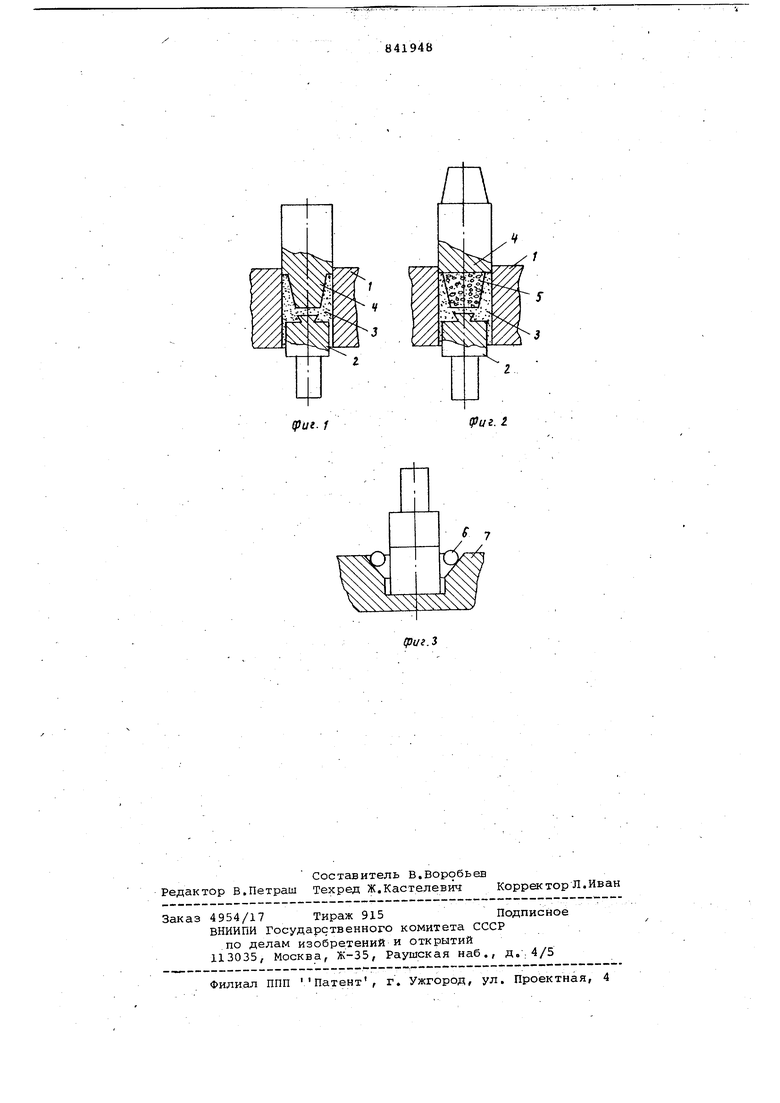
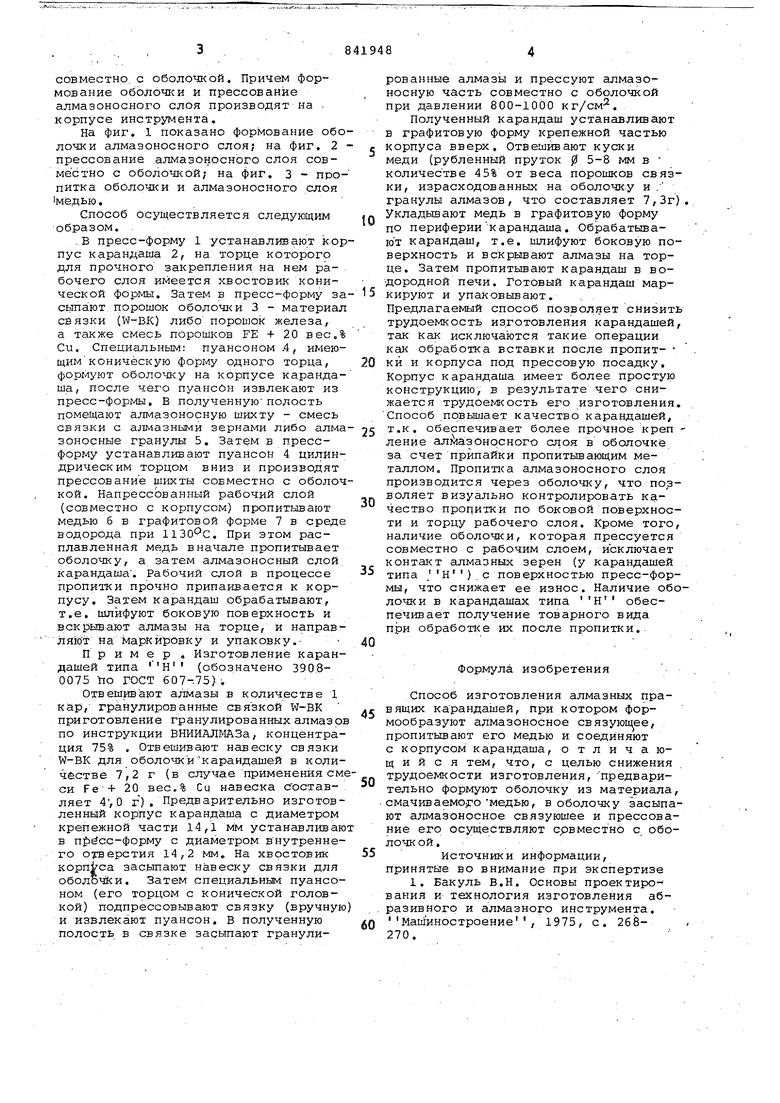
1, Изобретение относится к изготовлению алмазного инструмента. Известен способ изготовления пра вящих карандашей, заключающийся в том, чго предварительно изготовляют вставку карандаша, состоящую из ев язки и алмазов, для чего прессуют шихту связки (например, смесь по.рошков ВК и вольфрама) совместно с алмазами. Затем прессованную заготовку пропитывают медью в атмосфере водорода при 1130 С. Вставку визуал но контролируют йа качество пропитки (омеднение поверхности, наличие определенного остатка меди), Затем вставку шлифуют по боковой поверхно ти и обрабатывают торец вставки. Обработанную таким образом встарку прессовывают в предварительно подго конус.карандаша. После, эт го вскрывают алмазы на торце вставки tl . При существующей технологии изго товления карандашей раздельное проведение операций пО предварительном изготовлению вставки и последующей запрессовки ее в корпус ввиду необхо димости обработки вставки и корпуса под прессовую посадку заметно увелич вает трудоемкость процесса.Кроме того, крепление вставки в корпус путем запрессовки не обеспечивает стабиль- ность качества карандашей, так как из-за трудности- обработки алмазоносной вставки имеются случаи непрочного крепления ее в корпусе, в результате чего при эксплуатации карандашей происходит проворачивание вставки либо выпадение ее. При изготовлении по существующей технологии карандашей с неориентированным расположением алмазов, в том числе карандашей из гранулированных алмазов, прессование вставки приводит к повышенному износу рабочих поверхностей пресс-формы из-за выхода части алмазныхзерен на боковую поверхность вставки. Цель изобретения - снижение трудоемкости изготовления и повышение качества алйазных правящих карандашей, а также снижение износа пресс-формы при, их изготовлении. Указанная цель достигается тем, что при прессовании рабочего слоя карандаша в.