Изобретение относится к технике упаковывания изделий в термопластичную пленку, в частности к способу и устройству формования упаковок из термопластичного материала для готовых лекарственных средств. Известен способ и устройство для формования упаковок из термопластичного материала, согласно которым производится последовательное формование ячеек в два этапа, осуществляемое с помощью двух вакуумформующих барабанов, ячейки первого из которых меньше ячеек второго 1. Недостатком этих способа и устройства является низкое качество упаковки. Наиболее близким по технической сущности к предлагаемому является способ формования упаковок из термопластичного материала, при котором упаковочная пленка нагревается до пластического состояния и поступает к формовочным устройствам, с помощью которых осуществляется формование ячеек упаковки 2. Устройство для осуществления данного способа содержит в качестве нагревателя вращающийся ролик, контактирующий с формовочным барабаном, на внещней поверхности которого выполнены формовочные углубления, соединенные с источником вакуума 2. Известные устройства и способ позволяют улучщить качество упаковок в части равнотолщинности стенок отформованных ячеек, однако толщина неформуемых (холостых) участков остается неизменной, т. е. более толстой, чем стенки ячеек, и, следовательно, качество упаковки остается низким. Целью изобретения является повыщение качества упаковок и экономия материала. Указанная цель достигается тем, что согласно способу изготовления ленточного упаковочного термопластичного материала, предусматривающему подачу термопластичного материала, его разогрев и формование с помощью вакуума, перед формованием производят прокатывание неформуемь1Х участков материала. Кроме того, в устройстве для формования упаковок из термопластичного материала, включающем механизм подачи материала, нагреватель, формовочный барабан с ячейками, сообщенными с вакуум-системой, перед формовочным барабаном установлена пара прокатОчных роликов, на боковой поверхности, по меньщей мере, одного из которых образованы ячейки, площадь которых соответствует зоне упаковочного материала, участвующей в формовании, а щаг и расположение ячеек ролика соответствует шагу и расположению ячеек барабана. На фиг. 1 схематически изображено устро-йство, общий вид; на фиг. 2 - участок формуемой пленки; на фиг. 3 - вид А на фиг. 2. Устройство включает нагреватель 1, ролик 2 с гладкой поверхностью, ролик 3, на поверхности которого выполнены углубления 4, площадь которых соответствует зоне 5 термопластичной пленки 6, участвующей в формовании, а щаг и расстановка углублений соответствует щагу и расстановке ячеек 7 формовочного барабана 8. Холостые участки пленки не участвующие в формовании) обозначены позицией 9. Ролики 1 и 2 нагреты. Устройство, реализующее указанный способ, работает следующим образом. Термостатичная пленка 6 подается механизмом подачи пленки (не показан) к нагревателю 1, проходит между элементами нагревателя, роликами 2 и 3. При этом участок пленки, соответствующий зоне 5, не деформируется, попадая в углубления 4, а холостые участки 9 утоняются. Далее пленка поступает на формовочный барабан 8, на котором происходит формирование ячеек 7 из утолщенных участков пленки. Качество упаковки, определяемое ее проницаемостью,, зависит от толщины стенок ячеек. Предлагаемый способ формования упаковки из термопластичного материала и устройство- для его осуществления позволяют улучщить качество упаковок за счет некоторого перераспределения материала, так как пленка подвергается вальцеванию, ипри этом подвергаются утонение холостые (неформуемые) участки пленки, т. е. эти участки могут быть выполнены той же толщины, что и толщина стенок ячеек упаковки, и даже более тонкими, так как холостые участки не влияют на качество (проницаемость) упаковки.
