(54) СПОСОБ ПРОКАТКИ ФЛАНЦЕВЫХ ПРОФИЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ ДВУХГОЛОВЫХ НАКЛАДОК К ЖЕЛЕЗНОДОРОЖНЫМ РЕЛЬСАМ | 2006 |
|
RU2333050C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2021 |
|
RU2782330C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННОЙ ЗАГОТОВКИ ФОРМЫ "СОБАЧЬЯ КОСТЬ" ИЗ НЕПРЕРЫВНО ЛИТОГО СЛЯБА | 2018 |
|
RU2677808C1 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ РЕЛЬСОВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 2019 |
|
RU2721968C1 |
| Способ изготовления двутавровых балок | 1979 |
|
SU904813A1 |
| Способ прокатки рельсов | 2019 |
|
RU2717251C1 |
| Способ изготовления горячекатаного двутавра из фасонной заготовки | 2020 |
|
RU2758605C1 |
| НОВЫЙ СПОСОБ ПРОКАТКИ УГЛОВЫХ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2005 |
|
RU2288048C1 |
| СПОСОБ ПРОКАТКИ ФЛАНЦЕВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 1997 |
|
RU2152831C2 |
| СПОСОБ ПРОКАТКИ ФЛАНЦЕВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 1993 |
|
RU2103078C1 |
I
Изобретениеотносится к прокатному производству и может быть использовано при получении балочны.х, тавровых и других фланцевы.х профилей.
Известен способ прокатки балочных профилей, включающий прокатку заготовки в разрезных калибрах, кантовку, прокатку в промежуточных калибрах с деформацией отогнутых фланцев между профилированными горизонтальными валками и клиньями, вводимыми между фланцами, подгибку фланцев на 90° и окончательную прокатку
профиля в универсальных клетях 1. Известный способ исключает глубокие врезы фасонных калибров в валки, износ калибров и утяжку фланцев в закрытых частях калибров, характерные для прокатки в косорасположенных балочных калибрах, однако имеет малую производительность и ограничивает возможную длину балок.
Известен также способ прокатки балок с деформацией отогнутых фланцев в промежуточных проходах между горизонтальными валками и оправками, вводимыми между фланцами 2.
Однако при этом способе интенсивно изнашиваются оправки, создаются неблагоприятные условия для формирования фланцев, возможно образование на них закатов.
Предлагаемый способ отличается тем, что, после прокатки заготовки в разрезных калибрах и ее кантовки в промежуточных плоских калибрах и на гладких валках, осаживают заготовку до контакта ее фланцевых частей и раскатывают до толщины, превышающей удвоенную толщину готовых фланцев, а затем в фасонном калибре раскрывают фланцы обжатием заготовки в части стенки профиля, после чего известным образом в двух- или четырехвалковых калибрах производят отгибку фланцев на 90° и окончательную прокатку профиля. Это повышает производительность стана и обеспечивает продление срока службы валков.
