| название | год | авторы | номер документа |
|---|---|---|---|
| Фрезерная бабка | 1988 |
|
SU1604523A1 |
| Фрезерная бабка | 1982 |
|
SU1024186A1 |
| Фрезерная бабка | 1983 |
|
SU1071379A2 |
| Фрезерная бабка | 1976 |
|
SU626898A1 |
| Фрезерная бабка | 1979 |
|
SU823017A1 |
| Фрезерная головка | 1982 |
|
SU998002A1 |
| Фрезерная бабка | 1989 |
|
SU1632649A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
| ФРЕЗЕРНАЯ БАБКА | 1973 |
|
SU382482A1 |
| Фрезерный станок | 1989 |
|
SU1683896A2 |
Изобретение относится к станкостроению и может быть использовано в агрегатных фрезерных станках. Цель изобретения - повышение производительности за счет автоматизации процесса настройки бабки и повышение точности обработки за счет возможности настройки фрезы на размер в процессе работы бабки. Фрезерная бабка содержит пиноль 1, размешенную с возможностью осевого перемеш.ения в корпусе 2, между ползуном 3 и жестким упором 5 размешен подвижный калибр 6. Механизм зажима калибра выполнен в виде гидроцилиндра 7. На корпусе бабки 2 установлен поворотный упор, служаший для фиксации переднего положения пиноли 1 во время настройки фрезы на размер. 4 ил.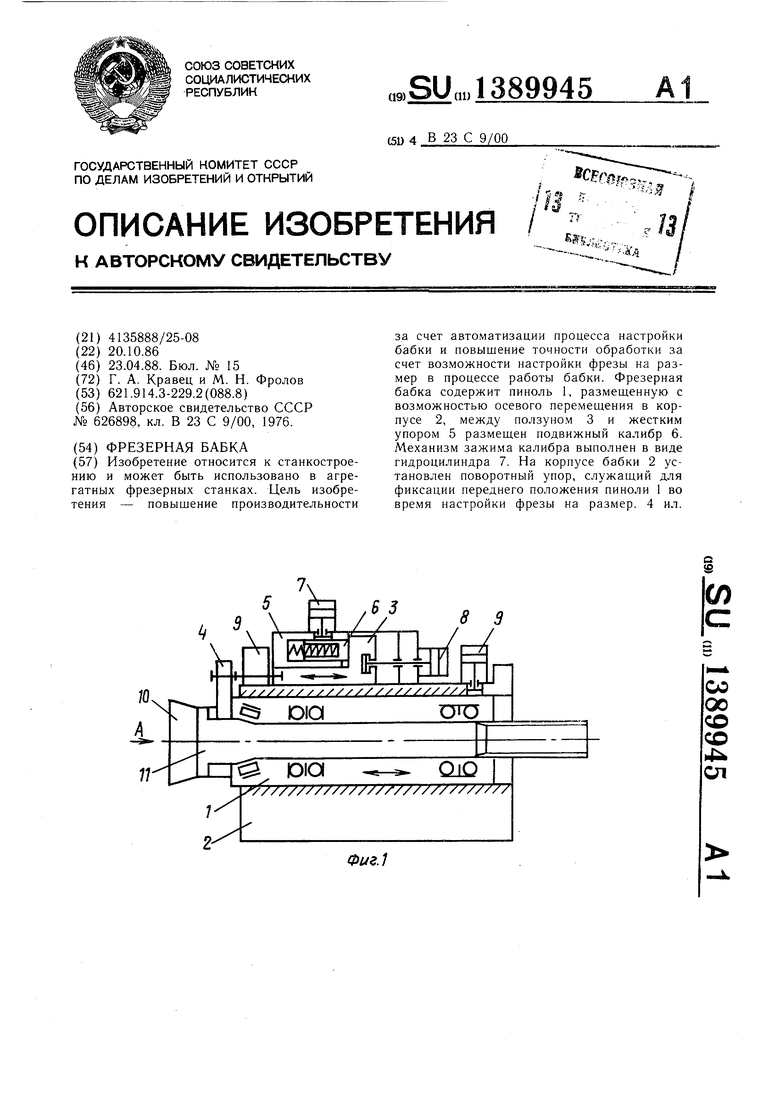
Фиг.1
00 00
со со
4 СП
Изобретение относится к станкостроению и может быть использовано в агрегатных фрезерных станках.
Цель изобретения - повышение производительности за счет сокращения времени на настройку фрезы на размер при ее замене путем автоматизации процесса настройки, а также повышение точности обработки за счет возможности настройки фрезы на размер в процессе работы по мере износа ее зубьев.
