Сварочные автоматы для сварки прерывистым оплавлением должны обеспечить одинаково хорошее качество сварки, высокую производительность, при сварке одинаковых деталей вполне идентичную сварку, и не должны требовать для своего обслуживания высококвалифицированного сварщика.
Существующие сварочные автоматы не могут обеспечить заранее заданную характеристику скорости подачи свариваемых изделий, что ухудшает качество работы сварочного автомата.
Предметом настоящего авторского свидетельства является устройство для автоматической стыковой сварки методом оплавления, с применением гидроэлектрического управления подачей свариваемых изделий, в котором означенные выще недостатки устранены.
В предлагаемом устройстве, с целью создания заранее заданной характеристики скорости подачи свариваемых изделий Цри оплавлении, применен копир, управляющий движением золотника гидравлического цилиндра подачи изделия и в свою очередь приводимый в движение вспомогательным гидравлическим цилиндром с электромагнитным гидравлическим золотником, действующим от электромагнитных реле времени.
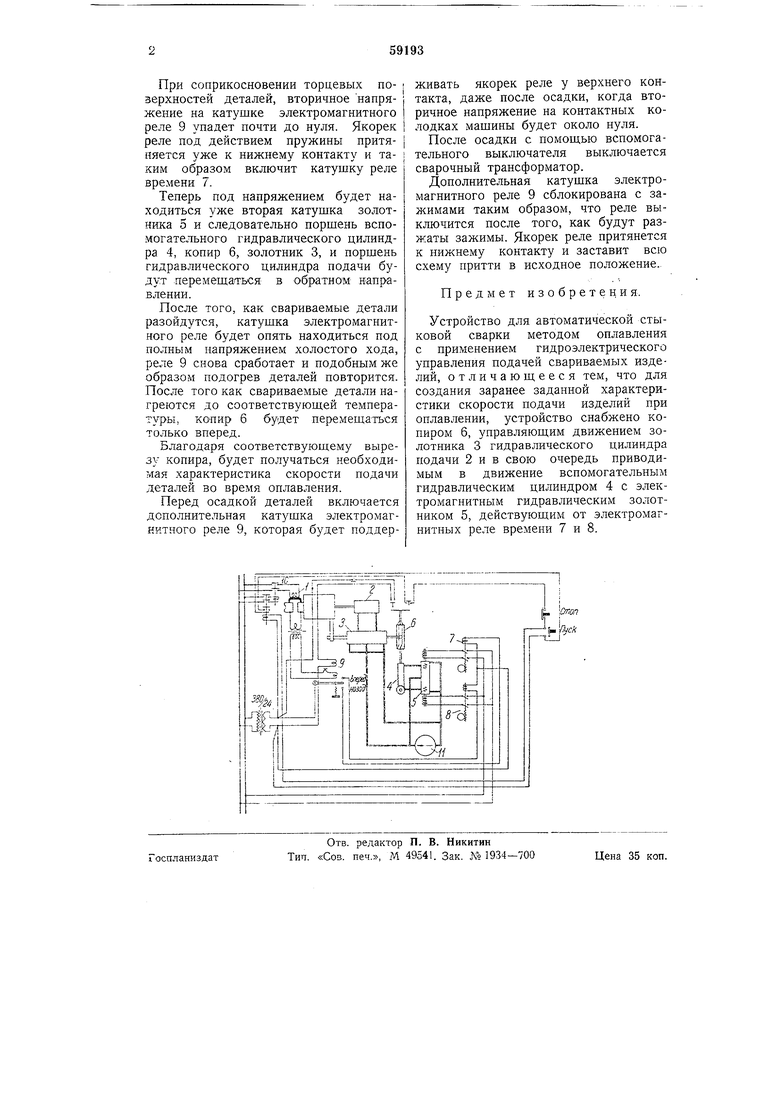
Сущность изобретения поясняется чертежом, на котором изображена общая (электрическая и гидравлическая) схема предлагаемого устройства.
Как видно из этой схемы, после нажатия на кнопку «пуск включается в цепь, через контактор 10, сварочный трансформатор 1. Возникщее во вторичной цепи трансформатора напряжение при холостом ходе заставит якорек электромагнитного реле 9 притянуться к верхнему контакту и таким образом включить в цепь катущку реле времени 8. Реле времени, в свою очередь, через определенный промежуток времени включит катущку вспомогательного золотника 5, который заставит масло (от гидравлического насоса 11) поступать в полость вспомогательного цилиндра 4 и перемещать копир вперед. Скорость движения копира регулируется гидравлическим редуктором.
При движении копира будет перемещаться и плунжер золотника 3, управляющего ходом гидравлического цилиндра подач 2. Гидравлические цилиндры, действуя на подвижную плиту мащины, заставят свариваемые детали притти в соприкосновение; таким образом начнется процесс подогрева.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической стыковой сварки | 1939 |
|
SU59436A1 |
| Сварочный аппарат для автоматической дуговой сварки | 1944 |
|
SU66063A1 |
| Способ сварки кольцевых швов, например, стыков труб | 1958 |
|
SU122560A1 |
| Машина для электрической контактной сварки | 1955 |
|
SU102475A1 |
| Устройство управления процессом контактной стыковой сварки оплавлением с подогревом звеньев цепей | 1986 |
|
SU1412905A1 |
| Устройство для управления стыкосварочной машиной | 1982 |
|
SU1053995A1 |
| Способ сварки термопластичных пленок | 1960 |
|
SU139816A1 |
| Электрическое устройство для копировальных станков | 1936 |
|
SU51822A1 |
| ЭЛЕКТРОГИДРАВЛИЧЕСКИЙ ПРИВОД МАШИНЫ ДЛЯ КОНТАКТНОЙ ЭЛЕКТРОСВАРКИ | 1953 |
|
SU96068A1 |
| Устройство для регулирования продолжительности сварки | 1931 |
|
SU38952A1 |
