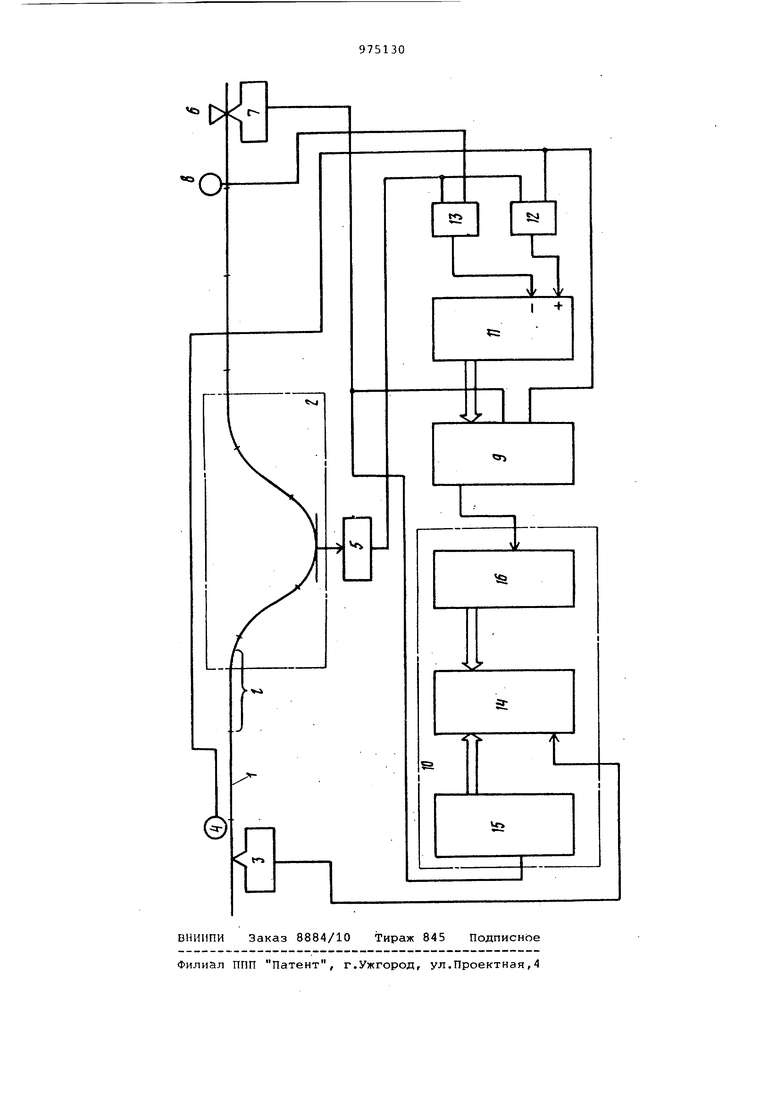
Изобретение относится к автоматизации прокатного производства,точнее к автоматизации листоотделочных агре гатов . Известна система автоматического сопровождения листов по результатам контроля их качества на агрегате поперечной резки, содержащая соединенный с ножницами датчик реза, дефекто скоп и датчик расхода, сдвиговый регистр, информационный вход которюго соединен с выходом дефектоскопа, так товый - с выходом счетчика, счетный вход которого соединен с выходом датчика расхода, а сбросовый с датчиком реза. Эта система автоматического сопровождения позволяет установить дефектоскоп так, чтобы обеспечи контроль качества полосы до ее пореза на листы, перемещая информацию о качестве отдельных участков полосы синхронно с движением полосы. В момент отрезания листа эта информация синхронно с работой ножниц, отрезающих очередной лист, передается во внешнее устройство 1. Недостатком данной систе1«ы являет ся невозможность ее рабдты при переменной длине учас.тка полосы, находящегося между дефектоскопом и ножница ми, так как в этой системе конструкция такова, что в соответствующий регистр должно быть заложено фиксированное -значение этого расстояния или функционально зависящее от него число. Однако длина эта является переменной величиной, в частности на агрегатах, имеющим петлевую яму между дефектоскопом и ножницами. Наиболее близким к изобретению является устройство, содержащее установленные на агрегате поперечной резки полосы, дефектоскоп, датчик расхода полосы, сдвиговый регистр, информационный вход которого связан с выходом дефектоскопа,тактовый вход с выходом блока смещенной линии реза, датчик реза, соединенный с блоком смещенной линии реза, с которым также соединен датчик расхода полосы 2. В этом устройстве информация о качестве полосы, вырабатываемая дефектоскопом в процессе резки полосы на листы, синхронно с движением полосы на участке от дефектоскопа до ножниц перемещается в ячейках сдвигового регистра, и в момент/ когда ножницы отрезают очередной лист и этот лист поступает на транспортер за ножницами, передается в выходное устройство, обеспечивающее сопровождение отрезаемого листа на участке после ножниц. Для правильной работы данного устройства должен быть предварительно рассчитан по длине полосы на участке между дефектоскопом |И ножницами и длине листа номер ;ячей ки сдвигового регистра, с которой снимается выходная информация, и эта ячейка подключена к выходному устройству , а также определена числовая величина остатка от деления длины полосы между дефектоскопом и ножницами на длину одного листа - для настройки счетчика в блоке смещенной линии реза. Однако эта система обладает низкой точностью работы при переменной длине участка полосы между дефектоскопом и ножницами, т.е. на агрегатах, содержащих на этом участке пет левую яму. Целью изобретения является повы шение точности работы системы автом тического сопровождения листов при наличии петли между дефектоскопом и ножницами. Эта цель достигается тем, что в систему автоматического сопровождения листов на агрегате поперечной резки полосы, содержащую дефектоско датчик расхода полосы, датчик реза, счетчик, счетный вход которого соединен с датчиком расхода полосы, сдвиговый регистр, информационнЕлй вход которого соединен с дефектоско пом, дополнительно введены второй.