Изобретение относится к прокатному производству, а именно к способам Ксшнбровки тонкостенных фланцевых профилей из высокопрочных сталей и сплавов титана в многовалковых калибрах.
Известны три способа калибровки предварительно отпрессованных тонкостенных фланцевых профилей: волочение, обработка на прессах с пульсирующим приложением нагрузки и прокатка в специальных клетях l .
К недостаткам процесса калибровки волочением относятся низкая производительность процесса, обусловленная незначительными разовыми деформациями и низкой скоростью процесса волочения, значительные потери металла, плохое качество поверхности профилей, а также применение перед волочением специальных смазок,,
Несколько повышаются разовые обжатия и улучшается качество поверхностей профилей при калибровке их на прессах с пульсирующим приложением нагрузки. Однако скорость обработки остается низкой (не более 2 м/мин, велики потери металла, которые достигают 3-4%j требуется дорогостоящая смазка.
Наиболее близким к предлагаемому по техн 1ческой сущности является спо соб калибровки тонкостенных фланцевых .профилей, включаклций образование четырехвалкового калибра биконическими Валками„ Калибруют крестообразные фланцевые профили, при этом прокатку ведут в калибре между коническими поверхностями валков которого установлены зазоры.
Недостатком известного способа является ограниченный .сортамент калибруемых тонкостенных фланцевых профилей, включающий только крестообразные. Известный способ калибровки прокаткой в четырехвалковом калибре с биконическими валками не позволяет калибровать тавровые и уголковые профили. Для калибровки тавровых профилей их прокатывают в калибре, образованном двумя биконическими и одним цилиндрическим валком, а. для уголкового профиля в калибре, образованном двумя калиброванными валками.
Целью изобретения является расширение сортамента калибруемых профилей путем обеспечения возможности прокатки тавровых и уголковых профилей без перевалки валков.
Поставленная цель достигается тем, что согласно способу калибровки тонкостенных фланцевых профилей,включающему образование четырехвалкового .калибра биконическими валками по меньшей мере, два валка калибра предварительно состыкованы по их коническим поверхностям.
