Изобретениз относится к металлургии, в частности к калибровке фасонных профилей из труднодеформируемых материалов путем прокатки. Известен двухвалковый калибр для Калибровки крестообразных профилей путем.прокатки с двухсторонним обжатием. Этот калибр образован двумя горизонтальными валками. Валки имеют глубокий врез под вертикальные фланцы крестообразного профиля. Такой калибр позволяет поочередно калибровать горизонтальные и вертика-1ь ные фланцы профиля по толщине l . Недостатками двухвалкового кали бра являются низкая производитель:ность и сложная технология изготовле :ния валков. Низкая производительность обуслов лена возможностью калибровки в таком калибре за проход только двух фланцев профиля. Наличие глубокого вреза ручьев в валки не только усложняет технологию их изготовления, но приво дит к снижению их прочности и повыше нию расхода материала. Наиболее близким к предлагаемому по технической сущности и достигаемо му эффекту является четырехвалковый калибр для калибровки крестообразных профилей из труднодеформируемых сплавов, образованный биконическими валками. Он предназначен для одновре менной калибровки всех четырех фланцев профиля по толщине за один проход. За счет одновременной калибровки всех фланцев профиля в два раза повы шается производительность четырехвал кового калибра. За счет отсутствия глубоко врезанных ручьев у валков уп ро1дается технология их изготовления 2 Однако качество прокатываемых про филей и выход годного в данном калиб ре низкие. Так как ручьи валков в ук завком калибре представляют собой биконические поверхности, то линейные скорости по ширине ручьев, а сле довательно по высоте фланцев, различны. Это ведет к неравномерной деформации и образованию трещин на фланцах профиля. На профилях из мало пластичных материалов происходит отслаивание и скалывание кромок, что в конечном счете, снижает выход годного. Таким образом, недостатками являются низкое качество и малый выход годного. Цель изобретения - повышение качества профилей и увеличение выхода годного путем .повышения равномерности деформации по высоте фланцев. Поставленная цель достигается .тем, что в четырехвалковом калибре для калибровки крестообразных профилей из труднодеформируемых сплавов, образованном биконическими валками, биконические валки состоят из трех установленных на валу дисков, при этом у двух диаметрально противоположных валков внутренние диски выполнены приводными, а наружные - неприводными , а у двух других диаметрально противоположньзх валков - приводными выполнены наружные диски, а неприводными - внутренние диски. В связи с тем, ITo в описанном кадибре валки выполнены составными и состоят из трех дисков, из которых одни приводные, а другие неприводные и свободно посажены на валу,появляется возможность выравнивания средних линейных скоростей всех дисков, образующих калибр. Равенство средних линейных скоростей приводных внутренних и наружных дисков, расположенных на разных валах, осуществляют по линейной зависимости скорости от угловой скорости врс1щения и радиуса дисков (v Со R) . При этом соседним валам задают разные по величине угловые скорости .Равенство средних линейных скоростей неприводных дисков средним скоростям приводных дисков в предлагаемом калибре осуществляется за счет сил трения и свободной посадки этик дисков на валах. Равенство средних линейных скоростей дисков по ширине ручьев валков, а следовательно, по высоте фланцев калибруемого профиля снижает неравномерность деформации по ширине ручьев, что устраняет трещины, гофры, изломы, отслаивание и скалывание кромок, тем самым повышает качество профилей и увеличивает выход годного . На чертеже представлен калибр. Четырехвалковый калибр для прокатки крестообразного профиля состоит из четырех биконических валков 1, включающих внутренние диски 2 и 3 и наружные диски 4 и 5. Диски 2-5 посажены на валках б и 7. У двух диаметрально противоположных валков (у горизонтальных валков) внутренние диски 2 посажены на вал б посредством шпонок 8, а наружные диски 4 посажены на вал б посредством подшипников скольжения 9, а у другт1х диаметрально противоположных валкой (у вертикальных) наружные диски 5 посажены на вал 7 на шпонках 8, а внутренние диски - посредством подшипников скольжения 9. Устройство работает следующим образом. Предварительно отпрессованные профили задают в калибр, образованный биконическими валками 1. Включат привод и валам б задают угловую скорость c)i, а валам 7 - угловую скорость Wj. Для того, чтобы обеспеить равенство средних линейных скоростей внутренних дисков 2 и наружных дисков 5, т.е.
%-4RcaCJ Rc5-Vc5 7
где RP - средний радиус внутреннего
диска 2, средний радиус наружного
диска 5,
(угловая скорость С02 должна быть равна W,RC, СО.----. «С5 .
Вращаясь, валы 6 и 7 передают кртящий момент внутренним дискам 2 и наружным дискам 5, обеспечивая равенство их средних линейных скоростей.
