Ю
сд
4
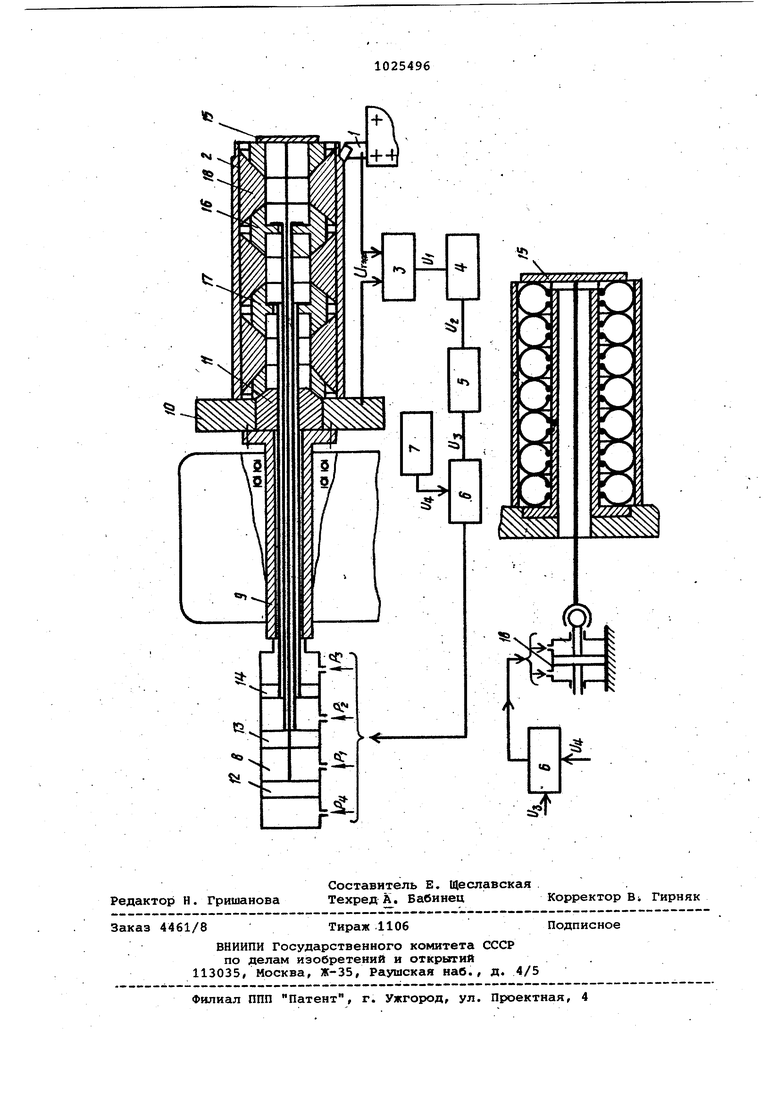
QD ffi Изобретение относится к станкостроению и может быть использовано на автоматизированных станках, в то числе с ЧПУ. Известно устройство для реализации способа поднастройкисистемы СПИД, содержащее датчик частоты и амплитуды относительных колебаний резца и детали в.виде естественной термопары резец-деталь, усилитель, фильтр, блок управления и исполнительный механизм регулирования жест кости системы СЧНедостаток известного решения заключается в том, что исполнительн механизм имеет ограниченные техноло гические возможности и не обеспечивает требуемой точности обработки, эффективного снижения уровня вибрации при обработке тонкостенной дета типа труб, гильз, втулок и т.д. Цель изобретения - повышение точ ности обработки и виброустойчивости системы СПИД. Указанная цель достигается тем, что в устройстве для обработки тонк стенных труб, устанавливаемом иа шпинделе токарного станка, содержащем систему управления и исполнител ный механизм регулирования жесткост системы, исполнительный механизм v выполнен в виде многокамерного цили дра с поршнем и промежуточными коль цами с расположенными между ними упругими элементами, причем каждый поршень цилиндра шарнирно соединен с одним из промежуточных колец, На чертеже представлено устройст для обработки тонкостенных труб, об щий вид. Устройство включает в себя резец 1, которым обрабатывается деталь причем резец 1 и деталь 2 образуют естественную термопару - датчик час тоты и амплитуды относительных коле баний резца и детали, уст-ройство 3 измерения ЭДС, блок 4 вьщеления переменной составляющей термо-ЭДС, усилител 5, блок 6 управления золо никами и дросселями, задатчик 7 уровня вибрации, цилиндр 8, установ ленный на шпинделе 9 станка, планшайбу 10 с центрирующим конусом 11, поршни 12-14, соединенные жестко с фланцем 15 и промежуточными кольца- ми 16 и 17 соответственно, кольцевые упругие элементы 18, установленные между промежуточными кольцс1ми. Устройство для обработки тонкостенных труб работает следующим образом.. Деталь 2 устанавливается на кольцевые упругие элементы 18, в потоковые полости цилиндра 8 подается под давлением Р , Р. и Р рабочая среда (масло, воздух). Фланец 15 жестко связанный со штоком поршня 12, и промежуточные кольца 16 и 17, которые жестко соединены со штоками поршнем 13 и 14 начинают перемещаться, тем самым разжимаются кольцевые упругие элементы 18 и создаётся равномерно распределенная нагрузка по внутреннему контуру детали 2, последняя надежно зажимается кольцевыми упругими элементами 