Изобретение относится к автоматизации металлургических процессов, а именно к автоматизации агрегатов поперечной резки полосы.
Цель изобретения - сокращение брака за счет контроля полосы по всей ее длине.
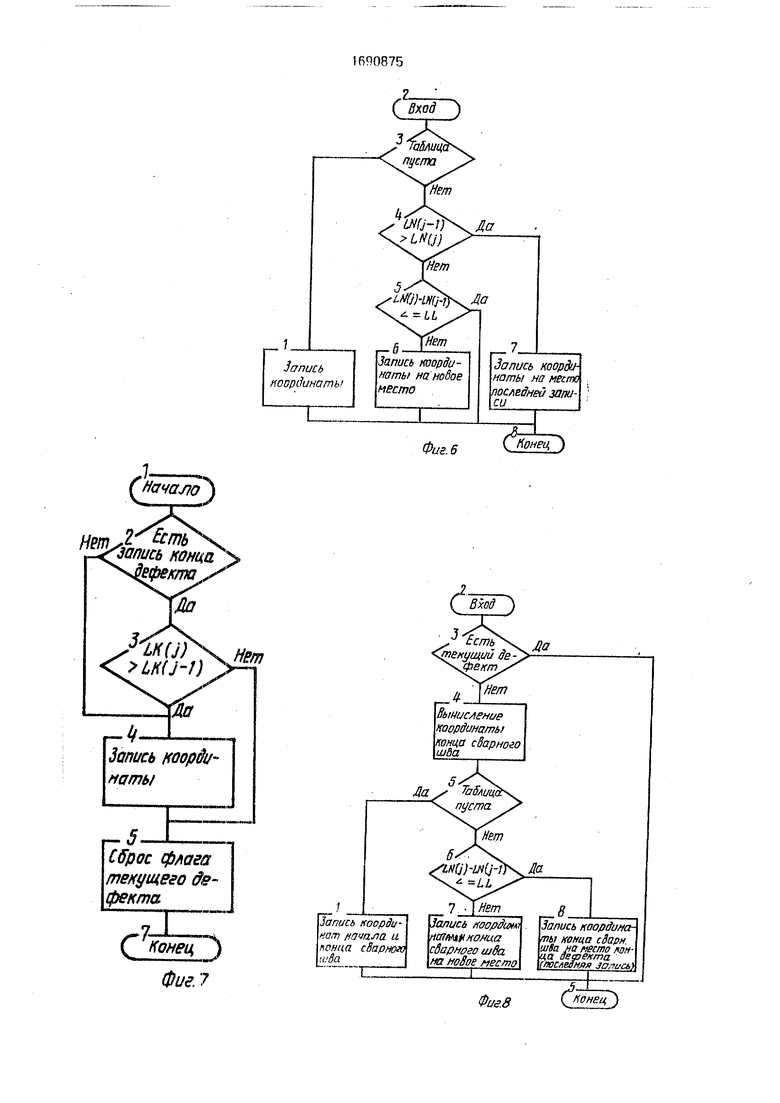
На фиг.1 представлена блок-схема устройства для автоматического определения сорта листа на агрегат поперечной резки; на фиг.2 - блок-схема блока обнаружения переднего конца полосы; на фиг.З - блок-схема алгоритма работы блока регистрации координаты начала дефекта толщины; на фиг.4 - блок-схема алгоритма работы блока регистрации координаты конца дефекта толщины; на фиг.5 - блок-схема алгоритма работы блока регистрации координаты сварного шва; на фиг.6- 8 - блок-схема алгоритмов работы блока формирования таблицы координат дефектов при регистрации соответственно координат начала участка полосы с повышенным отклонением толщины, конца этого участка и сварного шва; на фиг.9 - блок-схема алгоритма работы блока определения длины листа: на фиг. 10 - блок- схема алгоритма работы блока определения сорта отрезанного листа.
