(54) УСТРОЙСТВО ДЛЯ МНОГОЭЛЕКТРОДНОЙ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ
изолированные i уппы, одна из которых при помощи шины соединена с нейтралью звезды, а каждая из остальных трех групп соединена с соответствующим полюсом звезды.
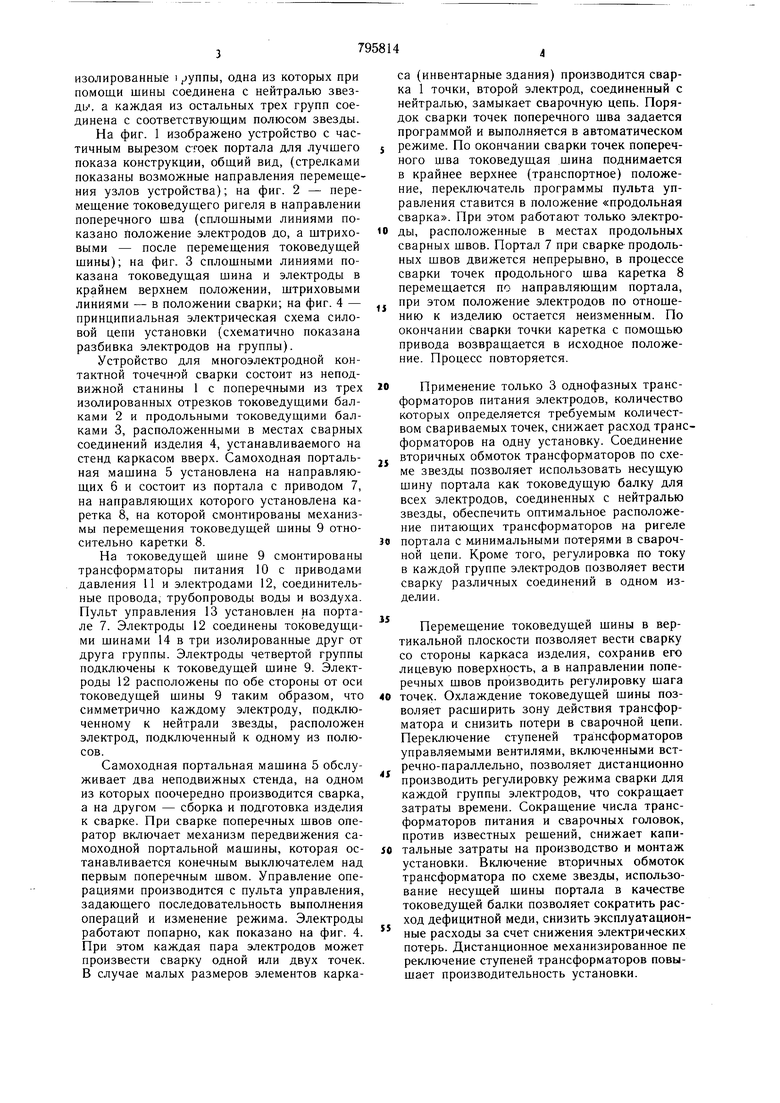
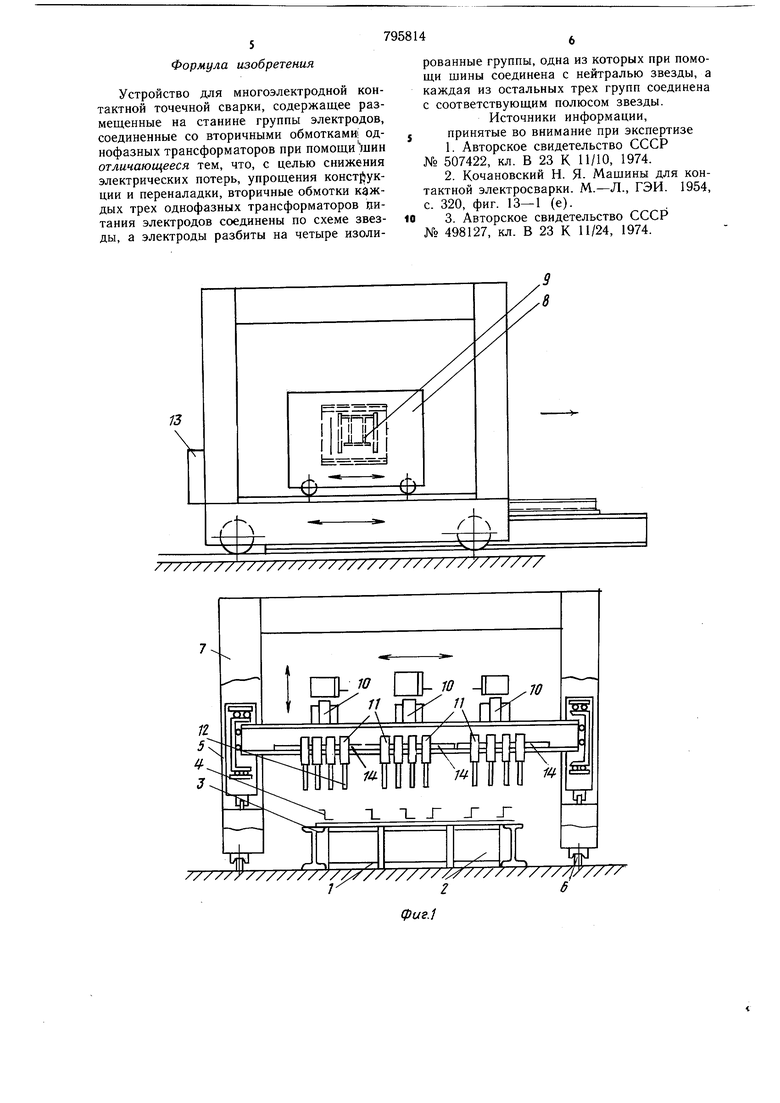
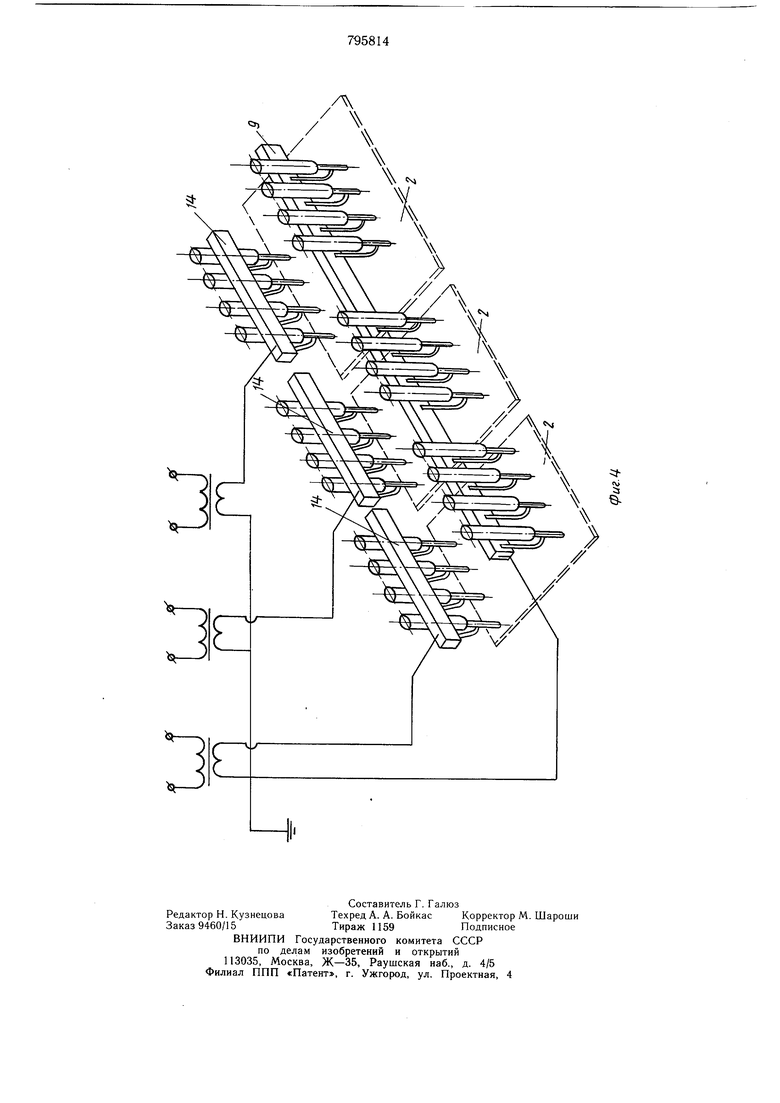
На фиг. 1 изображено устройство с частичным вырезом стоек портала для лучщего показа конструкции, общий вид, (стрелками показаны возможные направления перемещения узлов устройства); на фиг. 2 - перемещение токоведущего ригеля в направлении поперечного щва (сплощными линиями показано Положение электродов до, а щтриховыми - после перемещения токоведущей щины); на фиг. 3 сплощными линиями показана токоведущая шина и электроды в крайнем верхнем положении, штриховыми линиями - в положении сварки; на фиг. 4 - принципиальная электрическая схема силовой цепи установки (схематично показана разбивка электродов на группы).
Устройство для многоэлектродной контактной точечной сварки состоит из неподвижной станины 1 с поперечными из трех изолированных отрезков токоведущими балками 2 и продольными токоведущими балками 3, расположенными в местах сварных соединений изделия 4, устанавливаемого на стенд каркасом вверх. Самоходная портальная мащина 5 установлена на направляющих 6 и состоит из портала с приводом 7, на направляющих которого установлена каретка 8, на которой смонтированы механизмы перемещения токоведущей шины 9 относительно каретки 8.
На токоведущей шине 9 смонтированы трансформаторы питания 10 с приводами давления 11 и электродами 12, соединительные провода, трубопроводы воды и воздуха. Пульт управления 13 установлен на портале 7. Электроды 12 соединены токоведущими щинами 14 в три изолированные друг от друга группы. Электроды четвертой группы подключены к токоведущей шине 9. Электроды 12 расположены по обе стороны от оси токоведущей щины 9 таким образом, что симметрично каждому электроду, подключенному к нейтрали звезды, расположен электрод, подключенный к одному из полюсов.
