Изобретение относится к черной и цветной металлургии и может быть использовано в прокатных цехах для получения тавровых, преимущественно несимметричных профилей.
Известен способ получения несимметричных тавровых профилей, например, для оконных переплетов, включающий получение квадратной заготовки в вытяжных калибрах и последующую прокатку этой заготовки в двухвалковых фасонных калибрах до получения таврового профиля со стенкой, смещенной относительно середины щирины полки 1.
Неравномерность обжатия полосы по ширине приводит к утяжке, искривлению профиля и его кручению, возникновению трещин и других дефектов. В связи с наличием глубокого вреза ручьев на одном из валков происходит быстрый износ валков, что приводит к частой перевалке, простоям стана, следовательно, к снижению производительности. Значительно снижает производительность больщое число проходов (6-8 проходов) в фасоннь1х валках. Способ характеризуется также большими потерями металла при прокатке. Необходима правка и калибровка профилей, особенно из труднодеформируемых материалов.
Недостатками указанного способа являются низкие качество, производительность и малый выход годного.
Наиболее близким к изобретению является способ получения тавровых профилей, преимущественно несимметричных, включающий получение заготовки, ее прокатку в двутавровый профиль в предчистовых и чистовых калибрах с последующим разделением двутаврового профиля по стенке на два тавровых профиля 2.
В указанном способе повышение производительности достигается за (чет одновременной прокатки двух тавровых профилей в виде двутаврового профиля. Однако так как этот двутавровый профиль несимметричный, то при прокатке происходит, как и в аналоге, искривление, кручение и утяжка профиля, появляются трещины, что снижает качество получаемых профилей, требуется последующая правка и калибровка, следовательно, производительность низка.
Недостатками данного способа являются низкое качество и малая производительность
Цель изобретения - повышение качества и увеличение производительности.
Поставленная цель достигается тем, что согласно способу получения тавровых профилей, преимущественно, несимметричных, включающему получение заготовки, ее прокатку в двутавровый профиль в предчистовых и чистовых калибрах с последующим разделением двутаврового профиля по стенке на два тавровых профиля, получаемому в предчистовых калибрах двутавровому профилю придают симметричную форму, при этом каждая половина его полок отогнута относительно проходящей через стенку оси симметрии на угол 45°, а в чистовых калибрах упомянутые половины полок отгибают в одном направлении на угол 45°, совмещая отгиб полок с разделением профиля.
То, что в рассматриваемом способе в предчистовых калибрах получают симметричный двутавровый профиль, приводит к благоприятным условиям прокатки, когда устраняется крутящий момент, приводящий к изгибу профилей, а также исключается возникновение трещин и других дефектов, связанных с неравномерной дефор гацией. Все это значительно улучщает качество получаемых профилей. Повышение производительности в предлагаемом способе достигается за счет исключения последующих правки и калибровки, а также за счет сокращения числа перевалок, связанных с износом валков.
Величина угла между половиной полки и осью симметрии, проходящей через стенку двутаврового симметричного профиля (45°), обусловлена наиболее оптимальным распределением окружных скоростей вдоль ширины концов отгибаемых полок. Отклонение этого угла в ту или иную сторону приводит к возникновению изгибающего момента, а следовательно, и искривлению профилей. Величина угла отгиба концов полок таврового профиля (45°) обусловлена необходимостью получения в чистовых калибрах сдвоеннд :Ь профиля, у которого состыкованы торцами полки. Отклонение этого размера не позволит получить правильную геометрическую форму получаемых тавровых профилей.
