Копировально-фрезерные станки, содержащие перемещаемый от следятцего привода крестовый стол, несущий щпиндельную бабку, известны.
Предложенный станок позволяет обрабатывать детали с пространственными поверхностями.
С этой целью копировальный прибор взаимодействует через настраиваемый механический построитель с двумя постоянными для данной детали плоскими копирами, определяющими требуемую траекторию перемещения конца оси прибора.
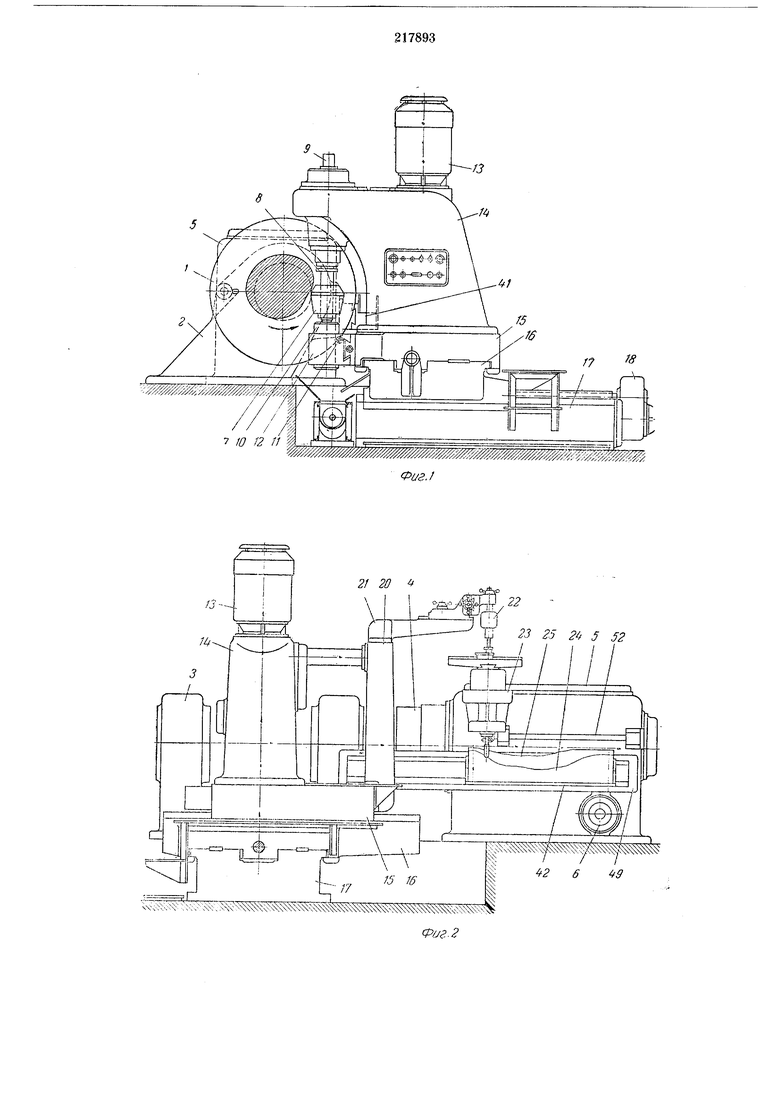
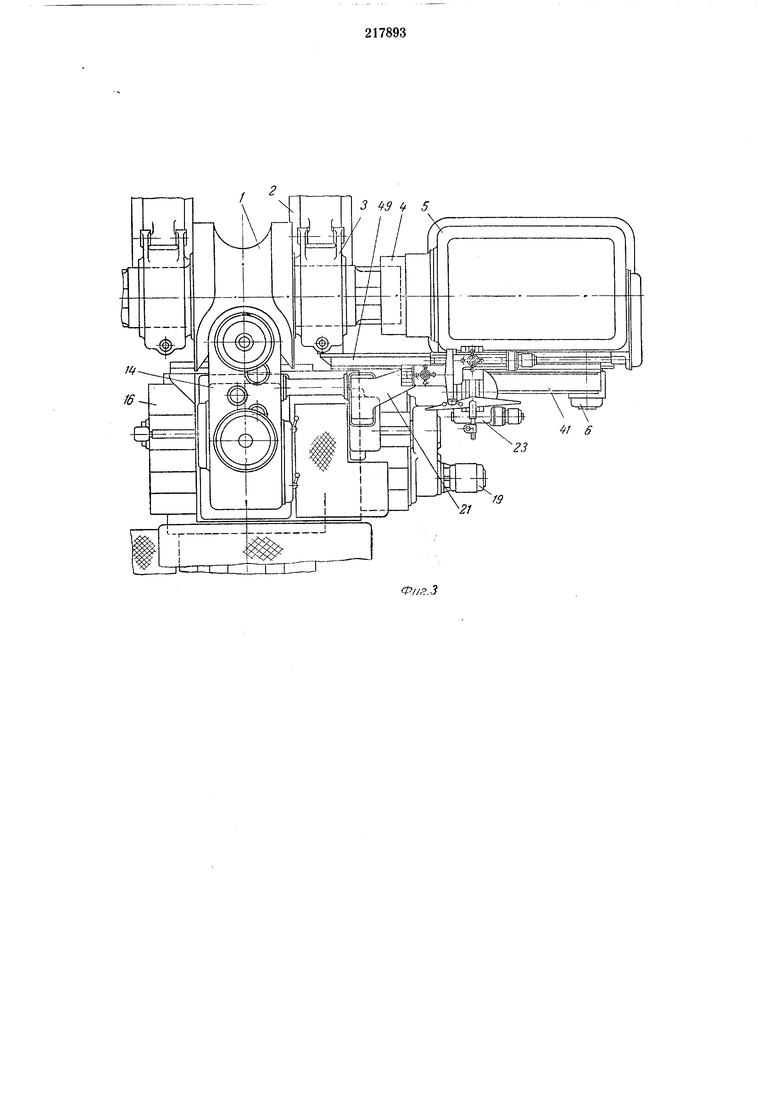
На фиг. 1 показан станок, вид сбоку, с поперечным разрезом обрабатываемой детали: па фиг. 2 - станок, вид спереди; на фиг. 3 - то же, вид сверху; на фиг. 4 - построитель к ползун копиров, вертикальный разрез; на фиг. 5 - построитель, вид сверху; на фиг. 6- механизм ограничения угла поворота построителя, горизонтальный разрез.
Обрабатываемая деталь-валок / укладывается своими щейками на два люнета 2, снабженных откидньщи крышками 3. С помощью патрона 4 валок ) соединяется со щпинделем бабки 5, приводимым от электродвигателя постоянного тока 6 через заключенную в корпусе бабки 5 самотормозящую червячную передачу.
Фреза 7 насажена на двухопорную оправку 8, верхний конец которой соединяется со шпинделем и затягивается квадратом, находящимся под колпаком 9, а нижний входит в подшипник пиноли 10, получающей осевое перемещение с помощью квадрата 11. Для установки и снятия фрезы пиноль 10 с ползуном 12 сдвигаются по направляющим. Фреза 7 приводится во вращение от электродвигателя переменного тока 13 через коробку скоростей, заключенную в корпусе шпиндельной бабки 14. Последняя закреплена на основании 15, установленном на крестовых салазках 16, которые могут перемещаться по станине 17 станка с помощью электродвигателя постоянного тока и редуктора 18. В свою очередь, шпиндельная бабка 14 перемещается по салазкам 16 от электродвигателя постоянного тока 19.
На основании 15 закреплена стойка 20, на кронштейне 21 которой установлен копировальный прибор 22. Стойка 20 жестко соединяется со шпиндельной бабкой 14 с помощью трубчатой связи. :Копировальный прибор 22 через механнческий построитель 23, закрепленный на бабке 5, взаимодействует с двумя копирами 24 и 25.