Приводные диски 2 и 5 перемещают поступательно калибруемый профиль. При этом через профиль вращаются .
диски 3 и 4. Посаженные на валах 6 и 7 посредством подшипников скольжения диски 3 и 4 имеют возможность проскальзывания относительно привсрдных дисков 2 и 5. Трение на боковых поверхностях можно уменьшить, например, сухой смазкой. Вращением свободных дисков через профиль достигается равенство средних линейных скоростей, приводных и неприводных дисков. Это позволяет получать профили без дефек0тов. .
Предлагаемый четырехвалковый калибр для калибровки крестообразных 1профилей повышает качество калибруемых профц;1ей, на 20% повышает выход
5 годного, эконс шт дорогостоящий материал.
Годовой экономический эффект от внедрения предлагаемого калибра составляет 300000 р.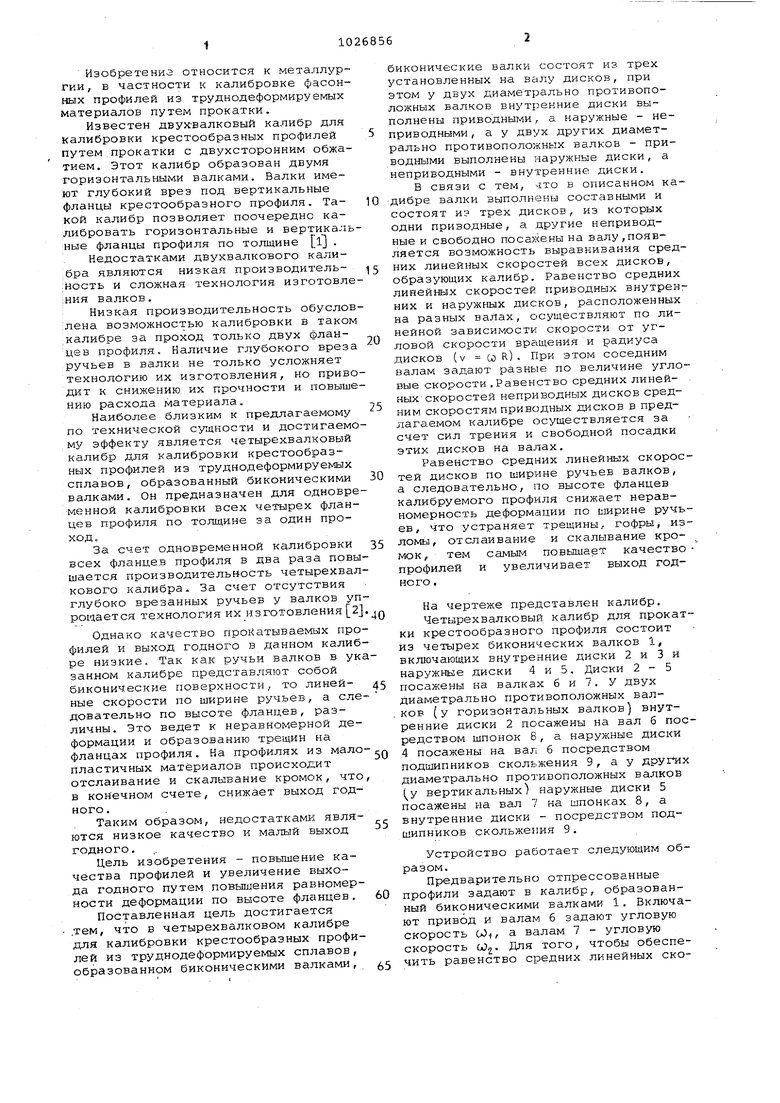
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ калибровки тонкостенных фланцевых профилей | 1982 |
|
SU1026853A1 |
| СПОСОБ ПРОКАТКИ ТРАМВАЙНЫХ ЖЕЛОБЧАТЫХ РЕЛЬСОВ И ЧИСТОВОЙ ЧЕТЫРЕХВАЛКОВЫЙ КАЛИБР ДЛЯ ПРОКАТКИ ТРАМВАЙНЫХ ЖЕЛОБЧАТЫХ РЕЛЬСОВ | 2015 |
|
RU2604076C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2015 |
|
RU2595082C1 |
| Устройство для калибровки спиральных пружин по шагу | 1975 |
|
SU543451A1 |
| ВАЛКОВЫЙ УЗЕЛ УНИВЕРСАЛЬНОГО ЧЕТЫРЕХВАЛКОВОГО КАЛИБРА | 2003 |
|
RU2233716C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2019 |
|
RU2721265C1 |
| СПОСОБ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ С ДВОЙНЫМИ УКЛОНАМИ ВНУТРЕННИХ ГРАНЕЙ ФЛАНЦЕВ ПОДОШВЫ | 2021 |
|
