
RU2611254C1 |
| Способ изготовления алмазных правящих карандашей | 1981 |
|
SU992176A2 |
| Способ изготовления алмазного инструмента | 1990 |
|
SU1726225A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО КОЛЬЦЕВОГО СВЕРЛА, заif ™™,. В 1:ГСЙ):|НЛЯ -ЦТл;- .. „ I J.-T... ,.... -..,., ; iilix;;jiTji:,:-(-,:.: - t б БЛЯСТКА I ключающийся в закреплении алмазоносного слоя на корпусе, отличающийся тем, что, с целью уменьшения трудоемкости изготовления и повышения жесткости сверла, в его корпусе выполняют кольцевую полость, которую заполняют смесью алмазного порошка с припоем, сверху смеси наносят слой припоя, затем осуществляют термообработку, после чего удаляют часть стенки корпуса сверла, закрывающую алмазоносный слой. (Л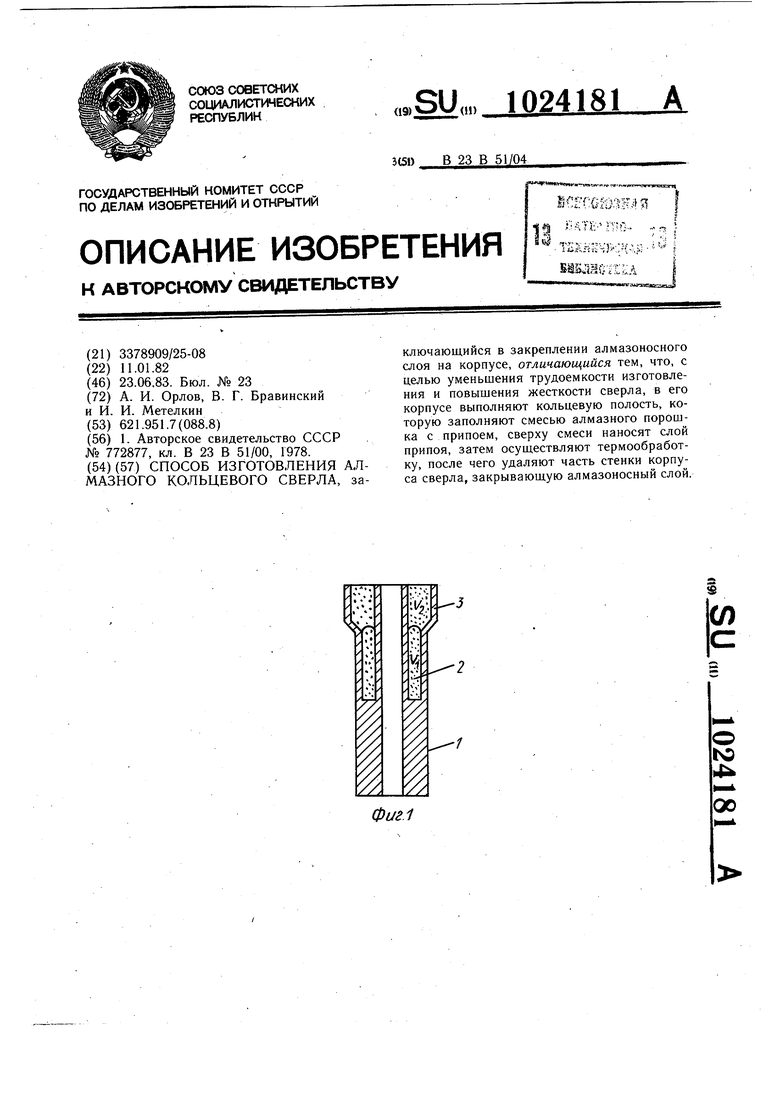
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Алмазное кольцевое сверло | 1979 |
|
SU772877A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