Калибровка четырехвалкового калибра с биконическими валками, у котороrd состыкованы своими коническимиповерхностями два или три валка, позволяет расширить сортамент калибруемых профилей, т.е„ дает возможность калибровать в одном и том же калибре, кроме крестообразных тавровые и уголковые профили„
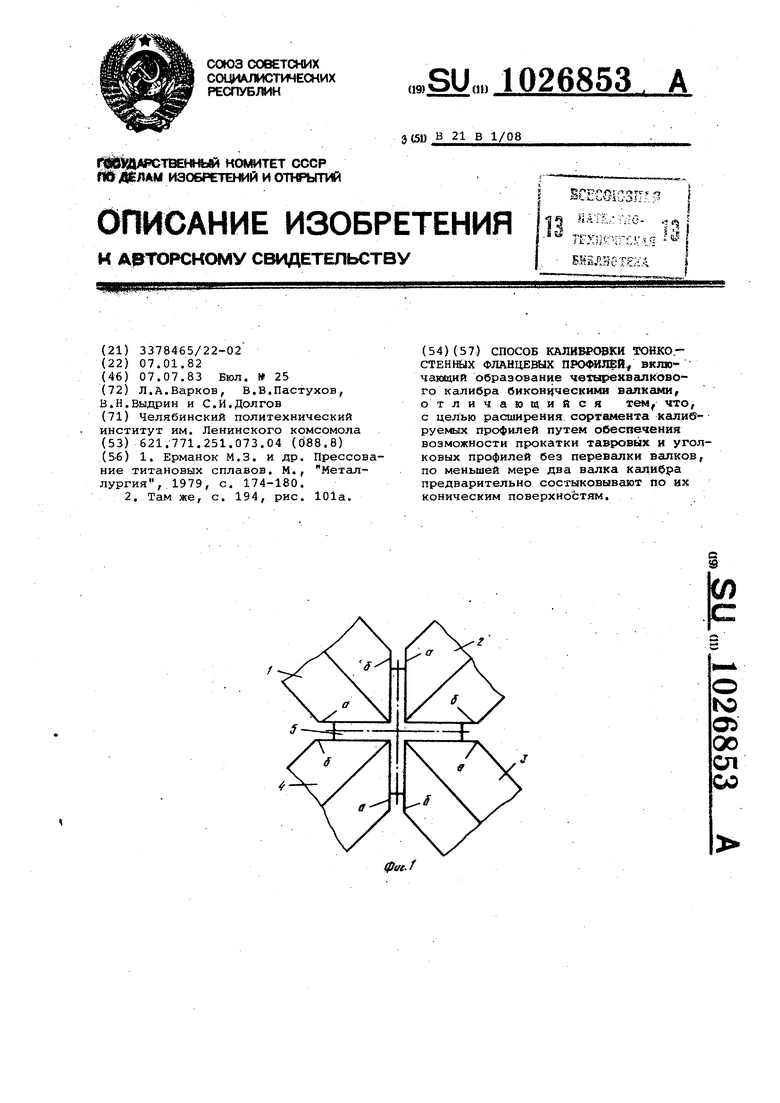
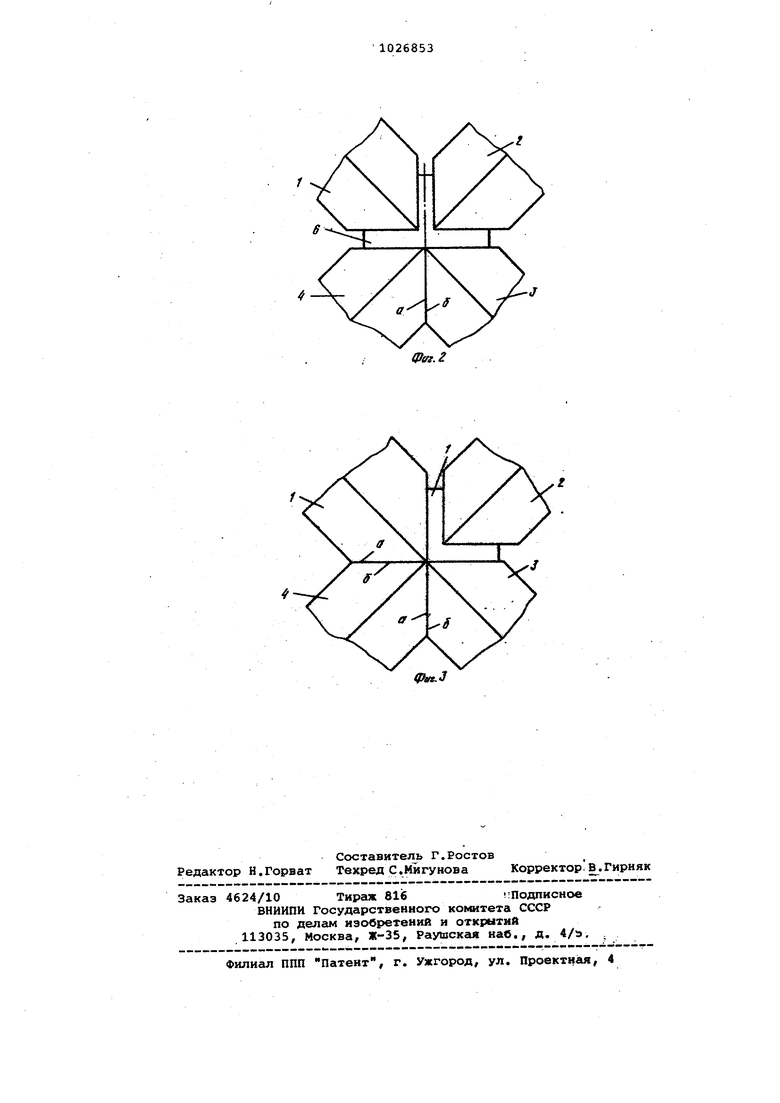
На фиг. 1 изображена схема.калибровки прокаткой крестообразного профиля в четырехвалковом калибре с биконическими валками, на фиг, 2 - схема калибровки таврового профиля, на фиГ:, 3 - схема калибровки уголкового профиля.
Калибр образован четырьмя биконическими валками 1 - 4, конические поверхности которых обозначены а и и Кроме того, изображены соответственно крестообразный профиль 5, тавровы профиль б и уголковый профиль 7,
Способ осуществляют следующим образом.
Предварительно отпрессованную кретообразную заготовку прокатывают в калибре, конические поверхности Q и валков 1-4 которого обжимают крестообразный профиль 5.
Для получения таврового профиля 6 отпрессованную тавровую заготовку пркатывают в калибре валками 1-4, предварительно состыковав конические поверхности О и б двух валков (3 и 4 валков 1-4 которого обжимают кресирокатку уголкового профиля осуществляют в калибре, у которого состыкованы конические поверхности ot и Б трех валков (l, 4 и 3).
Описанный способ калибровки тонкостенных фланцевых профилей из сплава титана ОТ-4 применяют при прокатке на лабораторном стане МК-200, Прокатку ведут в четырехвалковом калибре, у которого все четыре валка выполнен биконическими. Прокатке подвергают крестообразные заготовки с размерами 30 30 мм и толщиной полки 1,4 мм, тавровые заготовки (15 15 мм с толщной вертикальной полки и основания 1,4 мм) и уголковые заготовки С15 15 1,4 MJ4).
Все профили получены с хорошим качеством.
Предлагаемый способ к 1либровки токостенных фланцевых профилей расширяет сортамент калибруемых профилей путем обеспечения возможности iпрокатки тавровых и уголковых профилей, позволяет в 2 раза снизить затраты на изготовление инструмента, сократить .число перевалок стана.