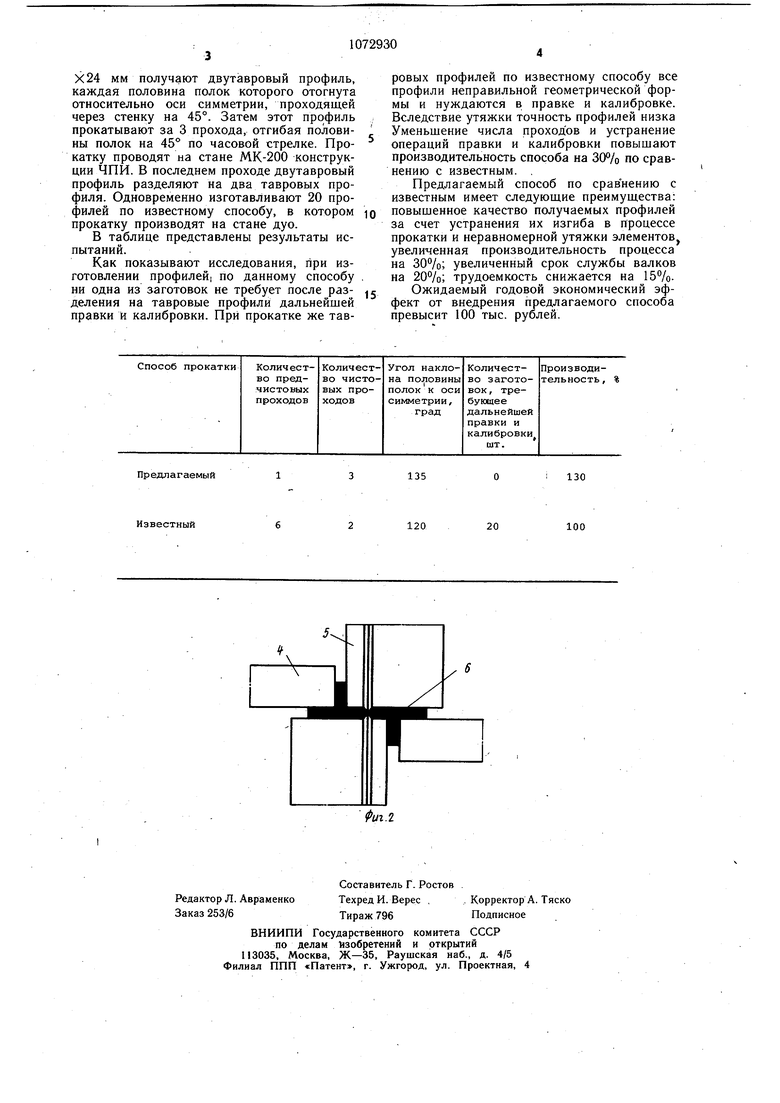
На фиг. 1 показана схема прокатки двутаврового симметричного профиля, каждая половина полок которого отогнута относительно оси симметрии, проходящей через стенку на угол 45°; на фиг. 2 -, схема прокатки и разделения в чистовом калибре.
На чертежах обозначены валки предчистового калибра 1 и 2, двутавровый симметричный профиль 3, валки чистового калибра 4 и 5; двутавровый профиль 6.
Способ .осуществляется следующим образом.
Из слитка получают в вытяжных калибрах заготовку, преимущественно прямоугольного сечения, которую затем прокатывают в фасонных двухвалковых и четырехвалковых калибрах в двутавровый симметричный профиль 3, каждая половина полок которого отогнута относительно оси симметрии, проходящей через стенку на угол 45°. После этого за несколько проходов полученный профиль отгибают в одном направлении на
45° по часовой стрелке или против., чистовом калибре отгибку и прокатку совмещают с разделением на два профиля. По данному способу прокатано 20 тавровых профилей размером 24X14X5 мм из молибдена марки М4. После получения прямоугольной заготовки размером 28 X
Х24 мм получают двутавровый профиль, каждая половина полок которого отогнута относительно оси симметрии, проходящей через стенку на 45°. Затем этот профиль прокатывают за 3 прохода, отгибая половины полок на 45 по часовой стрелке. Прокатку проводят на стане МК-200 конструкции ЧПИ. В последнем проходе двутавровый профиль разделяют на два тавровых профиля. Одновременно изготавливают 20 профилей по известному способу, в котором прокатку производят на стане дуо.
В таблице представлены результаты испытаний.
Как показывают исследования, при изготовлении профилей, по данному способу ни одна из заготовок не требует после разделения на тавровые профили дальнейшей правки и калибровки. При прокатке же тавровых профилей по известному способу все профили неправильной геометрической формы и нуждаются в правке и калибровке. Вследствие утяжки точность профилей низка Уменьшение числа проходов и устранение операций правки и калибровки повышают производительность способа на по сравнению с известным. .
Предлагаемый способ по сравнению с известным имеет следующие пpeимyщecтвaJ повышенное качество получаемых профилей за счет устранения их изгиба в процессе прокатки и неравномерной утяжки элементов увеличенная производительность процесса на 30%; увеличенный срок службы валков на 20%; трудоемкость снижается на J5%.
