Изобретение относится к станкостроению и может быть использовано в агрегатных фрезерных станках.
Известна фрезерная бабка, содержащая расположенную в корпусе пиноль с поводковым элементом, закрепленным на переднем торце ее, механизм перемещения пиноли, включающий жесткий упор, ползун, привод ползуна, калибр, причем ползун установлен с возможностью взаимодействия с приводом ползуна и пинолью, а калибр размещен между жестким упором и ползуном 1.
Известна фрезерная бабка, которая снабжена дополнительным упором и приводом его перемещения, причем упомянутый упор выполнен ступенчатым и установлен между калибром и ползуном с возможностью взаимодействия с ними 2.
Однако указанные фрезерные бабки имеют следующие недостатки: наличие двух приводов, одного для перемещения пиноли, а другого для перемещения ступенчатого упора, что усложняет схему управления и невозможность получения нескольких фиксированных положений фрезерной бабки.
Цель изобретения - расщирение технологических возможностей и упрощение системы управления.
Цель достигается тем, что во фрезерной бабке, в корпусе которой расположена пиноль с приводом ее перемещения в виде гидро цилиндр а, снабженная элементом фиксации ее осевого положения в виде упоров, последние размещены в корпусе гидроцилиндра с возможностью радиального перемещения и поочередного взаимодействия со щтоком.
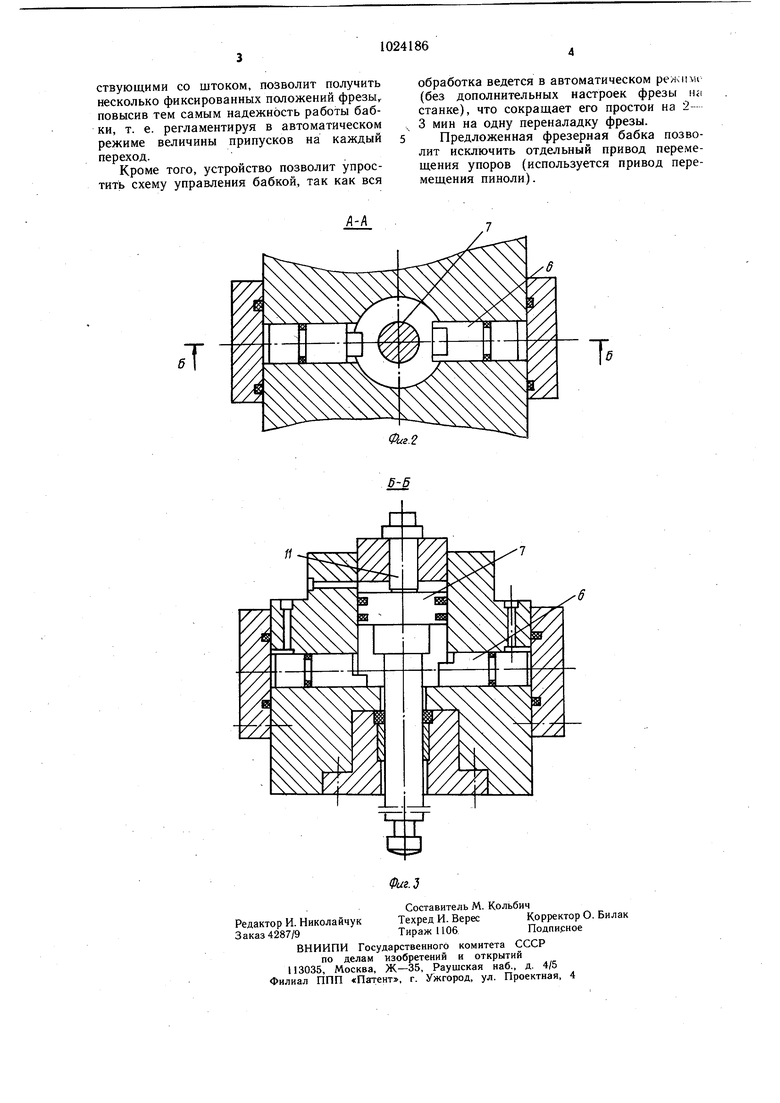
На фиг. 1 представлена бабка, общий вид в разрезе; на фиг. 2 - разрез А-А на фиг. 1 (повернуто); на фиг. 3 - разрез Б-Б на фиг. 2.
Фрезерная бабка содержит корпус 1, в котором расположена пиноль 2 со щпинделем 3, снабженная приводом перемещения, выполненным в виде гидроцилиндра, корпус 4 которого установлен на корпусе 1 бабки.
Фрезерная бабка содержит элемент фиксации осевого положения пиноли 2, выполненный в виде двух подвижных управляемых упоров 5 и 6, .размещенных в щтоковой полости гидроцилиндра с возможностью радиального перемещения и последовательно взаимодействующих со щтоком 7.