Самоходная портальная мащина 5 обслуживает два неподвижных стенда, на одном из которых поочередно производится сварка, а на другом - сборка и подготовка изделия к сварке. При сварке поперечных швов оператор включает механизм передвижения самоходной портальной мащины, которая останавливается конечным выключателем над первым поперечным швом. Управление операциями производится с пульта управления, задающего последовательность выполнения операций и изменение режима. Электроды работают попарно, как показано на фиг. 4. При этом каждая пара электродов может произвести сварку одной или двух точек. В случае малых размеров элементов каркаса (инвентарные здания) производится сварка 1 точки, второй электрод, соединенный с нейтралью, замыкает сварочную цепь. Порядок сварки точек поперечного шва задается программой и выполняется в автоматическом
режиме. По окончании сварки точек поперечного шва токоведущая щина поднимается в крайнее верхнее (транспортное) положение, переключатель программы пульта управления ставится в положение «продольная сварка. При этом работают только электроды, расположенные в местах продольных сварных швов. Портал 7 при сварке продольных щвов движется непрерывно, в процессе сварки точек продольного шва каретка 8 перемещается по направляющим портала, при этом положение электродов по отношению к изделию остается неизменным. По окончании сварки точки каретка с помощью привода возвращается в исходное положение. Процесс повторяется.
Применение только 3 однофазных трансформаторов питания электродов, количество которых определяется требуемым количеством свариваемых точек, снижает расход трансформаторов на одну установку. Соединение
вторичных обмоток трансформаторов по схеме звезды позволяет использовать несущую шину портала как токоведушую балку для всех электродов, соединенных с нейтралью звезды, обеспечить оптимальное расположение питающих трансформаторов на ригеле
0 портала с лшнимальными потерями в сварочной цепи. Кроме того, регулировка по току в каждой группе электродов позволяет вести сварку различных соединений в одном изделии.
Перемещение токоведущей шины в вертикальной плоскости позволяет вести сварку со стороны каркаса изделия, сохранив его лицевую поверхность, а в направлении поперечных швов производить регулировку шага
точек. Охлаждение токоведушей шины позволяет расширить зону действия трансформатора и снизить потери в сварочной цепи. Переключение ступеней трансформаторов управляемыми вентилями, включенными встречно-параллельно, позволяет дистанционно производить регулировку режима сварки для каждой группы электродов, что сокращает затраты времени. Сокращение числа трансформаторов питания и сварочных головок, против известных рещений, снижает капиO тальные затраты на производство и монтаж установки. Включение вторичных обмоток трансформатора по схеме звезды, использование несущей щины портала в качестве токоведущей балки позволяет сократить расход дефицитной меди, снизить эксплуатационные расходы за счет снижения электрических потерь. Дистанционное механизированное пе реключение ступеней трансформаторов повышает производительность установки.
Формула изобретения
Устройство для многоэлектродной контактной точечной сварки, содержащее размещенные на станине группы электродов, соединенные со вторичными обмотками однофазных трансформаторов при помощишин отличающееся тем, что, с целью снижения электрических потерь, упрощения конст1 укции и переналадки, вторичные обмотки каждых трех однофазных трансформаторов питания электродов соединены по схеме звезды, а электроды разбиты на четыре изолированные группы, одна из которых при помощи шины соединена с нейтралью звезды, а каждая из остальных трех групп соединена с соответствующим полюсом звезды.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 507422, кл. В 23 К П/Ю, 1974.
2.Кочановский Н. Я. Мащины для контактной электросварки. М.-Л., ГЭИ. 1954, с. 320, фиг. 13-1 (е).
3.Авторское свидетельство СССР № 498127, кл. В 23 К 11/24, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ МНОГОЭЛЕКТРОДНОЙ ТОЧЕЧНОЙ СВАРКИ КОРОБЧАТЫХ КОНСТРУКЦИЙ В ТРУДНОДОСТУПНЫХ МЕСТАХ | 1969 |
|
SU251111A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ШОВНОЙ СВАРКИ | 1968 |
|
SU220375A1 |
| Устройство для контактной точеч-НОй СВАРКи | 1977 |
|
SU795812A1 |
| Многоэлектродная установка для контактной точечной сварки | 1986 |
|
SU1321541A1 |
| Устройство для контактной многоточечной сварки | 1971 |
|
SU959949A1 |
| МНОГОЭЛЕКТРОДНОЕ УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ АРМАТУРНОЙ СЕТКИ | 2009 |
|
RU2424882C1 |
| АДАПТИВНЫЙ ПНЕВМОГИДРАВЛИЧЕСКИЙ РОБОТ | 2002 |
|
RU2224637C1 |
| Машина для контактной сварки | 1976 |
|
SU620350A2 |
| Машина для контактной точечной ультразвуковой сварки | 1986 |
|
SU1320031A1 |
| ПОРТАЛЬНЫЙ РОБОТ | 1988 |
|
RU2022770C1 |
ц. / 41 ,7 ( m
12