Устройство для автоматического определения сорта листа на агрегате поперечной резки содержит индикатор 1 контрольных отверстий, толщиномер 2, датчик 3 импульсов на оси мерительного ролика (МР), датчик 4 реза, датчик 5 импульсов на оси подающего ролика (ПР), фотореле 6, первый и второй счетчики 7 и 8 импульсов, блок 9 памяти, первый, второй и третий элементы 10-12
О
ю о
00
XI
ел
задержки, элемент ИЛИ 13, нуль-орган 14, блок 15 обнаружения переднего конца полосы, коммутатор 16, блок 17 определения длины листа, блок 18 регистрации координаты начала дефекта толщины, блок 19 регистрации координаты сварного шва, блок 21 формирования таблицы координат дефектов и блок 22 определения сорта отрезанного листа. Причем выход датчика 3 импульсов на оси мерительного ролика соединен с информационным входом первого счетчика 7 импульсов, управляющий вход которого соединен с выходом элемента ИЛИ 13, один из входов которого соединен с выходом фотореле 6, а другой через элемент 10 задержки - с выходом датчика 4 реза. Выход первого счетчика 7 импульсов соединен с первым информационным входом коммутатора 16, второй информационный вход которого соединен с выходом второго счетчика 8 импульсов.Управляющий вход коммутатора 16 соединен с выходом фотореле 6, а выход - с информационными входами блока 17 определения длины листа, блока 18 регистрации координаты начала дефекта толщины, блока 19 регистрации координаты конца дефекта толщины и блока 20 регистрации координаты сварного шва, управляющие входы которого соединены с выходом блока 9 памяти, а выходы - соответственно с первым, вторым, третьим и четвертым информационными входами блока 21 формирования таблицы координат дефектов. Второй управляющий вход блока 17 определения длины листа непосредственно, а управляющие входы блока 21 формирования таблицы координат дефектов и блока 22 определения сорта отрезанного листа соответственно через элементы 11 и 12 задержки соединены с выходом датчика 4 реза, который соединен, кроме того, с информационным входом блока 9 памяти, управляющий вход которого соединен с выходом фотореле 6. Первый и второй входы блока 22 определения сорта отрезанного листа соединены соответственно с первым и вторым выходами блока 21 формирования таблицы координат дефектов. Выход толщиномера 2 соединен с вторым управляющим входом блока 18 регистрации координаты начала дефекта толщины и входами нуль-органа 14, выход которого соединен с вторым управляющим входом блока 19 регистрации конца дефекта толщины. Информационный вход второго счетчика 8 соединен с выходом датчика 5 импульсов на подающем ролике, а управляющий вход - с выходом блока 15 обнаружения переднего конца полосы, первый вход которого соединен с выходом фотореле 6, а второй - с выходом индикатора
1 контрольных отверстий, который соединен также с вторым управляющим входом блока 20 регистрации координаты сварного шва. Выход фотореле 6 соединен также с
третьими управляющими входами блока 17 регистрации координаты начала дефекта толщины, блока 18 регистрации координаты конца дефекта толщины и блока 20 регистрации координаты сварного шва.
0 Блок 16 обнаружения переднего конца полосы содержит нуль-орган 23, управляемый ключ 24, блок 25 памяти и инвертор 26.Причем вход нуль-органа 23 является первым входом блока. Управляющий вход
5 блока 25 памяти соединен с выходом инвертора 26, вход которого является вторым входом блока. Выход нуль-органа 23 соединен с информационным входом управляющего ключа 24, выход которого соединен с инфор0 мационным входом блока 25 памяти и является выходом блока 16 обнаружения переднего конца полосы. Выход блока 25 памяти соединен с управляющим входом управляемого ключа 24.
5 Устройство работает следующим образом.
В момент прохождения передним концом полосы оси индикатора 1 контрольных отверстий (фиг.1), сигнал на втором входе
0 блока 15 принимает нужное нулевое значение. Сигнал на выходе нуль-органа 23, входящего в состав блока 15 (фиг.2), становится равным единице, через нормально замкнутый контакт ключа 24 поступает на инфор5 мационный вход блока 25 памяти и размыкает ключ 24. Тем самым обеспечиваются появление сигнала на выходе блока 15 лишь однажды за время обработки рулона и отсутствие указанного сигнала при прохож0 дении под индикатором 1 сварных швов, отмеченных на полосе контрольными отверстиями. При прохождении задним фронтом конца полосы фотореле 6, сигнал с выхода последнего, пройдя через инвертор 26, ус5 танавливает блок 25 памяти в нулевое положение, готовя его тем самым к дальнейшей работе при резке следующего рулона.
При поступлении сигнала с выхода блока 15 на управляющий вход второго счетчи0 ка 8, последний вступает в работу, Выходной сигнал счетчика 8, пропорциональный текущей координате полосы под индикатором 1, отсчитываемой от переднего конца полосы, до момента затемнения
5 фотореле 6, проходит на выход коммутатора 16 и поступает на информационные входы блока 17-10.