27, передвигающейся по направляющим поперечины 28 с помощью ходового винта 29. Поперечина 28 установлена на направляющих вертлюга 30, поворачивающегося с помопью червячного вала 31. Ходовой винт 29 п червячный вал 31 приводятся во враш.ение от электродвигателей постоянного тока .1 li 33 через редукторы 34 и 35.
Поперечина 28 соединяется со стержнемрейкой 36, связанной через зубчатую пару 37 со стержнем-рейкой 38, ось которого совпадает с осью поворота вертлюга 30. На нижнем конце стержня 38 шарнирно установлен ролик 39, опирающийся на плоский копир 24 и прижимаемый к «ему с помощью пружипы 40. Копир 24 закреплен на ползуне 41, перемещение которого связано с поворотом обрабатываемого валка 1. Вследствие этого при вращении последнего поперечина 28 перемещается по направляющим вертлюга 30.
Первоначальная установка поперечипы 28 на радиус траектории, равный радиусу обрабатываемой детали в сечении, с которого начинается обработка, минус радиус фрезы, производится по установленной вдоль направляющих вертлюга 30 линейке, не показанной на чертежах. При обработке дуговой части профиля ось гнезда ползушки 27 с помощью фиксатора 42 устанавливается в плоскости, проходящей через центр вертлюга 30 и перпендикулярной направляющим поперечины 28. При обработке прямых участков детали / вращение вертлюга 30 прекращается и включается перемещение ползушки по поперечнне 28. Остановить .вращение вертлюга 30 необходимо в положении, соответствующем определенному углу, который также изменяется в зависимости от поворота обрабатываемой детали /.
С этой целью на нижнем конце вертлюга 30 насажено зубчатое колесо 43, находящееся в зацеплении с двумя стержнями-рейками 44 и 45. Упор одного из этих стержней в жесткую траверсу 46 ограничивает поворот вертлюга 30. Расстояние от траверсы 46 до центра вертлюга 30 зависит от положения копира 25, закрепленного так , как и копир 24, на ползуне 41. Прижим ролика 47 к копиру 25 осуществляется с помощью пружины 48.
Перемещение ползуна 4J, на котором закреплены оба копира, происходит по направляющей балке 49, а сам ползун 41 кинематически связан с бабкой 5 посредством рейки
50 и двух валов 51 и 52.
Для реверсировапия ползушки после окончания строчки служит поворотная линейка 53, которая устанавливается па нужном расстоян)и от вертлюга 30 с помощью стержня 54
и зажима 55. В конце хода ползушки 27 палец 56 пажимает на лпнейку 53, переводит ее через нейтральное положение, после чего посредством фиксатора 57 она воздействует на конечный выключатель 58, реверсирующий
электродвигатель 32.
Обработка детали осуществляется следующим образом.
После реверса электродвигателя 32 ползушка 27 перемещается до ее фиксаций в
центральном положении. Затем срабатывает конечный выключатель 59, отключается электродвигатель 32 и включается электродвигатель 33, что обеспечивает перемещение гнезда ползушки 27 по дуговой траектории. При упоре одного из стержней 44-45 в траверсу 46 повышается момент на червячном валу 31, срабатывает конечный выключатель 60, отключается электродвигатель 33 и включается электродвигатель 32. Начинается
движение по касательной. При упоре пальца 56 -в лИПейку 53 происходит переключение последней, реверс электродвигателя 32 и включение периодической подачи обрабатываемой детали; начинается следующая строчка.
