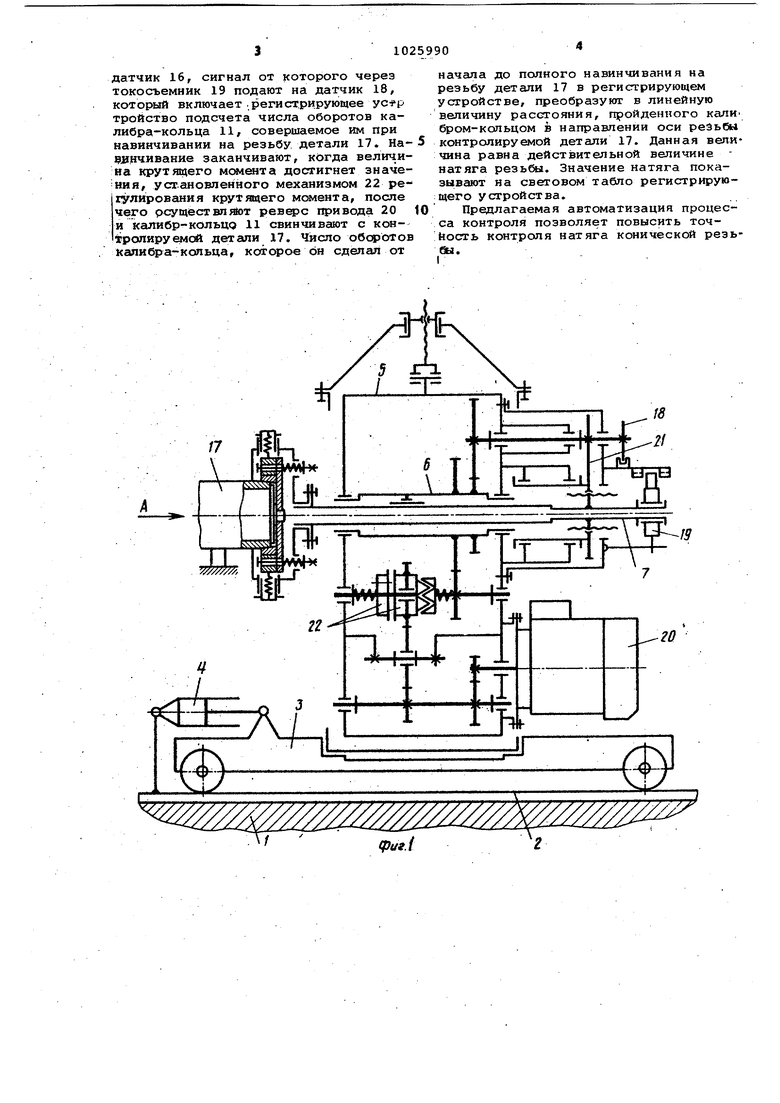
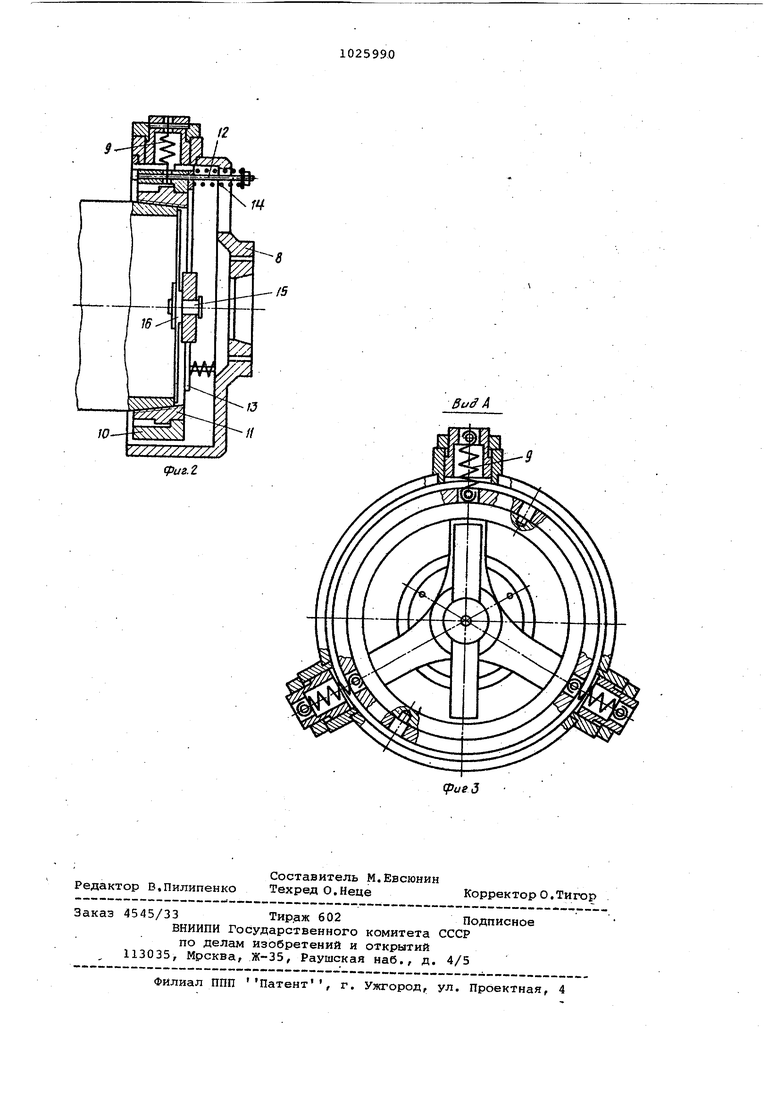
Изобретение 6тноси ся к контрольн измерительной технике, а именно к контролю натяга конической резьбы на бурильных и обсадных трубах. Известно устройство для контроля натяга конической резьбы, содержащее основание с базовой плоскостью, плат форму, установленную на основании с возможностью перемещения параллельно базовой.плоскости, каретку установленную на платформе с возможностью перемещения перпендикулярно базовой плоскости основания, шпиндель, установленный на каретке с возможностью вращения и перемещения параллельно базовой плоскости основания, самоустанавливающуюся обойму, расположенную на конце птинделя, резьбой калибр-кольцо, закрепленный в самоустанавливающёйся обойме, привод враК1ения и перемещения шпинделя и механизм регулирования крутящего мо мента, расположенные на каретке 1. В известном устройстве операция определения натяга резьбы не автоматизирована, что снижает точночть контроля, а самоустанавливающаяся обойма имеет сложную конструкцию. Цель изобретения -г повышение ности контроля и упрощение конструкции. Указанная цепь достигается -Тем, что устройство для контрсзяя натяга конической резьбы, содержащее основа ние с базовой плоскостью, платформу, ус гановленную на основании с возможностью перемещения перпендикулярно базовой плоскости,каретку,установленнут на платфор ле с воз сложностью перемещени перпенянкул1фно базовой плоскости ос нования, шпиндель, установленный на каретке с возможностью -вращения и пе ремещения параллельно базовсй roiocKo ти основания, самоусганааливаюа1уюся обойму, расположенную на конце шпинделя, резьбовой калибр-кольцо, закре ленный в самоустанавливаклцейся обЬй ме, 1ФИВОД зеращения и перемещения . шпинделя и механизма регулирования . крутящего момента, расположенные на каретке, снабжено контактным датчике, у err аноапенным на самОусганавлив дающейся обойме с возможностью перемещения параллельно оси шпинделя и лредн аз качанным Д71я взаимодействия с контролируемой деталью, и датчиком подсчета числа оборотов резьбового калибра-кольца, связанным со шпинделем и. с контактным датчиком. Кроме того, самоустанавливающаяся обойма связана со юпИнделем пружинами растяжения, расположенными в радиальном направлении. На фиг.1 изображено устройство для контроля натяга конической резьбы; на фиг.2 - самоустанавливающаяся обойма с резьбовым калибром-кольцом и контактным датчиком, разрез; на фиг.З - вид А на .