датчик расхода, установленный после петли, регулятор петли, соединенные с регулятором петли первыми входами два элемента и, второй счетчик, выполненный реверсивным, выходы второго счетчика в параллельном коде соединены с входами первого счетчика, вторые входы элементов И соедин ны соответственно с первым и вторым датчиками расхода полосы, выходы элемента И соединены соответственно с входами сложения и вычитания втор го счетчика, сдвиговый регистр выпо нен на оперативном запоминающем уст ройстве, третьем и четвертом счетчи ках, соединенных с адреснымивходам оперативного запоминающего устройст ва, датчик реза соединен с входом занесения первого счетчика и счетны входом третьего счетчика, выход пер floro счетчика соединен со счетным входом четвертого счетчика. . На чертеже представлена блок-схе ма устройства. Система .автоматического сопровож дения листов на агрегате поперечной резки полосы (,САС) состоит из связанных с полосой 1 и устаназленных до петлевой ямы 2, дефектоскопа 3 первого датчика 4 расхода полосы. С петлевой ямой 2 связан регулятор 5 петли, за петлевой ямой 2 с полосой 1 установлены .ножницы 6 с датчиком реза и второй датчик 8 рас-хода. Система содержит первый счетчик 9, соединенный с датчиком 4 расхода полосы и с датчиком 7 рез.а. Система содержит также сдвиговый регистр 10, соедине1 ный с выходом дефектоскопа 3 и с выходом первого счетчика 9, а также с датчиком 7 реза, реверсивный счетчик 11 и два элемента 12 и 13.И. Входы счетчика 9 в параллельном коде соединены с выходами счетчика 11, счетный вход счетчика 9 с датчиком 4 расхода полосы и входом элемента 12 И, вход занесения счетчика 11 - с выходом датчика 7 реза. Вход элемента 13 И соединен с ; вторым датчиком 8 расхода, вторые входы элементов 12 и 13 И соединены между собой и с регулятором 5 петли, выходы элементов 12 и 13 И соответственно соединены с входами сложения и вычитания счетчика 11. Сдвиговый регистр 10 состоит из оперативного запоминающего устройства (ОЗУ) 14, адресные входы которого соответственно соединены в параллельном коде с выходами счетчиков 15 и 16, информационный вход - с. выходом дефектоскопа 3, информационный выход является выходом устройства. Счетные входы счетчиков 15 и 16 соединены соответственно с выходами датчика 7 реза и счетчика 9. Система работает следующим образом. . В исходном состоянии в счетчиках 9, 11, 15 и 16 информация отсутствует, полоса на рассматриваемом участке агрегата также отсутствует. Емкость каждого из счетчиков 9 и 11 равна номинальной длине листа 1 для данной настройки агрегата. При входе .торца полосы 1 в зону контроля дефектоскопа 3 импульсы датчика 4 расхода начинают поступать на вход счетчика 9, и, через открытую схему совпадения (элемент 12 И) на вход сложения счетчика 11. в это время в петлевой яме 2 полосы нет, регулятор 5 петли не вошел в рабочий режим и на его выходе сохраняется логическая единица, поддерживающая открытое состояние элементов 12 и 13 И. При прохождении через зону контроля дефект скопа 3 номинальной длины длины лис та 1 счетчика 9 заполняется и на ег i выходе формируется импульс, поступ/ jщий на счетчик 16. Этот импульс увеличивает содержимое счетчика 16, сменяя адрес записи для ОЗУ 14. в соответствующей ячейке