RU2764911C1 |
| МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 1999 |
|
RU2180873C2 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2019 |
|
RU2710410C1 |
ЧЕ1ЫРЕХВАЛКОВЫЙ КАЛИБР ДЛЯ КАЛИБРОВКИ КРЕСТООБРАЗНЬПС ПРОФИЛЕЙ из труднодеформируемых материалов, образованный биконическими валками,, отличающийся тем, что с целггс овЕлшения качества профилей и уваличения выхода годного путем повышения равномерности деформации по высоте фланцев, биконкческие валки выполнены из трех установленных ка валу дисков, при этом у двух диаметpsr:-v, противополо}:;ны : валков внутренние выполнены призодиьгми, а .нарулгные непринодкымк. а у гвух . дру:. диаметрально прстктзоположных валков - приводг&т хПг выполнены наружкыа дкскя - а непригодными - внутрен- g вне диски. к да S &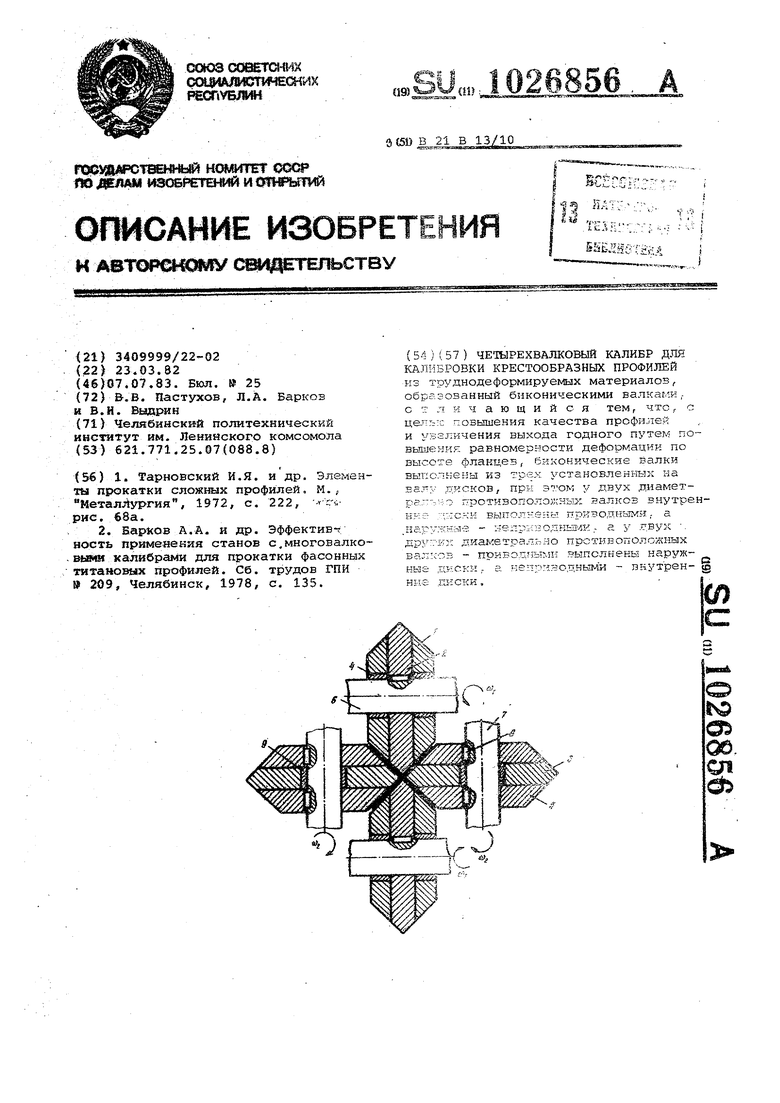
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Тарновский И.Я | |||
| идр | |||
| Элементлл прокатки сложных профилей, м | |||
| , Метал; ургия, 1972, с | |||
| Камневыбирательная машина | 1921 |
|
SU222A1 |
| Способ получения смеси хлоргидратов опийных алкалоидов (пантопона) из опийных вытяжек с любым содержанием морфия | 1921 |
|
SU68A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Барков А.А | |||
| и др | |||
| Эффективч яость применекия станов с.многовалко | |||
| вьти калибрами для прокатки фасонньах титановых профилей | |||
| Сб | |||
| Парный рычажный домкрат | 1919 |
|
SU209A1 |
| Способ обделки поверхностей приборов отопления с целью увеличения теплоотдачи | 1919 |
|
SU135A1 |