После заправки полосы в мерительные ролики по сигналу затемнения фотореле 6 вступает в работу первый счетчик 7 импульсов и переключает коммутатор 16. пропуская на свой выход сигнал, поступающий с выхода счетчика 7. Кроме того, сигналом с выхода фотореле б блок 9 памяти устанавливается в нулевое положение.
При появлении под толщиномером 2 участка полосы с повышенным отклонением толщины от заданного значения сигналом с выхода толщиномера 2 запускается блок 18 регистрации координаты начала дефекта толщины, в котором осуществляется вычисление координаты начала дефекта участка полосы относительно переднего конца полосы (фиг.З). В случае, если передний конец полосы не дошел еще до фотореле 6 (сигнал с выхода фотореле 6 равен нулю) вычисление координаты начала дефекта толщины осуществляется по формуле
LN AD SO-B1,(1)
где АО - цена одного импульса с выхода датчика 5;
BI - расстояние от индикатора 1 контрольных отверстий до толщиномера 2:
50- число импульсов с выхода датчика 5, считываемое с выхода счетчика 8 в момент появления дефекта.
Если передний конец полосы прошел фотореле 6 перед летучими ножницами (Л Я) и произведен первый рез полосы (сигнал SR на выходе блока 9 памяти равен 0), координата начала дефекта толщины вычисляется по формуле
LN + B2,(2)
где А1 - цена одного импульса с выхода датчика 3;
В2 - расстояние от индикатора 1 контрольных отверстий до фотореле 6,
51- число импульсов с выхода датчика 3, считываемое с выхода счетчика 7 в момент появления дефекта.
В случае, если отрезан не первый лист при порезке данного рулона (сигнал SR на выходе блока 9 памяти равен 1), то координата начала дефекта толщины вычисляется по формуле
LN A1 S1 + В2 + ВЗ,(3)
где ВЗ - расстояние от фотореле 6 до оси летучих ножниц.
Завершается работа блока 10 формирования сигнала VNT, запускающего в работу блок 21.
Блок 19 регистрации координаты конца дефекта толщины запускается сигналом, вырабатываемым нуль-органом 14 по окончании прохождения под толщиномером участка полосы с повышенным отклонением толщины. Алгоритм функционирования блока 19 регистрации координаты конца дефек та толщины (фиг.4) аналогичен алгоритму функционирования блока 18. а вычисление
координаты конца участка полосы с повышенным отклонением толщины производится в ситуациях, соответствующих указанным по формулам
LK АО SO-B1(4)
LK А1 S1 +В2(5)
LK A1 S1 + B2 + ВЗ(6).
8 блоке 19 также формируется сигнал V КТ, управляющий работой блока 21.
0Блок 20 регистрации координаты сварного шва запускается сигналом индикатора 1 контрольных отверстий. Алгоритм функционирования блока 10 (фиг.5) аналогичен алгоритму функционирования блоков 18 и 19.
Ь Причем координата начала участка полосы, содержащего сварной шов, вычисляется по Формулам
LN-AO SO(7)
KN A1 Si В1 + В2,(8)
0KIM-A1 S1 + В1 1 В2 + ВЗ. (9)
з координата конца этого участка вычисляется прибавлением к координате, вычисленной по формулам (7) и (8). некоторого числа, характеризующего протяженность
5 участка.
Для управления работой блока 21 в блоке 20 формируется сигнал VS.
Алгоритм работы блока 21 формирования таблицы координат дефектов определя0 етсч поступлением на его входы сигналов VNT, VKT и VS. В случае срабатывания блока 18 и появления сигнала VNT осуществляется проверка наличия записей в таблице (фиг.6) Е ел и за писи есть ,то а нал изируется ка к соотно5 сятся последняя из записей LN ( I - 1) с зарегистрированной координатой LN (I) и их разность с длиной листа LL. В зависимости от результатов анализа зарегистриро ванная координата записывается либо на
0 место последней записи, либо на новое место. В любом случае, устанавливается фланг текущего дефекта, который нужен для того, чтобы управлять работой блока 21 при срабатывании блока 20, т.е. при одновремен5 ном появлении сигналов VNT и US (дефекта толщины полосы и сварного шва).
При срабатывании блока 19 и появпе- нии сигнала UKT (окончание участка полосы с повышенным отклонением толщины) про0 веряют, есть ли запись конца дефекта, если да, то как соотносятся последняя запись LK (1-1) с зарегистрированной координатой LK (I). В зависимости от этого координата либо записывается в таблицу, либо нет и в
5 любом случае сбрасывается флаг текущего дефекта (фиг.7).