Ожидаемый годовой экономический эффект от внедрения предлагаемого способа превысит 100 тыс. рублей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
| Способ изготовления двутавровых балок | 1979 |
|
SU904813A1 |
| Способ прокатки фланцевых профилей | 1977 |
|
SU707622A1 |
| СПОСОБ ПРОКАТКИ ДВУТАВРОВЫХ ПРОФИЛЕЙ | 2014 |
|
RU2574632C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2021 |
|
RU2782330C1 |
| Способ прокатки несимметричных двутавровых профилей | 1978 |
|
SU764228A1 |
| ПРЕДЧИСТОВОЙ ПЛАСТОВОЙ И ЧИСТОВОЙ РЕБРОВОЙ-ТАВРОВЫЙ КАЛИБРЫ ДЛЯ ПРОИЗВОДСТВА ПОДКАТА ЛИФТОВЫХ НАПРАВЛЯЮЩИХ | 2007 |
|
RU2341341C2 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ С ПРОДОЛЬНЫМИ ПАЗАМИ | 2008 |
|
RU2403104C2 |
| Способ производства двутавровых балок | 1979 |
|
SU884749A1 |
| Система калибров для прокатки полосовых профилей с гребнями | 1981 |
|
SU997861A1 |
СПОСОБ ПОЛУЧЕНИЯ ТАВРОВЫХ ПРОФИЛЕЙ, преимущественно несимметричных, включающий получение заготовки, ее прокатку в двутавровый профиль в предчистовых и чистовых калибрах с последующим разделением двутаврового профиля по стенке на два тавровых профиля, отличающийся тем, что, с целью повышения качества и увеличения производительности, -получаемому в предчистовых калибрах двутавровому профилю придают симметричную форму, при этом каждая половина его полок отогнута относительно проходящей через стенку оси симметрии на угол 45°, а в чистовых калибрах упомянутые половины полок отгибают в одном направлении на угол 45°, совмещая отгиб полок с разделением профиля. (О ю со оо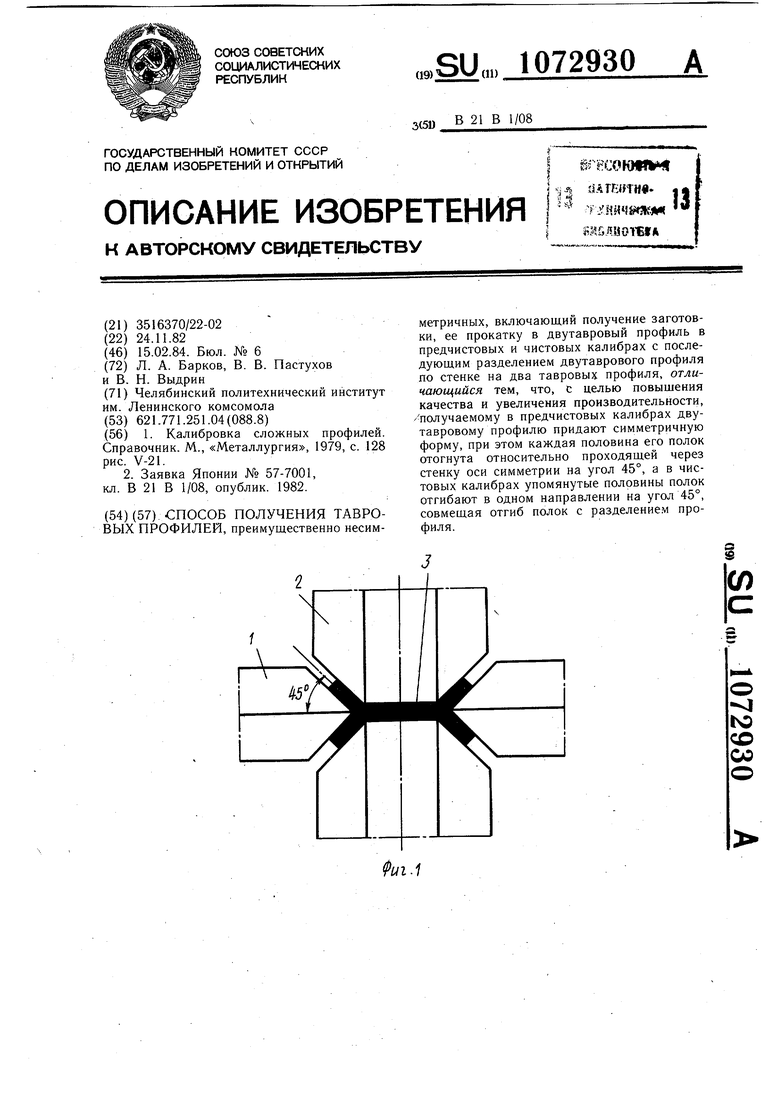
Предлагаемый
Известный
130
135
120
100
20
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Калибровка сложных профилей | |||
| Справочник | |||
| М., «Металлургия, 1979, с | |||
| Сепаратор-центрофуга с периодическим выпуском продуктов | 1922 |
|
SU128A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