Фмг.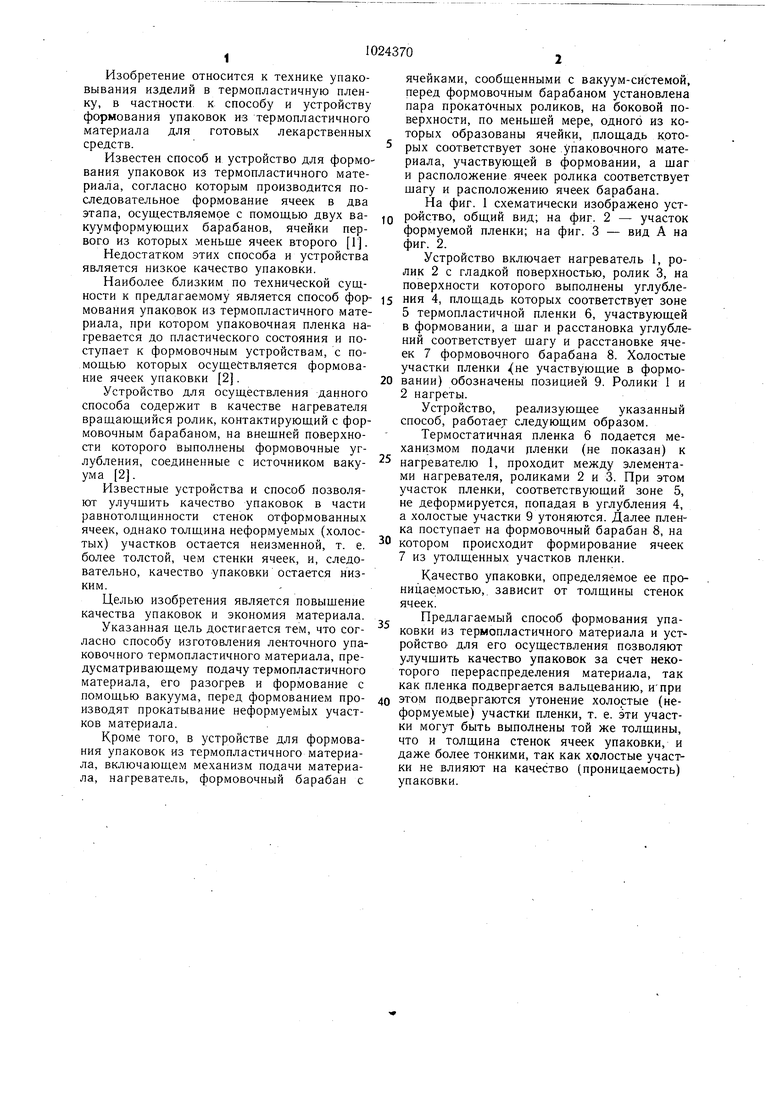
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЕМКОСТЕЙ ИЗ ПЛЕНОЧНОГО МАТЕРИАЛА И ИХ ЗАПОЛНЕНИЯ ЖИДКИМ ПРОДУКТОМ | 1990 |
|
RU2079422C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗОНАПОЛНЕННОЙ АМОРТИЗИРУЮЩЕЙ ПЛЕНКИ | 1992 |
|
RU2031796C1 |
| СПОСОБ ФОРМОВАНИЯ ПРОДУКТА ИЗ ПИЩЕВОЙ МАССЫ И ЕГО УПАКОВЫВАНИЯ | 2012 |
|
RU2650693C2 |
| Устройство для упаковки изделий между пленкой и фольгой | 1980 |
|
SU891504A1 |
| Устройство для упаковки изделий между пленкой и фольгой | 1980 |
|
SU865696A1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОДУКТОВ ПИТАНИЯ | 2012 |
|
RU2575215C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ УПАКОВОК С КАРМАНАМИ | 2000 |
|
RU2165873C1 |
| Способ изготовления амортизирующего полимерного материала и устройство для его осуществления | 1990 |
|
SU1781084A1 |
| Устройство для формирования ленточного упаковочного материала | 1975 |
|
SU573122A3 |
| ПРИГОДНЫЙ ДЛЯ ПЕРЕРАБОТКИ ТЕРМОФОРМОВАНИЕМ УПАКОВОЧНЫЙ МАТЕРИАЛ С УСАДОЧНЫМИ СВОЙСТВАМИ | 2007 |
|
RU2445214C2 |

1. Способ изготовления ленточного упаковочного термопластичного материала, предусматривающий подачу материала, его разогрев и формование с помощью вакуума, отличающийся тем, что, с целью повышение качества упаковок и экономии материала, перед формованием производят прокатыва-,, ние неформуемых участков материала. 2. Устройство для изготовления ленточного упаковочного термопластичного материала, содержащее механизм подачи матер11ала, нагреватель, формовочный барабан с ячейками, сообщенными с вакуум-системой, Отлычаюы егся тем, что, с целью повыщения качества упаковок и экономии материала, перед- формовочным барабаном установлена пара прокаточных роликов, на боковой поверхности, по меньшей мере, одного из которых образованы ячейки, площадь которых соответствует зоне упаковочного материала, участвующей в формовании, а шаг S и расположение ячеек ролика соответствует щагу и расположению ячеек барабана. (Л о tsD 4 СО 
&ijdf
.З
| ) I | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Солесос | 1922 |
|
SU29A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