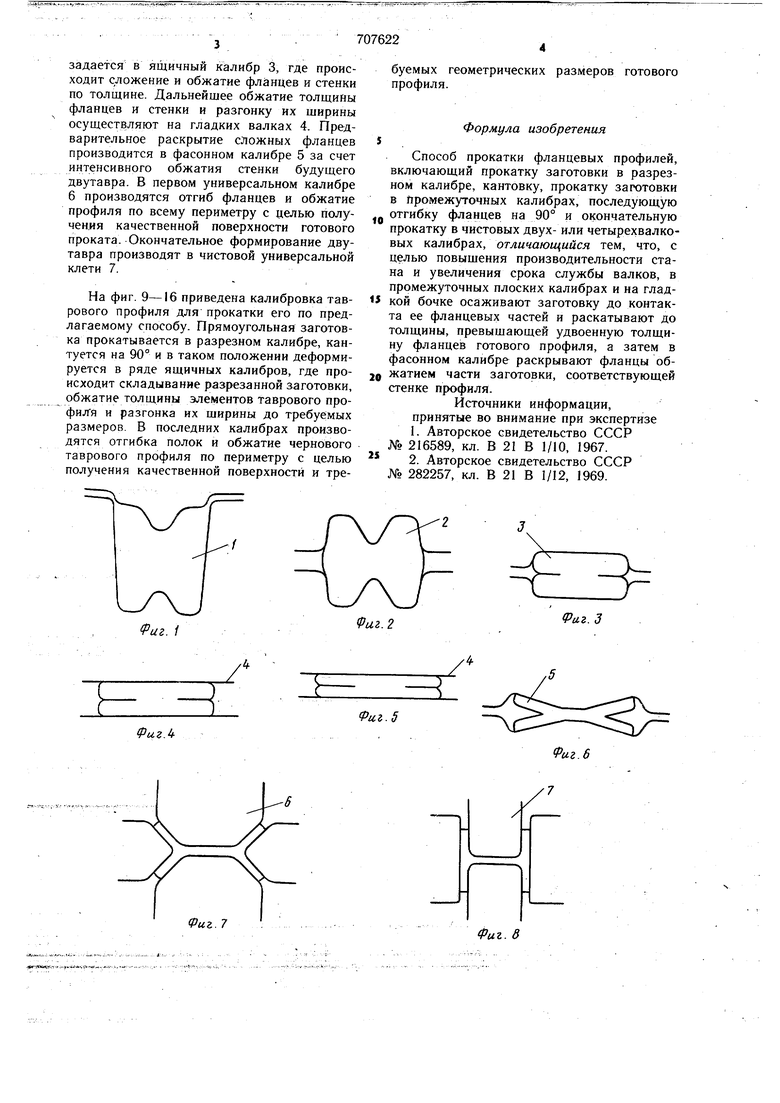
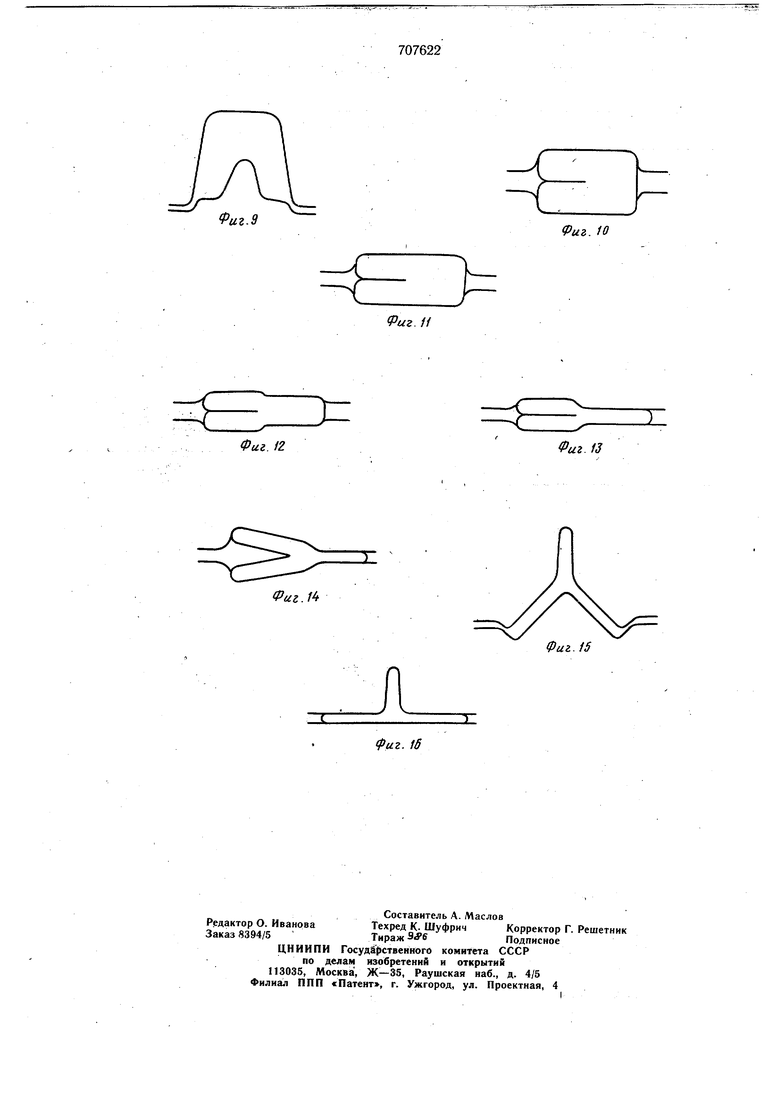
На фиг. 1-8 и 9-16 представлены последовательность операций и форма калибров при прокатке балочного и таврового профиля по предлагаемому способу.
Исходная прямоугольная заготовка 1 (фиг. 1-8) прокатывается в двух разрезных калибрах 2, затем кантуется на 90° и
задается в ящичный калибр 3, где происходит сложение и обжатие фланцев и стенки по толщине. Дальнейшее обжатие толщины фланцев и стенки и разгонку их ширины осуществляют на гладких валках 4. Предварительное раскрытие сложных фланцев производится в фасонном калибре 5 за счет интенсивного обжатия стенки будущего двутавра. В первом универсальном калибре 6 производятся отгиб фланцев и обжатие профиля по всему периметру с целью получения качественной поверхности готового проката. Окончательное формирование двутавра производят в чистовой универсальной клети 7.
На фиг. 9-16 приведена калибровка таврового профиля для прокатки его по предлагаемому способу. Прямоугольная заготовка прокатывается в разрезном калибре, кантуется на 90° и в таком положении деформируется в ряде ящичных калибров, где происходит складывание разрезанной заготовки, обжатие толщины элементов таврового профиля и разгонка их ширины до требуемых размеров. В последних калибрах производятся отгибка полок и обжатие чернового таврового профиля по периметру с целью получения качественной поверхности и требуемых геометрических размеров готового профиля.
Формула изобретения
Способ прокатки фланцевых профилей, включающий прокатку заготовки в разрезном калибре, кантовку, прокатку заготовки в Промежуточных калибрах, последующую отгибку фланцев на 90° и окончательную прокатку в чистовых двух- или четырехвалковых калибрах, отличающийся тем, что, с целью повышения производительности стана и увеличения срока службы валков, в промежуточных плоских калибрах и на гладкой бочке осаживают заготовку до контакта ее фланцевых частей и раскатывают до толщины, превышающей удвоенную толщину фланцев готового профиля, а затем в фасонном калибре раскрывают фланцы обжатием части заготовки, соответствующей стенке профиля.
Источники информации, принятые во внимание при экспертизе
Риг. i
(Ра.г.3
Риг.2
Фиг Л
Фиг. 5
Фиг. 6
(риг. 7
/
Фиг. В
.9
Фиг. 10
П
(Риг.1
Фиг. 15
«г. IS