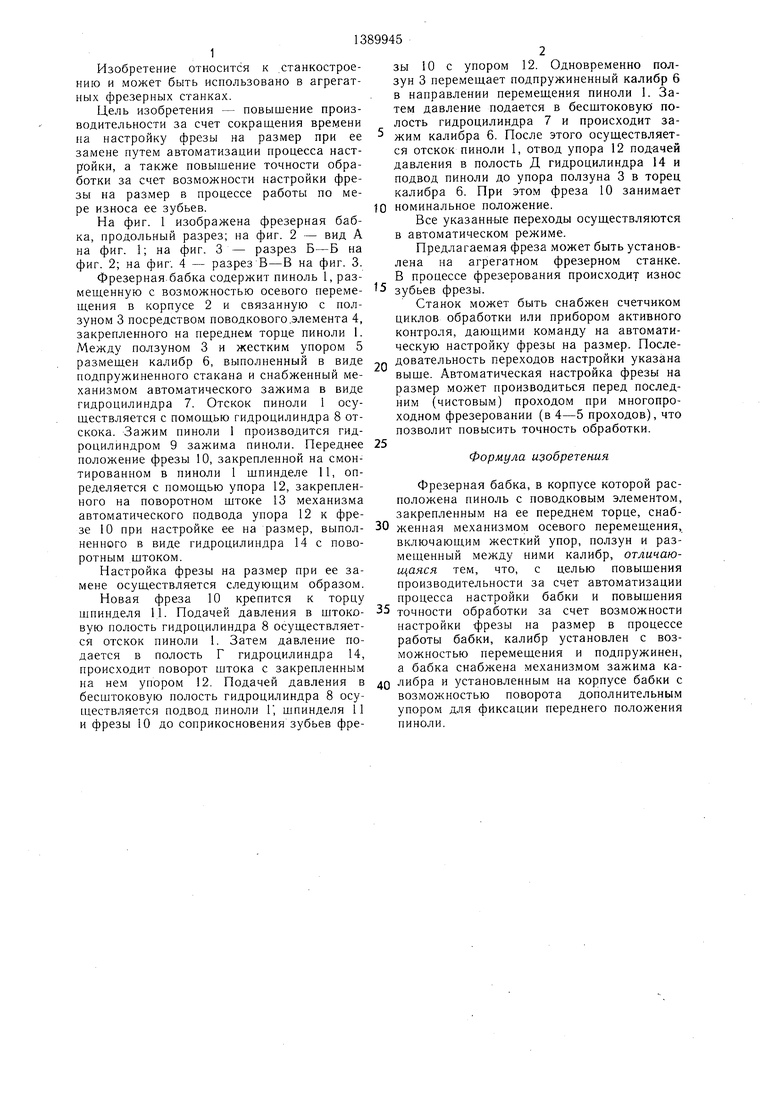
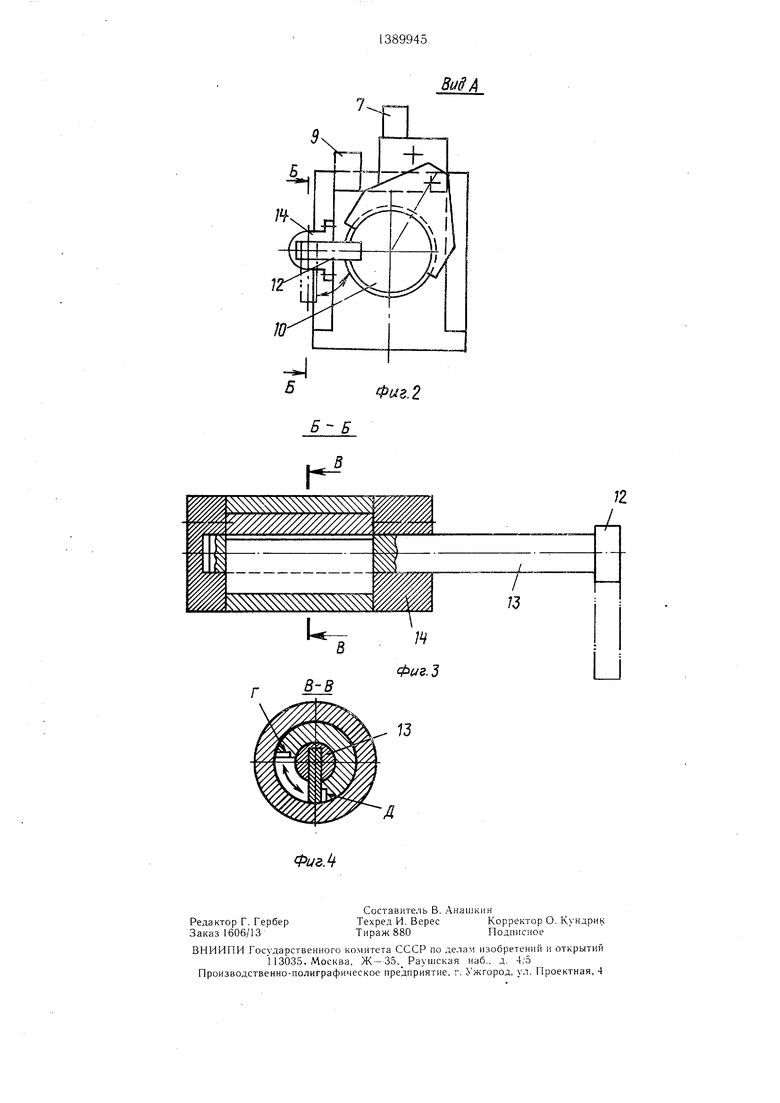
На фиг. 1 изображена фрезерная бабка, продольный разрез; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 3.