18, подводится резец 1 и начинается обработка детали 2. При контакте резца 1 с обрабатываемой деталью 2 возникает термо-ЭДС естественной термопары резец-деталь, которая измеряется устройством 3 и в виде сигнала U подается в блок; 4, где выделяется переменная срставлякицая термо-ЭДС, пропорциональная частоте и амплитуде автоколебаний Ui. Сигнал U. через усилитель 5 (U-j) подается на блок управления, где сравнивается с сигналом датчика 7 уровня вибрации. Сигнал рассогласования воздействует через логические схемы на электромагнитные золотники, далее через дроссели (не показаны) в виде давлений Р , Р и P-J, подается в соответствующие полости цилиндра 8. Поршни 12-14 перемещаются, соответственно перемещаются промежуточные кольца 16 и 17 и фланец 15, увеличивается жесткость детали 2 и система СПИД, отстраивается от резонанса вибрации в автоколебательном режиме. Применение предлагаемого устройства для обработки тонкостенных труб позволяет минимизировать уровень вибрации при резании (вынужденных и автоколебаний) путем регулирования . жесткости системы СПИД, повысить точность обработки и виброустойчи§ость.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поднастройки системы СПИД | 1982 |
|
SU1038082A1 |
| Способ поднастройки системы СПИД | 1980 |
|
SU900992A1 |
| Способ поднастройки системы СПИД | 1983 |
|
SU1065092A2 |
| Устройство для обработки пустотелых цилиндрических деталей | 1981 |
|
SU948541A1 |
| Устройство поднастройки системы СПИД | 1981 |
|
SU952447A1 |
| Способ измерения термо-ЭДС при точении | 2020 |
|
RU2746316C1 |
| Способ измерения термо-ЭДС при точении | 2020 |
|
RU2737660C1 |
| Устройство "нева" для отрезки детали на токарном станке | 1982 |
|
SU1074660A1 |
| Устройство для обработки нежестких пустотелых деталей | 1982 |
|
SU1065104A1 |
| Устройство для обработки нежестких деталей | 1980 |
|
SU973296A1 |
УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТОНКОСТЕННЬК ТРУБ, устанавливаемое на шпинделе токарного станка, содержащее систему управления и исполнительный механизм регулирования жесткости системы, отличающееся тем, что, с целью повьвления точности обработки путем повышения виброустойчивости систеьм СПИД, нрполнительный механизм выполнен в виде многокамерного цилиндра с поршнями и промежуточными кольцами с расположенными между ними упругими элементами, причем каждый поршень цилиндра шарнирно соединен с одним из промежуточных колец. W
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР по заявке, 2895704/25-08, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