Предмет изобретения
Копировально-фрезерный станок, содержащий перемещаемый от следящего привода крестовый стол, несущий шпиндельную бабку, отличающийся тем, что, с целью обработки на нем пространственных поверхностей, копировальный прибор станка взаимодействует через настраиваемый механический построитель с двумя постоянными для данной детали плоскими копирами, определяющими требуемую траекторию перемещения конца оси прибора. V Ю 12 /7 i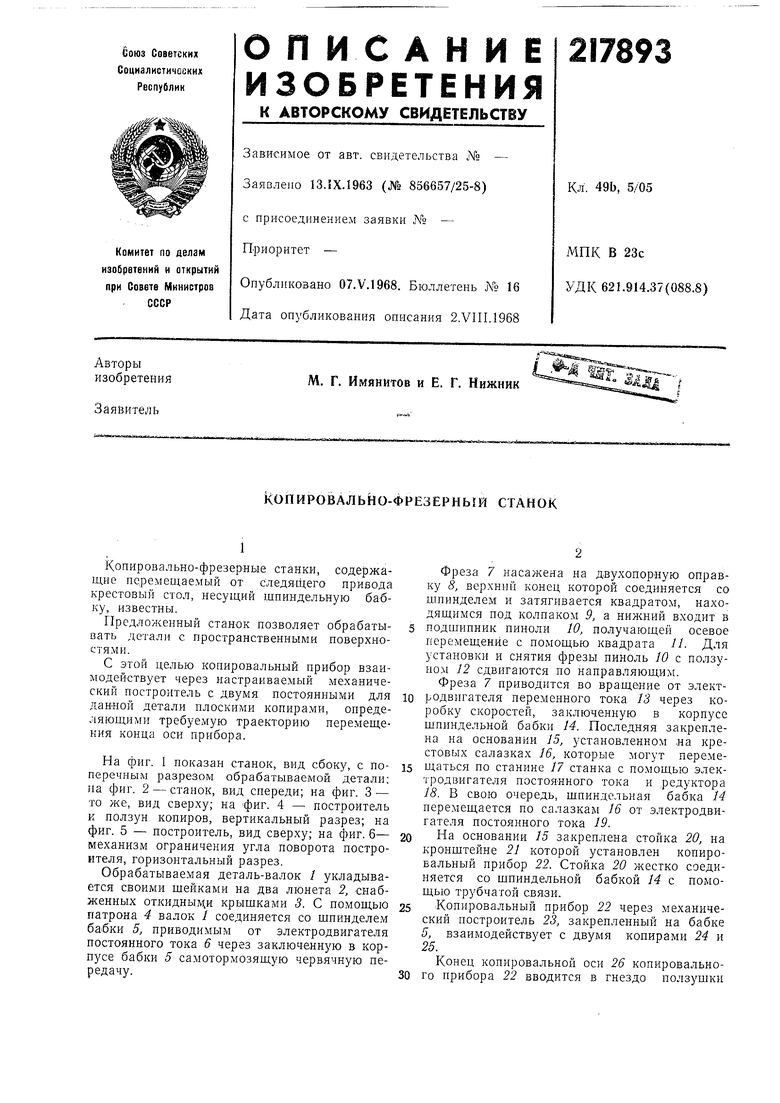
| название | год | авторы | номер документа |
|---|---|---|---|
| Копировально-фрезерный станок для обработки стенок металлургических кристаллизаторов непрерывной разливки | 1975 |
|
SU510323A1 |
| Станок для пятикоординатной обработки вращающимся инструментом пространственно-сложных криволинейных поверхностей | 1972 |
|
SU491252A1 |
| Планетарный фрезерный станок | 1979 |
|
SU831419A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК | 1972 |
|
SU327972A1 |
| Устройство для механической обработки | 1975 |
|
SU514677A1 |
| Копировально-фрезерный станок | 1984 |
|
SU1168350A1 |
| Копировально-фрезерный станок | 1976 |
|
SU650784A1 |
| ТОКАРНО-КАРУСЕЛЬНЫЙ СТАНОК С КОПИРОВАЛЬНО- ФРЕЗЕРНЫМ СУПНОРТОМ | 1971 |
|
SU304059A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| ТЯЖЕЛЫЙ КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК | 1961 |
|
SU137745A1 |