ОЗУ остается записанная с выхода дефектоскопа 3 оценка качества прошедшего через -, зону контроля участка полосы длины О если участок годный, и 1 ес ли участок бракуется. На чертеже по лоса представлена линией, на которо штрихами выделены отсчитанные от торца длины будущих листов 1. В момент когда очередной торец листа находится на оси дефектоскопа 3, через это сечение прошла длина поло сы, кратная длине листа 1, так что прохождение этих сечений соответств ет обнулению счетчика 9 и формирова нию сигнала на его выходе с соответ ствующим увеличением на 1 содержимого счетчика 16. После того, как передняя кромка полосы 1 вошла в зону ножниц 6, второй датчик 8 расхода начинает посылать через элемент 13 И на вход вычитания счетчика 11 счетные импул сы расхода полосы, так что содержимое счетчика 11 сохраняется равным остатку от деления длины полосы, на ходящейся меноду датчиками 4 и 8, т.е. меж,цу осями дефектоскопа 3 и , ножниц 6, на длину одного листа 1, величине смещения импульса смещенно линии реза по отношению к истинной линии реза Благодаря этому в счетчик 9 сигналом истинной линии реза датчика 7 из счетчика 11заносится в дополнительном коде отрезок А ,ра ный расстоянию от оси дефектоскопа 3 до границы будущего листа. Когда полоса сместится в зоне оси дефекто скопа на длину К-Л, с выхода счетчи ка 9 будет выдан сигнал смещенной линии реза. После того, как величина в петле вой яме 2 достигнет номинального значения, регулятор 5 петли включит ся в стационарный режим сохранения величины петли, и на его выходе сфо мируется логический ноль, который закроет элементы 12 и 13 и тем самым будет обеспечено сохранение содержи мого счетчика 11. В этом режиме величина смещения между сигналами смещенной и истинной линии реза сохраня ется, тем самым исключая накопление ошибки, обусловленной неидентичность датчиков расхода 4 и 8. При изменении длины полосы в петлевой яме 2 сработает регулятор 5 петли, на его выходе сформируется логическая единица, откроются схемы 12 и 13 совпадений и содержимое счетчика 11 изменится в соответствии с изменением длины полосы на участке между дефект скопом и ножницами. После восстановления режима работы регулятора 5 петли на его выходе снова формируется ноль и счетчик 11 переходит в режим хранения содержимого, , . Пусть по оси датчика 4 прошла длина Е, по оси датчика 8 - длина 2 тогда содержимое счетчика 11, Я fj где m - целое число, и А Р . В момент реза сигналом датчика 7 число Л заносится в счетчик 9. Но момент реэа соответствует прохождеНИН) через ось датчика В целого чисjia k - листов, -т.е. условию Bj i, так что из (1) Е - е (t + тп) + Л Увеличение В на В-Л сделает его кратным Р, поэтому, когда в счетчик 9 поступит 6-Л импульсов, должен быть сформирован импульс линии реза. Тот факт, что в режиме срабатывания регулятора 5 Р. и Е постоянны, не нарушает рассуждений, так как при идеальных датчиках 4 и 8 их приращения в этом режиме должны быть равны, а этом случае счетчик 11 был бы лишним. Каждый импульс смещенной линии реза соответствует прохождению будущего листа по оси дефектоскопа, количество их просчитывает счетчик 16, формируя для каждого очередного листа ад-рее в ОЗУ 14, по которому с выхода дефектоскопа 3 заносится информация о качестве листа - например О, для годного и..1 для