Годовой экономический эффект от внедрения данного способа только на верхнесалдинском металлообрабатывающем заводе составляет 80 тыс. руб.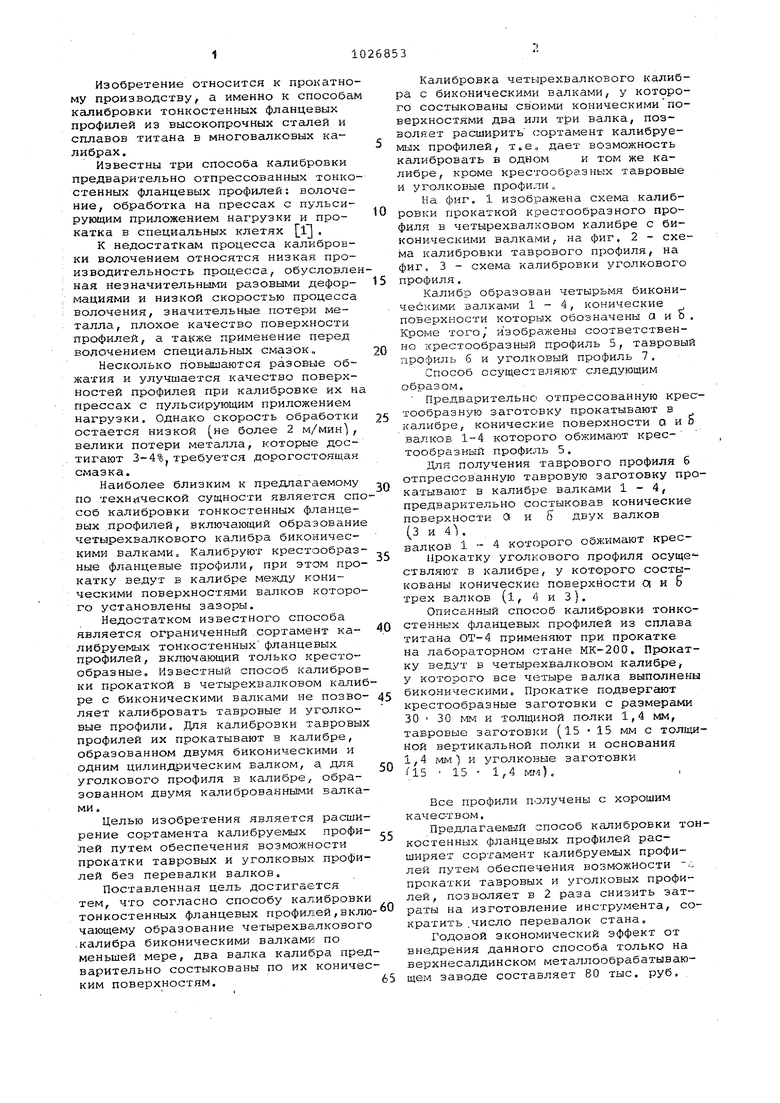
| название | год | авторы | номер документа |
|---|---|---|---|
| Четырехвалковый калибр для калибровки крестообразных профилей | 1982 |
|
SU1026856A1 |
| Способ получения тавровых профилей | 1982 |
|
SU1072930A1 |
| Способ производства рельсов | 1991 |
|
SU1793974A3 |
| Способ прокатки фланцевых профилей | 1977 |
|
SU707622A1 |
| Прокатная клеть с многовалковым калибром | 1976 |
|
SU687670A1 |
| Способ прокатки трапециевидных профилей | 1987 |
|
SU1509141A1 |
| КОЛОСНИКОВЫЙ ПРОФИЛЬ ДЛЯ ПРОИЗВОДСТВА ЩЕЛЕВЫХ СЕТОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2173224C2 |
| СПОСОБ ПРОИЗВОДСТВА ПРЕЦИЗИОННЫХ ПОЛОСОВЫХ ПРОФИЛЕЙ С ЦЕНТРАЛЬНО РАСПОЛОЖЕННЫМ ЖЕЛОБОМ | 1994 |
|
RU2062670C1 |
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| СПОСОБ ПРОКАТКИ КВАДРАТНЫХ ЗАГОТОВОК | 1992 |
|
RU2012431C1 |
СПОСОБ КАЛИБРОДКИ ТОНКОСТЕНШХ ФЛАНЦЕВЫХ ПРОФИЛЕЙ ВКЛЮчакиций образование чепфехаалкового калибра биконц ескими валками« отличающийся тем что, с целью расширения сортамента калибруемых профилей путем обеспечения возможности прокатки тавровых и уголковых профилей без перевалки валков, по меньшей мере два валка Кошибра предварительно состыковывают по их коническим поверхностям. . (Л С ю ф 00 ел оэ