На корпусе 1 установлен упор 8, связанный со штоком 7 цилиндра и поводком 9, расположенным на щпинделе 3, и взаимодействующий с калибром 10 при чистовой обработке.
В корпусе 4 гидроцилиндра размещен упор 11, контактирующий со щтоком 7.
Фрезерная бабка работает следующим образом.
При первоначальной наладке фрезы на размер обработки калибр 10 настраивается вне станка точно на размер толщины фрезы, устанавливаемой на щпиндель 3. После
установки и закрепления настроенного калибра 10 упоры 5, 6 и 11 выставляются так, чтобы каждый из них соответствовал размеру обработки детали (количество упоров определяется припуском обработки детали).
Фрезерная бабка работает в автоматическом режиме, где на один-четыре прохода фрезы производится обработка торцевой Q поверхности детали.
При первоначальном положении фрезы щток 7 гидроцилиндра поджимается к упору П.
Переналадка фрезерной бабки для обработки детали в несколько переходов осу5 ществляется подачей давления в полости В, Гик управляемым упорам 5 и 6.
Последнее положение пиноли 2 фрезерной бабки со щпинделем 3 определяется калибром 10.
Первый черновой проход производится при крайнем правом положении пиноли 2 со щпинделем 3 при взаимодействии штока 7 с неподвижным упором И. При этом полость Г находится под давлением и пиноль 2 зажата (не показано).
5 Для переналадки пиноли 2 со щпинделем 3 при переходе на получерновой проход давление в полости Г сбрасывается, подается давление в полость Д к упору 6, пиноль 2 отжимается и подается давление в полость В. При этом пиноль 2 со щпин0 делем 3 перемещается до соприкосновения штока 7 с выдвинувшимся упором 6. В этом положении пиноль зажимается и производится обработка.
При переходе на получистовую обработку подается давление в полость Г, пиноль 2 5 отжимается и перемещается до соприкосновения щтока 7 с неподвижным упором И. В это же время под действием давления в полости Г упор 6 убирается, а под действием давления в полости Е выдвигается упор 5. Давление подается в полость В, шток 7 совместно с упором 8, поводком 9, пинолью 2 и шпинделем 3 с фрезой перемещается до соприкосновения с упором 5. Пиноль зажимается и производится обработка.