брака. Каждый сиг-нал истинной линии реза датчика 7 поступает на счетчик 16, формируя для отрезанного листа адрес ячейки, с которой считывается информация о качестве этого листа. Сдвиг адресов для записи и считывания равен количеству листов между осью контроля и ножница-ми, благодаря чему сохраняется соот-ветствие нумерации листов. В приведенном описании использован алгоритм, удобный для реализации на микросхемах малой и средней интеграции, выпускаемых пром1-Л1шенностью,, что не исключает использования этих принципов на других элементах. Полезность изобретения определяется повышением точности работы cjicтемы автоматического сопровождения для агрегатов резки листов за счет правильной адресовки листов в соответствии с их качеством, которая обеспечивается непрерывным слежением за изменением количества металла в петлевой яме. Ожидаемая экономия от внедрения изобретения составит 13 тыс. руб. в год за счет амортизационных отчислений с суммы снижения основной стоимости оборудования. Формула изобретения Система автоматического сопровожения листов на агрегате поперечной резки полосы, содерхсащая дефектоскоп.
датчик расхода полосы, датчик реза, .счетчи, счетный вход которого сое{дииен с датчиком расхода полосы, сдвиговый регистр, информационный вход которого соединен с дефектоскопом, отличающаяся тем, что, с целью повышения точности ра- ;
боты при наличии, петли между дефектоскопом иНожницами, в нее дополнительно введены второй датчик расхода полосы, установленный после петли, регулятор петли, соединенные с регу: лятором петли первыми входами два элемента И, второй счетчик, выполненнЬйй реверсивным, выходы которого
.в параллельном коде соединены с входами первого счетчика, вторые входы элементов И соединены соответствен.но спервым и вторым датчиками расхода полосы, выходы элементов И соединены соответственно с, входами ело жения и вычитания счетчика, сдвиговый регистр выполнен на оперативном ьапоминающем устройстве, третьем и четвертом счетчиках, соединенных с адресными входами оперативного запоминающего устройства, датчик реза .соединен с входом занесения первого счетчика и счетным входом третьего
счетчика, выход первого счетчика соединен с счетньом входом четвертого счетчика.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР. 753508, кл. В 21 3-37/00, 1978,
2. Авторское свидетельство СССР № 175027, кл. В 21 В 37/00, 1965.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического сопровождения листов на агрегате поперечной резки полосы | 1982 |
|
SU1026873A1 |
| Устройство для автоматической разбраковки листов | 1980 |
|
SU937071A1 |
| Устройство для автоматической разбраковки листов | 1978 |
|
SU753509A1 |
| Устройство для раскроя заготовок и сортировки мерных изделий | 1977 |
|
SU742056A1 |
| Автоматическое устройство для сортировки мерных изделий | 1976 |
|
SU603509A1 |
| Способ маркировки и разбраковки ферромагнитного проката в потоке двух агрегатов | 1982 |
|
SU1178515A1 |
| Устройство для учета листовых перемещающихся изделий и управления разделочным агрегатом | 1983 |
|
SU1170427A1 |
| Система автоматической сортировки проката | 1986 |
|
SU1395399A1 |
| Устройство для автоматической сортировки листов | 1978 |
|
SU774643A1 |
| Устройство для автоматической сортировки листов | 1981 |
|
SU1034803A1 |