1 - . . Изобретение относится к прокатному производству, а именно к устройствам для автоматической разбраковки листов на агрегатах поперечной резки проката.
Известно устройство для автоматической разбраковки листов в линии поперечной резки металла, содержащее дефектоскоп, датчик движения полосы, датчик реза, датчик -движения ленты транспортера, блок сопровождения дефектов и блок управления переключателем потока листов .
Недостатком этого устройства является низкая надежность его работы, так как отказ любого элемента устройства влечет за собой нарушение работы всего устройства.
Наиболее близким к предлагаемому по технической сущности является устройство автоматической сортировки, содержащее дефектоскоп, датчик реза, датчик движения полосы, датчик движения ленты транспортера, датчик листа и последовательно соединенные блок сопровождения дефектов на полосе,блок преобразования информации, блок соп ровождения дефектных листов и исполнительное устройство, причем датчик движения полосы и дефектоскоп соединены с вход;ами блока сопровождения дефектов на полосе, а датчик реза - с блоком преобразования информации С 2 Д.
10 Однако известное устройство также имеет низкую надежность, что приводит
к снижению качества разбраковки.
Цель изобретения - повышение надежности устройства в работе.
15
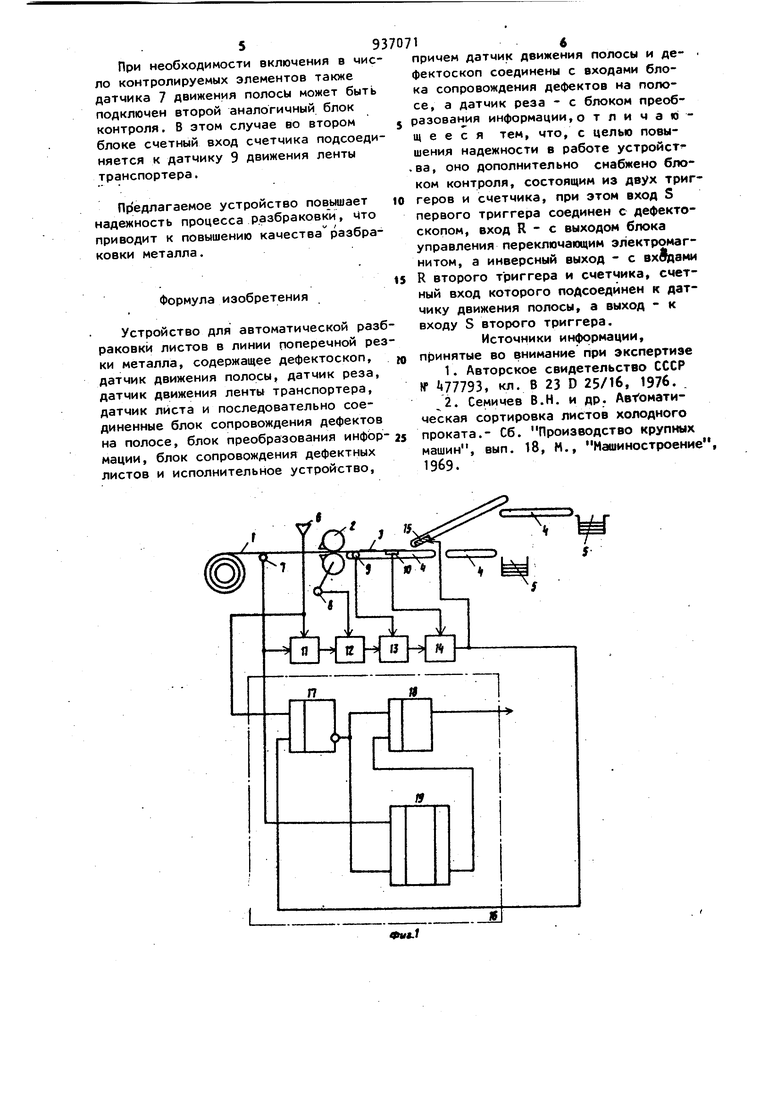
Поставленная цель достигается тем, что устройство для автоматической разбраковки листов в линии поперечной резки металла, содержащее дефектоскоп, датчик движения полосы, дат20чик реза, датчик движения ленты транспортера, датчик листа и последовательно соединенные блок сопровождения дефектов на , блок преобразования информации;, блок сопровождения дефе ных листов и исполнительное устройс во, причем датчик движения полосы и дефектоскоп соединены с входами бло сопровождения дефектов на полосе, а датчик реза с блоком преобразован информации, снабжено блоком контрол состоящим из двух триггеров и счетч ка, при этом вход 5 первого триггер соединен с дефектоскопом, вход R ВЫХОДОМблока управления переключающ электромагнитом, а инверсный выход с входами R второго триггера и сче чика, счетный вход которого подсоединен к датчику движения полосы, а ход - к входу S второго триггера. На фиг. t представлена функЦиональная схема устройства; на фиг.2 схема блоков сопровождения дефектов, преобразования информации о дефектах на полосе в информацию о дефектных листах, сопровождения дефектных листов. Полоса 1 металла летучими ножницами 2 режется на листы 3, которые транспортерами 4 перемещаются к пакетирующим карманам 5. Устройство для разбраковки состоит из дефектоскопа б, датчика 7 движения полосы, датчика 8 реза, датчика 9 движения ленты транспорте ра, датчика 10 листа, блока 11 сопровождения дефектов на полосе, блока 12 преобразования информации 6 дефектах на полосе в информацию о дефектных листах, блока 13 сопровож дения дефектных листов, блока 1 управления переключающим электромагнитом 15. Устройство содержит тйкже блок 16 контроля,состоящий из двух триг .геров 17 и 18 и счетчика 19- Вход .S триггера 17 подсоединен к.дефект скопу 6, вход R - к выходу блока И а инверсный выход его - к входам R триггера 18 и сметчика 19, счетный вход которого соединен с датчиком 7 дв14жения полосы, а выход - с входом S триггера 18. Кроме того обозначены регистр 20 сдвига, одноаибратор 21, триггер 22, схема 23 И, регистр 2k сдвига.. Устройство работает следующим об разом. Полоса 1 контролируетсядефектоскопом 6. В момент появления дефекта на полосе информация с дефектоскопа 6 записывается в блок 11 сопровождения дефектов и в триггер 17. Блок 11 импульсными сигналами от датчика 7 движения полосы сопровождает дефекты на полосе до-оси летучих ножниц. В момент отрезания листа по сигналам от датчика 8 реза и блока 11 блок 12 выдает информацию о. том, что данный лист является дефектным. Информация о дефектном листе записывается в блок 13, в котором происходит его сопровождение синхронно с движением транспортера импульсными сигналами от датчика 9 движения ленты транспортера. В мо мент .