фиг.1. Устройство содержит основание 1 с базовой плоскостью 2,платформу 3, установленную на основании 1 с возможностью перемещения параллельно базовой плоркости 2 с помощью пНевмоцилиндра 4, и каретку 5, установленную на платформе .3 с возможностью перемещения перпандик лярно базовой плоскости 2 основания. На каретке 5 во втулке 6 установлен шпиндель 7 с возможностью вращения и перемещения параллельно базовой плоскости 2 вместе со втулкой 6. К концу шпинделя 7 прикреплен фланец 8(фиг. 2 и 3), 1C ксхгорому с помощью пружиа 9 растяжения, расположенных по отношению к шпинделю 7 в радиальном направлении, прикреплена самоустанавливающаяся обойма 10 с закрепленным в йей резьбовым калибром-кольцом 11. В обЪйму jpLO запрессованы штыри 12, на которых размещен-диск 13, подпружиненный к обойме 10 с помощью пружин 14. В центре диска 13 установлена ось 15, на которой с возможностью вращения рисположен контактный датчик 16, предназначенный для Взаимодействия с контролируемой деталью. 17.. Со шпинделем 7 кинематическис;вязан другой датчик 18, который служит для подачи сигная ла регистрирукяцему устройству(не показано) на подсчет числа оборотов резьбового калибра-кольца 11 при его навинчивании на кситролируемую деталь 17. Датчик 18 через токосъемник 19, расположенный на шпинделе 7, электрически связан с контактным датчиком 16. . , , - . . Для вращения шпинделя 7 и его перемаще ний параллельно базовой плоскиети 2 служит привод 20, расположенный на каретке 5 Передача движения от привода к шпинделю осуществляется через систему зубчатых колес и винтовую пару 21, передачу которой устанавливают такой, чтобы за один оборот шпинделя 7 его перемещения было рав- но mafy резьбы ксйтролируемой детали. В кинематическую цепь привода вклН)Чен механизм 22 регулирования |крутяще Гб Момента. Устройство работает следующим образом. На позицию контроля подают контролируемую деталь 17 и закрепляют. Испольэуя подвижность платформы 3 и кареТки 5, устанавливают шпиндель 7 приблизительно соосно с контролируемой деталью 17, а резьбой калибр-кольцо 11 - на некотором определенном расстоянии от торца детали 17, Включают привод 20 и осуществляют навинчивание калибра-кольца 11 на резьбу контролируемой детали 17. При начале навинчивания калибра в соприкосновение с деталью 17 приходит контактный
датчик 16, сигнал от которого через токосъемник 19 подают на датчик 18, который включает.регистрирующее тройство подсчета числа оборотов калибра-кольца 11, совершаемое им при навинчивании на резьбу детали 17. Наэжнчивание заканчивают, когда величина крутящего мсмента достигнет значения, установленного механизмом 22 регулировсшия крутящего момента, после чего рсуществлж т реверс щ ивода 20 и калибр-кольцо 11 свинчивают с контролируемой детали 17. Число оборотов калибра-кольца, которое он сделал от
начала до полного навинчивания на резьбу детали 17 в регистрирующем устройстве, преобразуют в линейную величину расстояния, пройденного кали бром-кольцом в направлении оси резьбы контролируемой детали 17. Данная величина равна действительной величине натяга резьал. Значение натяга показывают на световом табло регистрирующего устройства.
