Для ускорения правильной установки шпинделя в предлагаемом переносном станке для фрезерования шпоночных канавок применены колодки, которые, при зажиме между ними вала, устанавливают направляющие салазок параллельно оси вала, благодаря тому, что соприкасающиеся поверхности колодки, расположенные под углом и параллельные оси винта салазок, являются при установке касательными плоскостями к цилиндрической поверхности вала; помимо указанного, для получения требуемой чистоты и точности расположения канавки для шпонок, в любом месте вала устанавливается на салазках фланец, который удерживает и центрирует фрезу.
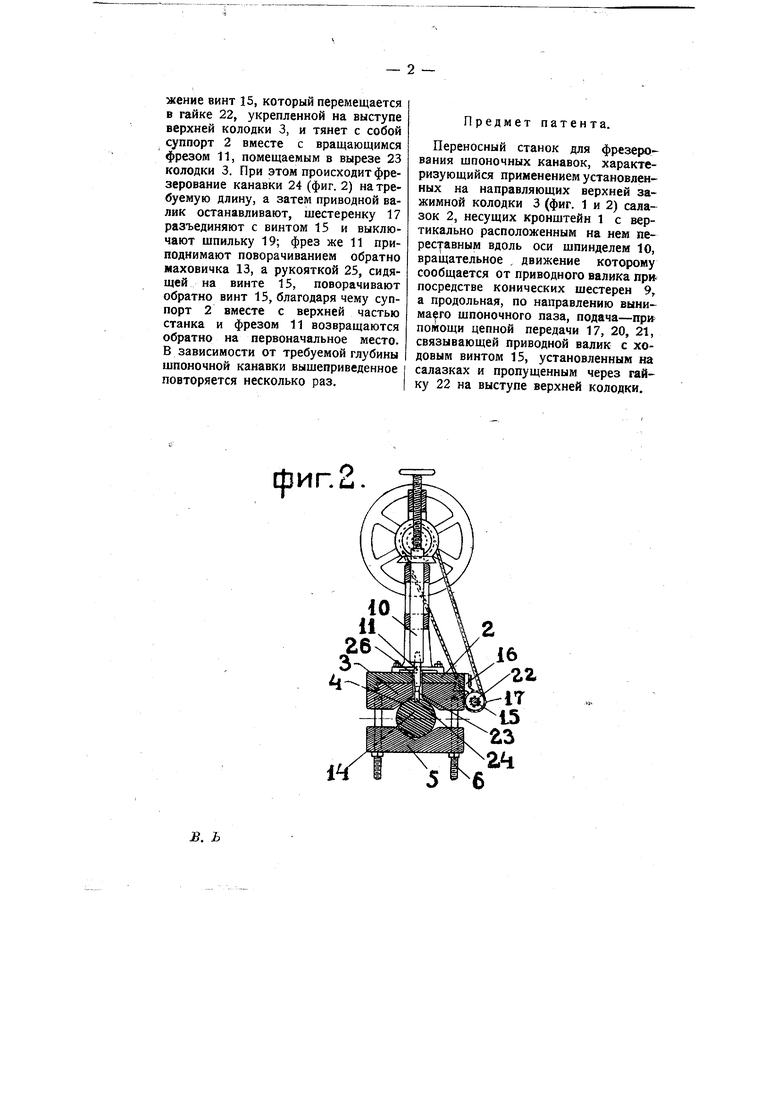
На чертеже фиг, 1 изображает вид сбоку переносного станка, установленного на валу; фиг. 2-.-ТО же, вид спереди с частичным юперечным раз;резом салазок и вала.
Переносный станок для фрезерования шпоночных канавок (фиг.,1 и 2) состоит из кронштейна 1, укрепленного на салазках 2, которые могут двигаться вправо и влево по направляющим колодки 3, имеющей центрирующее углубление 4 (фиг. 2) для ялотного прилегания обрабатываемого
вала 14. На последнем колодка 3 укреплена болтами 6 вместе с нижней колодкой 5. При вращении рукоятки 7 маховика 8 приводится в движение шпиндель 10 при посредстве конических шестерен 9. В шпиндель 10 вставлен шпоночный фрез 11, хвост которого помещен в отверстие фланца 26, укрепленного на суппорте 2. При вращении маховичка 13, сидящего на винте 12, вращающийся . фрез И опускается вниз и углубляется в обрабатываемый вал 14. На шейке винта 15, выходящей наружу через подшипник 16, сидит свободно шестеренка 17, Рядом с шестеренкой, на конце шейки винта 15, укреплен фланец 18. Шестеренка 17 и фланец 18 имеют в боковой части совпадающие отверстия. В последние вставляется шпилька 19 для сцепления, при котором вращающаяся шестеренка 17 приводит в движение винт 13. Таким образом, когда углубление в обрабатываемом валу 14 достигает требуемой глубины для первого прохода, поворачивание маховичка 13 приостанавливается и включается шпилька 19 Шестеренка 17 соединена цепью 20 с шестеренкой 21, сидящей на приводном валике. Поворачивая рукоятку 7 маховика 8 приводится в движение винт 15, который перемещается в гайке 22, укрепленной на выступе верхней колодки 3, и тянет с собой суппорт 2 вместе с вращающимся фрезом 11, помещаемым в вырезе 23 колодки 3. При этом происходит фрезерование канавки 24 (фиг. 2) на требуемую длину, а затем приводной валик останавливают, шестеренку 17 разъединяют с винтом 15 и выключают шпильку 19; фрез же 11 приподнимают поворачиванием обратно маховичка 13, а рукояткой 25, сидящей на винте 15, поворачивают обратно винт 15, благодаря чему суппорт 2 вместе с верхней частью станка и фрезом 11 возвращаются обратно на первоначальное место. В зависимости от требуемой глубины шпоночной канавки вышеприведенное повторяется несколько раз.
Предмет патента.
Переносный станок для фрезерования шпоночных канавок, характеризующийся применением установленных на направляющих верхней зажимной колодки 3 (фиг. 1 и 2) салазок 2, несущих кронштейн 1 с вертикально расположенным на нем переставным вдоль оси шпинделем 10, вращательное , движение которому сообщается от приводного валика припосредстве конических шестерен 9, а продольная, по направлению выннма го шпоночного паза, подача-при помощи цепной передачи 17, 20, 21, связывающей приводной валик с ходовым винтом 15, установленным на салазках и пропущенным через гайку 22 на выступе верхней колодки.

ГГ1