подхода кЪси датчика 10 листа информации с этого датчика поступает в блок И.При наличии в блоке Т сигнала из блока 13 о дефектном листе В нем формируется сигнал на отключение электромагнита лист направляется в карман для бракованных листов. Если лист годный, то в блоке I отсутствует информация из блока 13, в нем формируется сигнал на включение электромагнита 15, и лист направляется в карман для годных листов. Нулевой сигнал с инверсного выхода триггера 17. появляющийся в момент записи в него информации о дефекте, разблокирует триггер 18 и счетчик 19, который начинает считать импульсы от датчика 7, поступающие на его счетный вход. Программа счетчика рассчитана на путь сопровождения дефейта, немного больший расстояния между дефектоскопом и электромагнитом. Если элементы устройства, сопровождающие дефекты, исправны, то при наличии дефекта сигнал из блока I поступает на- вход R триггера 17 немного ранее, чем счетчик отработает свою программу. Появляющийся при этом на инверсном выходе триггера 17 единичный сигнал вновь блокирует триггер 18 и счетчик 19. Если хотя бы орин из элементов устройства (датчики 8-10, блоки 11Т) неисправен, сигнал из блока I на управление электромагнитом и на вход R триггера 17 не поступает. В этом случае сметчик 19 отрабатывает свою программу, с выхода его поступает сигнал на вход S триггера 18, триггер устанавливается в единичное состояние и на его выходе появляется сигнал, свидетельствующий о неисправности:устройства разбраковки. При необходимости включения в число контролируемых элементов также датчика 7 движения полосы может быть подключен второй аналогичный блок контроля. В этом случае во втором блоке счетный вход счетчика подсоединяется к датчику 9 движения ленты транспортера. Предлагаемое устройство повьниает надежность процесса разбраковки, что приводит к повышению качества разбраковки металла. Формула изобретения Устройство для автоматической разб раковки листов в линии поперечной рез ки металла, содержащее дефектоскоп, датчик движения полосы, датчик реза, датчик движения ленты транспортера, датчик листа и последовательно соединенные блок сопровождения дефектов на полосе, блок преобразования инфор мации, блок сопровождения дефектных листов и исполнительное устройство.
1 9 1 причем датчик движения полосы и де- фектоскоп соединены с входами блока сопровождения дефектов на полосе, а датчик реза - с блоком преобазования информации, о т л и ч а К) щ е е с я тем, что, с целью повышения надежности в работе устройства, оно дополнительно снабжено блоком контроля, состоящим из двух триггеров и счетчика, при этом вход S первого триггера соединен с дефектоскопом, вход R - с выходом блока управления переключающим электромагнитом, а инверсный выход - с вхадами R второго триггера и сметчика, счетный вход которого подсоединен к датчику движения полосы, а выход - к входу S второго триггера. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР W «77793, кл. В 23 D 25/16, 1976. . 2.Семичев В.Н. и др. АвГоматическая сортировка листов холодного проката.- Сб. Производство крупных машин, вып. 18, Н., Машиностроение, 1969.
л
..-Jл л
1 п
3
ft
it ff
It
ГФ«
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической разбраковки листов | 1978 |
|
SU753509A1 |
| Устройство для раскроя заготовок и сортировки мерных изделий | 1977 |
|
SU742056A1 |
| Система автоматической разбраковкилиСТОВ | 1976 |
|
SU816595A1 |
| Устройство для автоматической сортировки листов | 1978 |
|
SU774643A1 |
| Устройство для автоматической разбраковки листов | 1983 |
|
SU1098633A1 |
| Способ маркировки и разбраковки ферромагнитного проката в потоке двух агрегатов | 1982 |
|
SU1178515A1 |
| Устройство для автоматической сортировки листов | 1980 |
|
SU954127A1 |
| Устройство для автоматизации разбраковки проката | 1977 |
|
SU659219A1 |
| Система для автоматической отбраковки труб | 1983 |
|
SU1101308A1 |
| Устройство для автоматической сортировки листов | 1977 |
|
SU682297A1 |

Л
t}№ЛЛН1Н,$
iC
КЛакмШ