пресс-форму предварительно засыпают порошок из материала, смачиваемого медью, формуют из него оболочку, в которую засыпают алмазоносную шихту, и затем прессуют ее совместно, с оболочкой. Причем формование оболочки и прессование алмазоносного слоя производят на . корпусе инструмента. на фиг. 1 показано формование обо лочки алмазоносного слоя; на фиг. 2 прессование алмазоносного слоя совместно с оболочкой; на фиг. 3 - про питка оболочки и алмазоносного слоя 1мёдью. Способ осуществляется следующим образом. .В пресс-форму 1 устанавливают кор пус карандаша 2, на торце которого для прочного закрепления на нем рабочего слоя имеется хвостовик конической формы. Затем в пpecc-фop vly за порошок оболочки 3 - материал сйязки (W-BK) либо пopoшok железа, а также смесь порошков FE + 20 вес,% Си, Специальным: пуансоном .4, имеющимконическую форму одного торца, формуют оболочку на корпусе карандаша, после чего пуансон навлекают из пресс-форГШ. В полученнуюполость помещают аль азоносную шихту - смесь связки с алмазными зернами либо алма зоносные гранулы 5. Затем в прессформу устанавливают пуансон 4 цилиндрическим торцом вниз и производят прессование шихты совместно с оболоч кой. Напрессованный рабочий слой (совместно с корпусом) пропитывают медью б в графитовой форме 7 в среде водорода при ИЗО-с. При этом расплавленная медь вначале пропитывает оболочку, а затем алмазоносный слой карандаша . Рабочий слой в процессе пропитки прочно припаивается к корпусу. Затем карандаш обрабатывают, т.