5 После окончания получистовой обработки давление подается в полость Г, пиноль отжимается и перемещается до соприкосновения штока 7 с неподвижным упором 11. В это же время упор 5 под действием давления в полости Г убирается. Затем подается
0 давление в полость В и сбрасывается из полости Г. При этом щток 7 с упором 8, поводком 9, пинолью 2 и шпинделем 3 перемещается до соприкосновения с калибром 10, определяющим последнее точное положение. Таким образом, за четьфе прохода фрезы
производится торцевая обработка детали. Снабжение фрезерной бабки подвижными упорами, размещенными в корпусе гидроцилиндра и последовательно взаимодей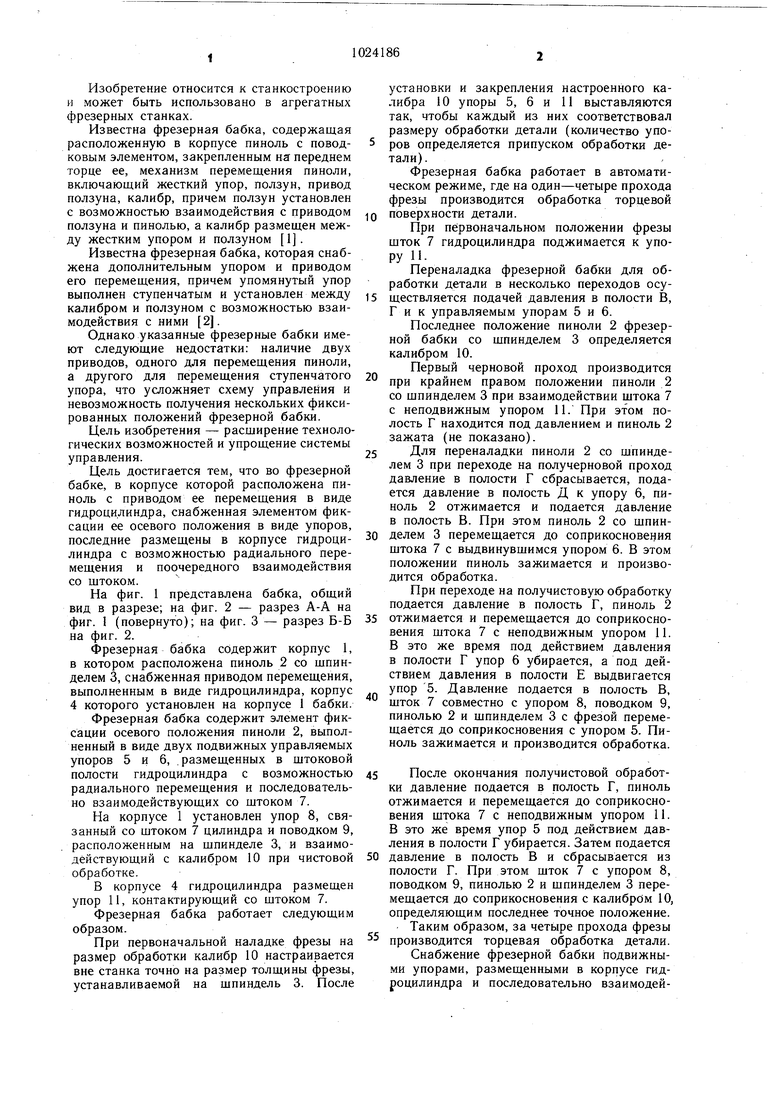
| название | год | авторы | номер документа |
|---|---|---|---|
| Фрезерная бабка | 1986 |
|
SU1389945A1 |
| Фрезерная бабка | 1988 |
|
SU1604523A1 |
| Фрезерная бабка | 1979 |
|
SU823017A1 |
| Фрезерная бабка | 1976 |
|
SU626898A1 |
| Фрезерная головка | 1982 |
|
SU998002A1 |
| Фрезерная бабка | 1983 |
|
SU1071379A2 |
| Фрезерная головка | 1981 |
|
SU990436A1 |
| Фрезерная бабка | 1989 |
|
SU1632649A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЬ^Й СТАНОК | 1968 |
|
SU217893A1 |
ФРЕЗЕРНАЯ БАБКА, в корпусе которой расположена пиноль с приводом ее перемещения в виде гидроцилиндра, снабженная элементом фиксации ее осевого положения в виде упоров, отличающаяся тем, что, с целью расширения технологических возможностей и упрощения системы управления, упоры размещены в корпусе гидроцилиндра с возможностью их радиального, перемещения и поочередного взаимодействия со щтоком. б (Л IND 4;: 00 05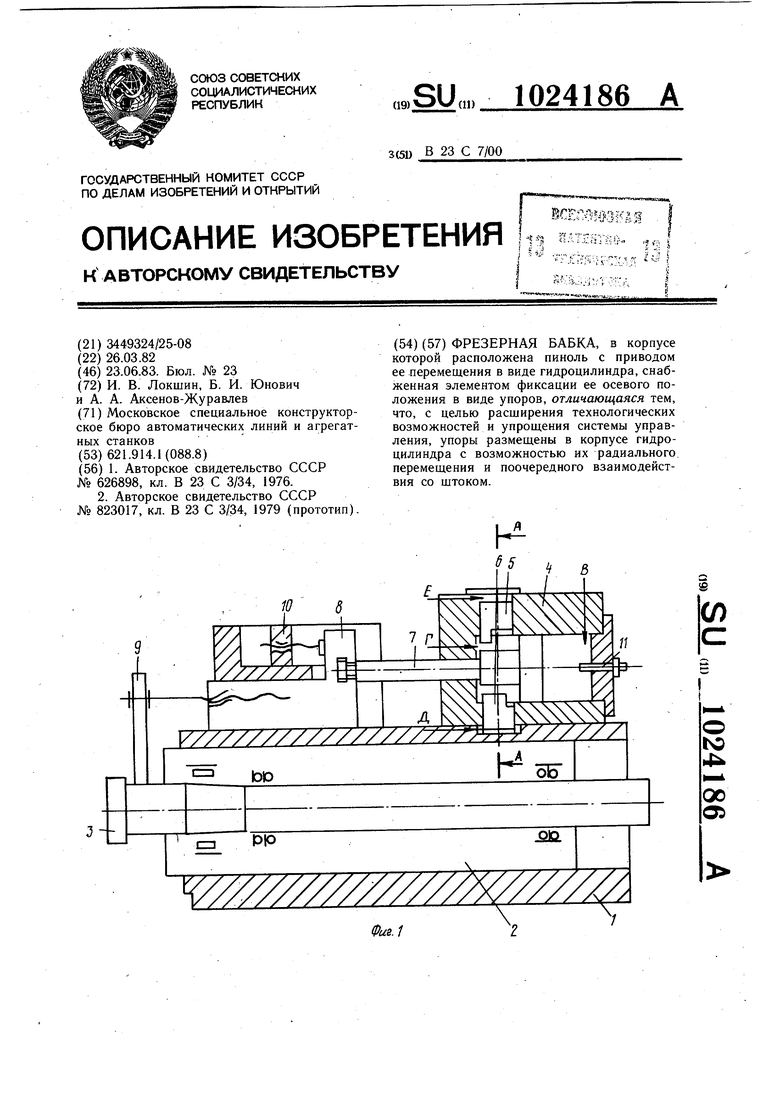
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Фрезерная бабка | 1976 |
|
SU626898A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Фрезерная бабка | 1979 |
|
SU823017A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