Предлагаемая автоматизация процесса контроля позволяет повысить точЬость контроля натяга конической резьбы.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ НАТЯГА КОНИЧЕСКОЙ РЕЗЬБЫ ТРУБ | 1992 |
|
RU2029222C1 |
| СПОСОБ КОНТРОЛЯ НЕДОРЕЗА РЕЗЬБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2349873C1 |
| Устройство для контроля внутренней резьбы калибром | 1981 |
|
SU1060930A1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ НАРЕЗНЫХ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312201C1 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО КОНТРОЛЯ РЕЗЬБЫ ТРУБНЫХ ИЗДЕЛИЙ | 2006 |
|
RU2342632C2 |
| СПОСОБ КОНТРОЛЯ ПАРАМЕТРОВ НАРУЖНОЙ РЕЗЬБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2151999C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ КОНИЧЕСКОЙ РЕЗЬБЫ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО РЕЗЬБОВОГО УЧАСТКА НЕФТЕПРОМЫСЛОВОЙ ТРУБЫ, И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2302935C2 |
| Устройство для контроля резьбыРЕзьбОВыМи КАлибРАМи | 1976 |
|
SU813117A1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ КОНИЧЕСКОЙ РЕЗЬБЫ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО РЕЗЬБОВОГО УЧАСТКА НЕФТЕПРОМЫСЛОВОЙ ТРУБЫ, И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2302934C2 |
| Устройство для контроля резьбы резьбовыми калибрами | 1988 |
|
SU1532801A1 |
1. УСТРОЙСТВО ДЛЯ КОНТРОЛЯ .НАТЯГА КОНИЧЕСКОЙ РЕЗЬБЫ, содержащее основание с базовой плоскостью, платформу, установленную на основании с возможностью перемещения параллельно базовой плоскости, каретку, установленную на платформе с возможностью перемещения перпендикулярно базовой Гплоскости основания, шпиндель, установленный на каретке с возможностью вращения и перемещения параллельно базовой плоскости основания, самоустанавлчвающуюся обойму, расположенную на конце шпинделя, резьбовой каЛибр-кольцо, закрепленный в самоустанавливающейся обойме, привод вращения и перемещения шпинделя и механизм регулирования .крутящего f момента, расположенные на каретке, о т-: л и ч а ю щ е е с я тем, что, с целью повышения точности, оно снабжено контактным датчиком, установленным на самоустанавливающейся обойме с возможностью перемещения параллельно оси шпинделя и предназначенным для взаимодействия с контролируемой деталью, и датчиком подсчета числа оборотов резьбового калибра-кольца, связанным (g с шпинделем и с контактным датчиком. Л 2, Устройство по п. 1, о т л ич а ю щ е -е с я тем, что, с целью упрощения конструкции, самоустанавливающаяся обойма связана с шпинделем пружинами растяжения, расположенными 2 в радиальном направлении.
1г
и
(paг. г
Вид А
| Способ закалки пил | 1915 |
|
SU140A1 |
| - Металург, 1980, №6 | |||
| с | |||
| Нивелир для отсчетов без перемещения наблюдателя при нивелировании из средины | 1921 |
|
SU34A1 |