е. шлифуют боковую поверхность и вскрывают алмазы на торце, и направ ля1от на тмаркйровку и упаковку,Пример , Изготовление карандашей типа (обозначено 39080075 tio ГОСТ 607-.75) . Отвешивают алмазы в количестве 1 кар, гранулированные связкой W-BK приготовление гранулированных алмазо по инструкции ВНИИАЛМАЗа, концентрация 75% . Отвешивают навеску связки W-BK для оболочкикарандашей в количестве 7,2 г (в случае применения см си Fe + 20 вес.% Си навеска составляет 4, О г ) . Предварительно изготовленный корпус карандаша с диаметром крепежной части 14,1 мм устанавливаю в п)ёсс-форму с диаметром внутреннего Оуверстия 14,2 мм« На хвостовик корпуса зас.ыпают навеску связки для оболочки. Затем специальным пуансоном (его торцом с конической головкой) подпрессовывают связку (вручную и извлекают пуансон. В полученную полость в связке засыпают гранулированные алмазы и .прессуют алмазоносную часть совместно с оболочкой при давлении 800-1000 кг/см. Полученный карандаш устанавливают в графитовую форму крепежной частью корпуса вверх. Отвешивают куски меди (рубленный пруток 0 5-8 мм в количестве 45% от веса порошков связки, израсходованных на оболочку и/ гранулы алмазов, что составляет 7,3г). Укладывают медь в графитовую форму по перифериикарандаша. Обрабатывают карандаш, т.е. шлифуют боковую поверхность и вскрывают алмазы на торце. Затем пропитывают карандаш в водородной печи. Готовый карандаш маркируют и упаковывают. Предлагаемый способ позволяет снизить трудоемкость изготовления карандашей, так как исключаются такие операции как обработка вставки после пропит- кй и корпуса под прессовую посадку. Корпус карандаша имеет более простую конструкцию, .в результате чего снижается трудоемкость его изготовления. Способ повышает качество карандашей, т.