Запись в табпицу координат сварного шва (фиг.8) осуществляется по сигналу US в том случае, если флаг текущего дефекта сброшен. При наличии в таблице записей и
в случае, если разность между последней из записей (неважно начало участка полосы, содержащего 2 дефекта толщины или сварной шов) и зарегистрированной координатой не превышает длину листа, последняя записывается в таблицу на новое место, так же как и вычисленная координата конца участка полосы со сварным швом. В противном случае (если указанная разность превышает длину листа) в таблицу записывается лишь координата конца участка полосы со сварным швом на место последней из записей координат конца дефекта.
При каждом резе полосы по сигналу, вырабатываемому датчиком 4 реза, включается в работу блок 17 определения длины листа4 (фиг.9), Длина листа вычисляется с учетом и без учета расстояния от фотореле 6 до оси летучих ножниц в зависимости от того, первый или не первый рез произведен, Необходимость этого вызвана тем, что при первом резе полосы содержимое счетчика 7 соответствует сумме длины отрезанного листа и расстояния от фотореле 6 до оси летучих ножниц поскольку, при прохождении передней части полосы счетчик 7 вступает в работу по сигналу фотореле 6, а при каждом последующем резе обнуление счетчика 7 производится сигналом, вырабатываемым дачтиком 4 реза. Причем сигнал с выхода датчика 4 подается на вход элемента ИЛИ 13 через элемент 10 задержки, где задерживается на время, необходимое для срабатывания блоков 18-20.
Кроме того, при каждом резе полосы в блоке 21 осуществляется уменьшение координат дефектов в таблице на длину отрезан- ного листа. Тем самым имитируется продвижение полосы от датчиков дефектов до летучих ножниц. Элемент 11 задержки обеспечивает задержку сигнала с датчика 4 на время, необходимое для срабатывания блока 17.
В блоке 22 по сигналу с датчика 4, задержанному элементом 12 на время, необходимое для срабатывания блоков 17 и 21, осуществляется определение сорта отрезанного листа (фиг. 10). При этом анализируются значения координат дефектов с точки зрения попадания какой-либо из них на отрезанный лист, либо в зону, примыкающую к линии реза. В случае попадания координаты дефекта в указанную зону, устанавливается флаг брака следующего листа и следующий лист бракуется без анализа значений координат, так же, как и в случае нажатия оператором кнопки Брак. Бракованному листу соответствует признак SORT-0 листу первого сорта - SORT 1, второго сорта - SORT 2 Сортность листа
(1 или 2) определяется оператором визуально.
Эффективность устройства заключается в повышении выхода бездефектного листа на агрегате поперечной резки полосы за счет повышения точности регистрации координат расположения дефектов на полосе и контроля полосы по всей ее длине. Формула изобретения
0 1. Устройство для автоматического определения сорта листа на агрегате поперечной резки, содержащее индикатор контрольных отверстий, толщиномер, датчик импульсов на оси мерительного ролика,
5 датчик реза, отличающееся тем, что, с целью сокращения брака за счет контроля полосы по всей ее длине, оно снабжено датчиком импульсов на оси подающего ролика фотореле, двумя счетчиками импульсов,
0 блоком памяти, тремя элементами задержки, элементом ИЛИ, нуль-органом, блоком обнаружения переднего1 конца полосы, коммутатором, блоком определения длины листа, блоком регистрации координаты начала
5 дефекта толщины, блоком регистрации координаты конца дефекта толщины, блоком регистрации координаты сварного шва, блоком формирования таблицы координат дефектов и блоком определения сорта
0 отрезанного листа, причем выход датчика импульсов на оси мерительного ролика соединен с информационным входом первого счетчика импульсов, управляющий вход которого соединен с выходом элемента ИЛИ,
5 один из входов которого соединен с выходом фотореле, а другой через первый элемент задержки - с выходом датчика реза, выход первого счетчика импульсов соединен с первым информационным входом
0 коммутатора, второй информационный вход которого соединен с выходом второго счетчика импульсов,управляющий вход коммутатора соединен с выходом фотореле, а выход-с информационными входами блока
5 определения длины листа, блока регистрации координаты начала дефекта толщины, блока регистрации координаты конца дефекта толщины и блока регистрации координаты сварного шва, управляющие входы
0 которых соединены с выходом блока памяти, а выходы соединены соответственно с первым, вторым, третьим и четвертым информационными входами блока формирования таблицы координат дефектов, второй
5 управляющий вход блока определения длины листа непосредственно, а управляющие входы блока формирования таблицы координат дефектов и блока определения сорта отрезанного листа соответственно через второй и третий элементы задержки соедийены с выходом датчика реза, который соединен, кроме того, с информационным входом блока памяти, управляющий вход которого соединен с выходом фотореле, первый и второй входы блока определения сорта отрезанного листа соединены соответственно с первым и вторым выходами блока формирования таблицы координат дефектов, выход толщиномера соединен с вторым управляющим входом блока регистрации координат начала дефекта толщины и входом нуль-органа , выход которого соединен с вторым управляющим входом блока регистрации, координаты конца дефекта толщины, информационный вход второго счетчика соединен с выходом датчика импульсов на подающем ролике, а управляющий вход - с выходом блока обнаружения переднего конца полосы, первый вход которого соединен с выходом фотореле, а второй - с выходом индикатора контрольных отверстий, который соединен также с вторым управляющим входом блока регистрации координаты сварного шва, выход фотореле соединен также с третьими управляющими входами блока регистрации координаты начала дефекта толщины, блока регистрации координаты конца дефекта толщины и блока регистрации координаты сварного шва.