Фрезерная.бабка содержит пиноль 1, раззы 10 с упором 12. Одновременно ползун 3 перемещает подпружиненный калибр б в направлении перемещения пиноли 1. Затем давление подается в бесщтоковую полость гидроцилиндра 7 и происходит за- жим калибра 6. После этого осуществляется отскок пиноли 1, отвод упора 12 подачей давления в полость Д гидроцилиндра 14 и подвод пиноли до упора ползуна 3 в торец калибра 6. При этом фреза 10 занимает 10 номинальное положение.
Все указанн-ые переходы осуществляются в автоматическом режиме.
Предлагаемая фреза может быть установлена на агрегатном фрезерном станке.
. ,..., ,В процессе фрезерования происходит износ
мещенную с возможностью осевого переме- 5 зубьев фрезы, щения в корпусе 2 и связанную с пол-Станок может быть снабжен счетчиком
зуном 3 посредством поводкового .элемента 4, циклов обработки или прибором активного
контроля, дающими команду на автоматическую настройку фрезы на размер. Последовательность переходов настройки указана выше. Автоматическая настройка фрезы на размер может производиться перед послед20
закрепленного на переднем торце пиноли 1. Между ползуном 3 и жестким упором 5 размещен калибр 6, выполненный в виде подпружиненного стакана и снабженный механизмом автоматического зажима в виде гидроцилиндра 7. Отскок пиноли 1 осуществляется с помощью гидроцилиндра 8 отскока. Зажим пиноли 1 производится гидроцилиндром 9 зажима пиноли. Переднее 25 положение фрезы 10, закрепленной на смонтированном в пиноли 1 шпинделе 11, определяется с помощью упора 12, закрепленного на поворотном штоке 13 механизма автоматического подвода упора 12 к фрезе 10 при настройке ее на размер, выполненного в виде гидроцилиндра 14 с поворотным штоком.
Настройка фрезы на размер при ее замене осуществляется следующим образом.
Новая фреза 10 крепится к торцу
ним (чистовым) проходом при многопроходном фрезеровании (в 4-5 проходов), что позволит повысить точность обработки.
Формула изобретения
Фрезерная бабка, в корпусе которой расположена пиноль с поводковым элементом, закрепленным на ее переднем торце, снаб- 30 женная механизмом осевого перемещения, включающим жесткий упор, ползун и размещенный между ними калибр, отличающаяся тем, что, с целью повыщения производительности за счет автоматизации процесса настройки бабки и повыщения
шпинделя 11. Подачей давления в щтоко- 35 точности обработки за счет возможности вую полость гидроцилиндра 8 осуществляет- настройки на размер в процессе ся отскок пиноли 1. Затем давление по- работы бабки, калибр установлен с воздается в полость Г гидроцилиндра 14, можностью перемещения и подпружинен, происходит поворот штока с закрепленным а бабка снабжена механизмом зажима ка- на нем упором 12. Подачей давления в до либра и установленным на корпусе бабки с бесштоковую полость гидроцилиндра 8 осу- возможностью поворота дополнительным ществляется подвод пиноли Г, шпинделя 11 упором для фиксации переднего положения и фрезы 10 до соприкосновения зубьев фре- пиноли.
зы 10 с упором 12. Одновременно ползун 3 перемещает подпружиненный калибр б в направлении перемещения пиноли 1. Затем давление подается в бесщтоковую полость гидроцилиндра 7 и происходит за- жим калибра 6. После этого осуществляется отскок пиноли 1, отвод упора 12 подачей давления в полость Д гидроцилиндра 14 и подвод пиноли до упора ползуна 3 в торец калибра 6. При этом фреза 10 занимает номинальное положение.
Все указанн-ые переходы осуществляются в автоматическом режиме.
Предлагаемая фреза может быть установлена на агрегатном фрезерном станке.
контроля, дающими команду на автоматическую настройку фрезы на размер. Последовательность переходов настройки указана выше. Автоматическая настройка фрезы на размер может производиться перед последним (чистовым) проходом при многопроходном фрезеровании (в 4-5 проходов), что позволит повысить точность обработки.
Формула изобретения
Б Б
Bu8A
Фаг.2
U
| Фрезерная бабка | 1976 |
|
SU626898A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