к. обеспечивает более прочное креп ление алМзоносного слоя в оболочке за счет припайки пропитывающим металлом. Пропитка алмазоносного слоя производится через оболочку, что позволяет визуально контролировать качество пропитки по боковой поверхности и торцу рабочего слоя. Кроме того, наличие оболочки, которая прессуется совместно с рабочим слоем, исключает контакт алмазных зерен (у карандашей . типа , Н ) . с поверхностью пресс-формы, что снижает ее износ. Наличие оболочки в карандашах типа Н обеспечивает получение товарного вида при обработке их после пропитки.Формула изобретения Способ изготовления алмазных правящих карандашей. При котором формообразуют алмазоносное связуюшее, пропитывают его медью и соединяют с корпусом карандаша, отличающийся тем. Что, с целью снижения трудоемкости изготовления, предварительно формуют оболочку из материала, смачиваемо.гомедью, в оболочку засыпают алмазоносное связуюшее и прессование его осуществляют срвместно с оболочкой. Источники информации, принятые во внимание при экспертизе 1. Бакуль В.Н. Основы проектиро-вания и технология изготовления абразивного и алмазного инструмента. Машиностроение, 1975, с. 268270.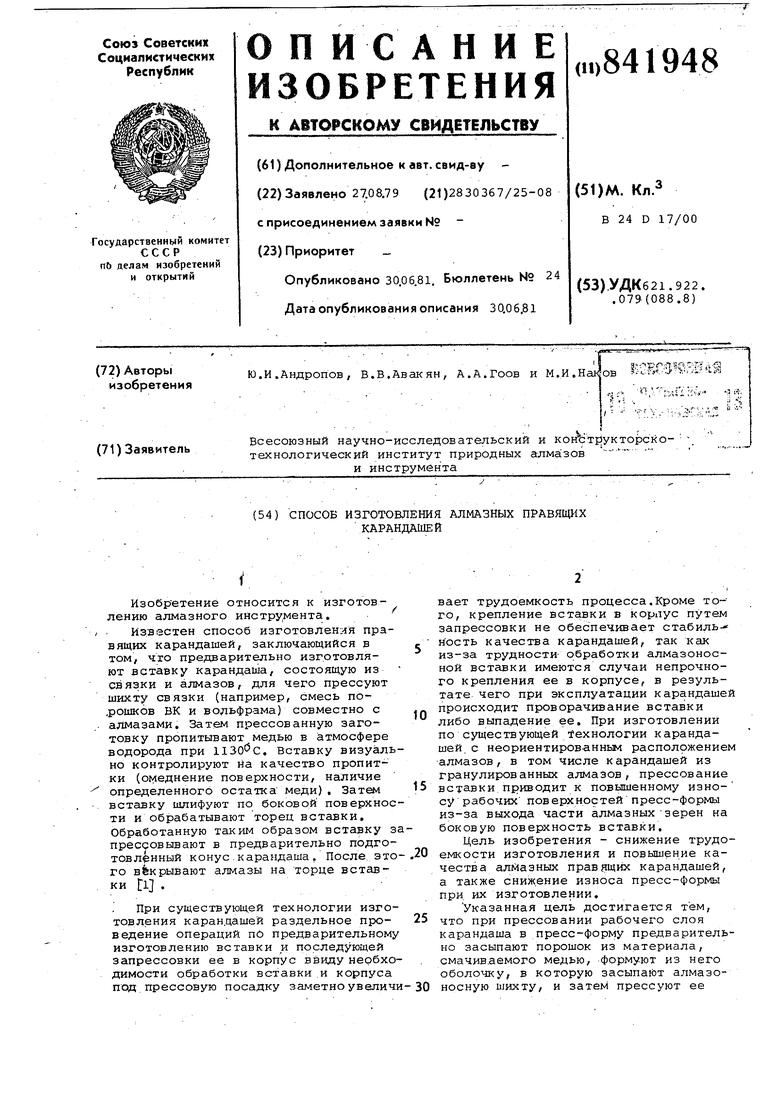
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления алмазных правящих карандашей | 1981 |
|
SU992176A2 |
| ПРАВЯЩИЙ КАРАНДАШ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2069145C1 |
| Способ прессования многослойных изделий с вертикальным расположением слоев | 1979 |
|
SU856656A1 |
| Способ изготовления алмазно-абразивных кругов | 1981 |
|
SU1044463A1 |
| Спеченный материал | 1975 |
|
SU602586A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2012 |
|
RU2478455C1 |
| МАТЕРИАЛ МАТРИЦ АЛМАЗНОГО И АБРАЗИВНОГО ИНСТРУМЕНТОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2136479C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 1993 |
|
RU2049655C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 1972 |
|
SU346097A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУпатб^^г :-^-^5!,..jасло„. | 1970 |
|
SU260891A1 |