2. Устройство по п.1,отличающее- 0 с я тем, что блок обнаружения переднего конца полосы содержит нуль-орган, управляемый ключ, блок памяти и инвертор, причем вход нуль органа является первым входом блока, управляющий вход блока 5 памяти соединен с выходом инвертора, вход которого является вторым входом блока, выход нуль-органа соединен с информационным входом управляемого ключа, выход которого соединен с 0 информационным входом блока памяти и является выходом блока, выход блока памяти соединен с управляющим входом управляемого ключа.



| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сортировки листов | 1981 |
|
SU1034803A1 |
| Устройство для автоматического сопровождения сварных швов и останова реверсивного прокатного стана | 1977 |
|
SU743739A1 |
| Устройство для автоматическойСОРТиРОВКи лиСТОВ HA АгРЕгАТЕпОпЕРЕчНОй РЕзКи | 1978 |
|
SU799918A1 |
| Устройство для регистрации сварных швов | 1981 |
|
SU984531A1 |
| Устройство для определения и фиксации положения сварного шва | 1989 |
|
SU1708468A1 |
| Система автоматического отвода и прижатия опорных роликов иглофрез и вырезки сварного шва к агрегату обработки полосы иглофрезами | 1978 |
|
SU738708A1 |
| Устройство для автоматической разбраковки листов | 1983 |
|
SU1098633A1 |
| Система автоматического сопровождения листов на агрегате поперечной резки полосы | 1982 |
|
SU1026873A1 |
| Устройство слежения за координатой сварного шва на стане бесконечной прокатки | 1990 |
|
SU1736652A1 |
| Устройство управления безупорным остановом полосы металла | 1974 |
|
SU533411A1 |




Изобретение относится к автоматизации металлургических процессов, а именно к автоматизации агрегатов поперечной резки полосы. Цель изобретения - сокращение брака за счет контроля полосы по всей ее длине. Изобретение обеспечивает определение сорта отрезанного листа по всей длине полосы, начиная с заправки ее в агрегат. При этом анализируется значение координат дефектов с точки зрения попадания какой-либо из них на отрезной лист либо в зону, примыкающую к линии реза. В случае попадания координаты дефекта в указанную зону следующий лист бракуется без анализа значений координат. 1 з.п. ф-лы, 10 ил.
Т
сорт
Фиг.
От индикатора 1 контрольных отйерстий
V
Н счетчику 8
Фиг. 1
Cjxed
Нет
вычисление координаты начала дефект по формуле (1)
вычисление координату начала оефбта
толщины по ср.(1}
От дютореле 6
Нет
б Вьщцслеме координаты качала дефекта толщины по tp.(3)
.7-1
ФормироЬанив сигнала UNTza- пуска блока 21
Фие.З( Конец }
Нет
ФиеА
( Конщ}
I
X|
О
I
да
SS
1
g
IIP
KJiggg $4P §
«8
S
%|
M
($конец )
Фиг. 9
©
Нет
| Кареев М,Ф | |||
| и др | |||
| Системы автоматической сортировки листов на агрегатах поперечной резки - Металлургическое оборудование (НИИинформтяжмаш), 1978, №34, фиг.12. |
