(54) ФРЕЗЕРНАЯ БАБКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Фрезерная бабка | 1982 |
|
SU1024186A1 |
| Фрезерная бабка | 1976 |
|
SU626898A1 |
| Фрезерная бабка | 1983 |
|
SU1071379A2 |
| Фрезерная бабка | 1986 |
|
SU1389945A1 |
| Устройство для автоматического крепления инструмента | 1986 |
|
SU1400792A1 |
| Фрезерная бабка | 1988 |
|
SU1604523A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЬ^Й СТАНОК | 1968 |
|
SU217893A1 |
| Шпиндельная бабка копировальнофрезерного станка | 1977 |
|
SU657928A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
| Фрезерная головка | 1982 |
|
SU998002A1 |
1
Изобретение относится к станкостроению и может быть использовано в агрегатных фрезерных станках.
По основному авт. св. № 626898 известна фрезерная бабка, содержащая расположенную в корпусе пиноль с поводковым элементом, закрепленным на переднем торце ее, механизм перемещения пиноли, включающий жесткий упор, ползун, привод ползуна, калибр, причем ползун установлен с возможностью взаимодействия с приводом ползуна и пинолью, а калибр размещен между жестким упором и ползуном 1.
Недостаток фрезерной бабки - сравнительно больц1ое время переналадки ее при обработке деталей различных типоразмеров.
Цель изобретения - сокращение времени переналадки.
Поставленная цель достигается тем, что фрезерная бабка снабжена дополнительным упором и приводом его перемещения, причем упомянутый упор выполнен ступенчатым и установлен между калибром и ползуном с возможностью взаимодействия с ними и перемещения в, направлении, перпендикулярном направлению перемещения пиноли.
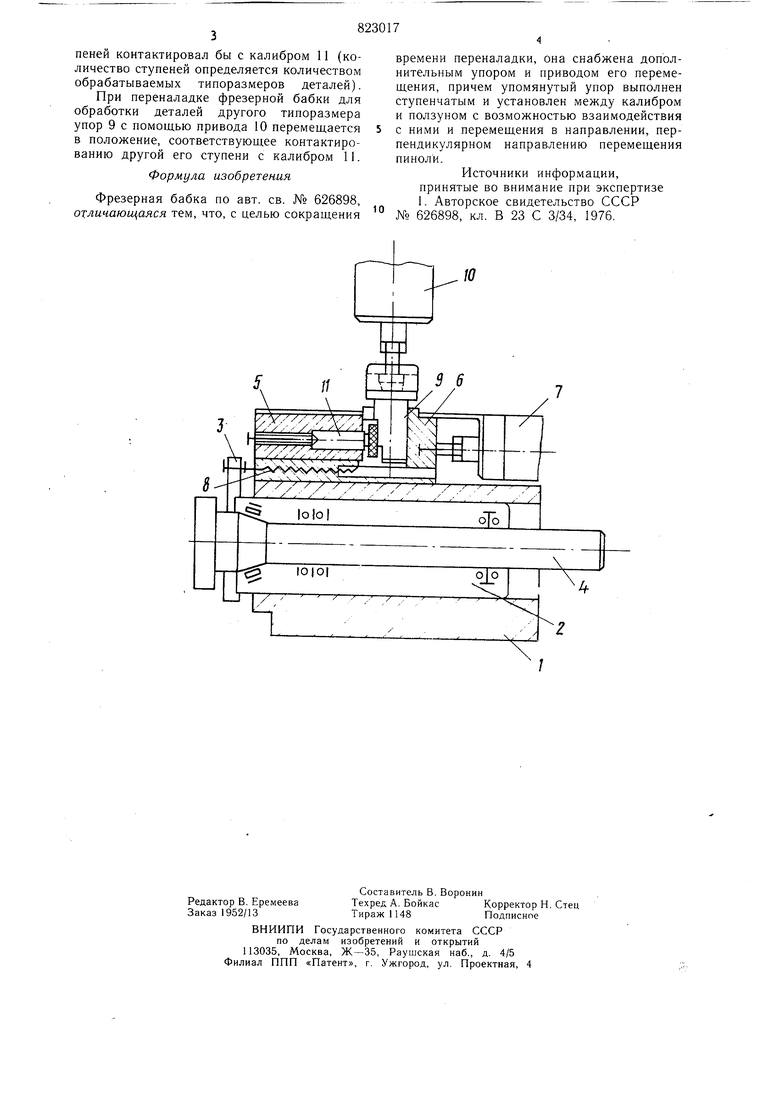
На чертеже представлена фрезерная бабка.
В корпусе 1 фрезерной бабки расположена регулируемая по вылету пиноль 2 с поводковы.м элементом 3, закрепленным на переднем торце пиноли, и щпиндель 4, размещенный в пиноли. Механизм перемещения пиноли включает жесткий упор 5, ползун 6 и привод 7 ползуна. Ползун 6 связан с пинолью 2 посредством винта 8 и установлен с возможностью перемещения по направляющим жесткого упора 5. Кроме того, фрезерная бабка содержит ступенчатый упор 9 и привод 10 его перемещения.
Фрезерная бабка работает следующим образом.
При первоначальной наладке фрезы на размер обработки калибр 11 настраивается вне станка точно на размер толщины фрезы, устанавливаемой на щпиндель 4. После установки и закрепления настроенного калибра на жестком упоре 5 ползун 6 с помощью привода 7 ползуна и ступенчатый упор 9 с помощью привода 10 последовательно выставляется так, чтобы упомянутый упор 9 был бы зажат между калибром 11 и ползуном 6 и плоскостью одной из своих ступеней контактировал бы с калибром 11 (количество ступеней определяется количеством обрабатываемых типоразмеров деталей). При переналадке фрезерной бабки для обработки деталей другого типоразмера упор 9 с помощью привода 10 перемещается в положение, соответствующее контактированию другой его ступени с калибром 11.
Формула изобретения
Фрезерная бабка по авт. св. № 626898, отличающаяся тем, что, с целью сокращения
J
времени переналадки, она снабжена дополнительным упором и приводом его перемещения, причем упомянутый упор выполнен ступенчатым и установлен между калибром и ползуном с возможностью взаимодействия с ними и перемещения в направлении, перпендикулярном направлению перемещения пинолй.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 626898, кл. В 23 С 3/34, 1976.
ю
