))етение итносится к машинам для электрической :онтактнон оваркп (для двухсторонней точечной, рельефной, пювИОЙ (ГЛН СТЫ1;ОВОЙ сварки СОНРОТ 1 Л(нием), в которых электроды подключены к вторичной оомотке с арочного трансформатора (или к обмоткам двух T)ai i-форматороп) прн помощи токоведущих miiH.
Существенным недостатком iisiiecTHbix маш,Я подобного тпна является большая индуктивность ),оричного контура.
Согласно изобретению, с целью уменьшения индуктивности вторичного контура и устранения влргяния на ату 11ндукт1 вiiocTJ) 1 носнмых в контур ферромагнитных масс спариваемого изделия, токоведущие шины об|1 1зуют две пары взаимно изолированных нроводни|;оБ, максимально сближенных между собой и обтекаемых сварочными токами И1)оти,1онолс ;нь х нанравлений.
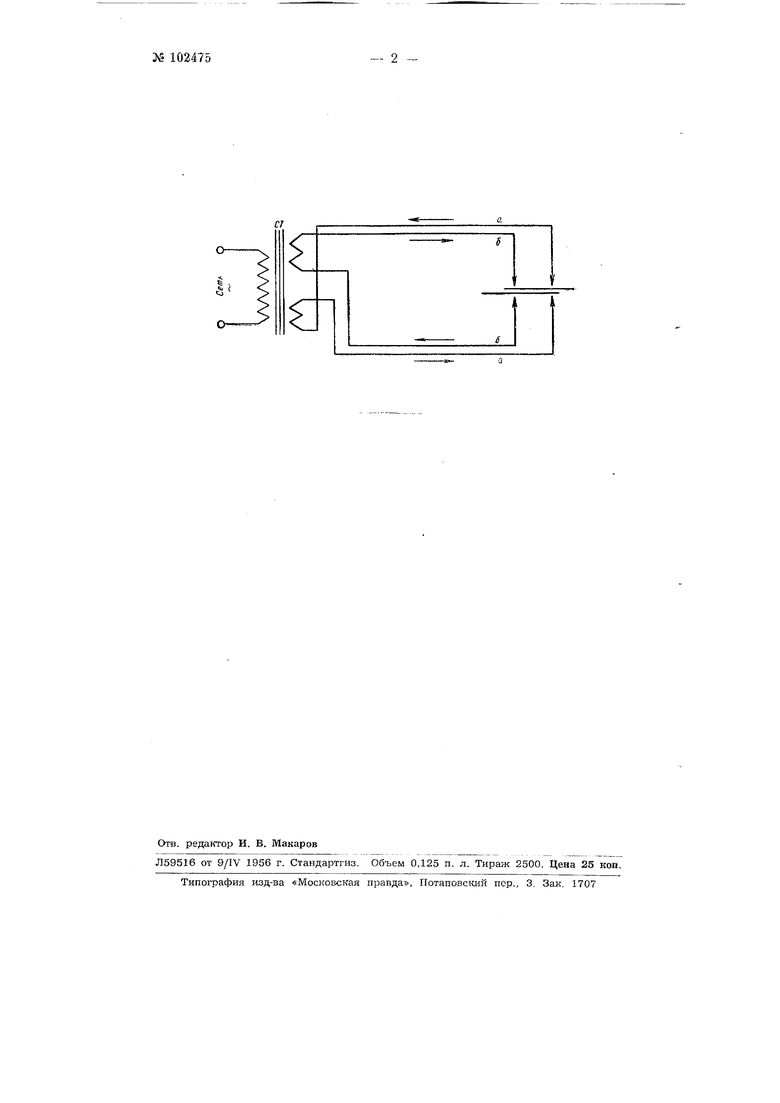
г1 черте; ;е iLoi;a3.-uia электрическая схема 11редлол;е1111ой ма Н11ны для электрической контактной сварк г.
и1;кдая пара совместно работаю1цих электродор. питается от общеги (пмеюи1;его две самостоятельные вторичные обмотки.) сва1)очиого Т1)анс|)0рматора (СТ) (или д|;ух 1)аздельных трансформаторов) через близко расположенные, но изолиро1:.ал1иые меи..ду собой HI,ты (а) - (а) и (б) - (б).
)Лагодаря нрибли ительпо одинаковым электрнчес,;1(;м параметрам этих двух, контуров фазы сварочных токов в них могут быть либо одинаковы, либо смещены на угол, близ1;ип ,; 150-iNll элект1И1чс(:ким градусам.
Во втором случае э. д. i. взаимоиндукции в ка;1;дом контуре частично комненснрует :) д. с. самопндукцпи, в результате чего при достаточно близком размещении параллельных участков ншн индуктнвность каждого контура может быть ,;ена прнблнзительпо в т)и 1)аза.
Примерно в таком же соотношении находятся и кажуи1песя (полные) сопротивления кмнтуров для случаев их одновременного н раздельного включения. При этом активное сопрот11влен1 е каждого KOHTyjia снижается до 40%, что объясняется более равномерным 11аснределенпем тока но сеченню благода1)я сочетапиш аффекта бл1,зостн с ,и)ве11хностным н| |фектом.
II j е д м е т и з о б р с т е н н я Мапаша для элешрическои контактной ri;ai)KH (для двухсто)опней точечной, 1)ельефной, шовной или етыковой сварки сонротивленнем), в кото)ой электроды нодключе,1Ь к вторпчно: обмотке сварочного трансформатора ( к обмоткам двух Т|1аг1сфермато11ои) при номон;и токоведуших И111П, о т л и ч а ю а я с я тем, что, с нелью уменьнгения индуктивности вторичного контура и устранения влпяппя 1Г, ату ппдуктпвность впоснмых в контур ферромагнитных масс сварпваемого изделия, пгпны образуют две пары взаимно изолированных провод1 иков, максимально сближенных меж,ду собой и обтекаемЬХ свароч гыул; тоьям ; ,ipoTin;.niCлол;пы направлекиГ;.
f/
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической стыковой сварки | 1939 |
|
SU59436A1 |
| Сварочный аппарат для автоматической дуговой сварки | 1944 |
|
SU66063A1 |
| Устройство для автоматической стыковой сварки | 1939 |
|
SU59193A1 |
| Машина для контактной сварки | 1976 |
|
SU620350A2 |
| Способ пневматической подачи флюса | 1949 |
|
SU82896A1 |
| Способ точечной сварки на многоэлектродной точечной машине | 1950 |
|
SU92248A1 |
| Шланговый автомат для сварки под слоем флюса | 1949 |
|
SU82786A1 |
| Способ сварки кольцевых швов, например, стыков труб | 1958 |
|
SU122560A1 |
| Устройство для контактной много-элЕКТРОдНОй СВАРКи | 1978 |
|
SU795814A1 |
| МНОГОЭЛЕКТРОДНОЕ УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ АРМАТУРНОЙ СЕТКИ | 2009 |
|
RU2424882C1 |