. 1
Изобретение относится к автоматизации прокатного производства,- а именно к автоматической сортировке листов на агрегатах поперечной резки полосы.5
Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство, содержащее дефектоскоп; блок сопровождения дефектов полосы (регистр па- 10 мяти), блок определения дефектных листов, узел выработки сигнала о положении ножей ножниц, блок сопровождения дефектных листов (сдвигающий регистр), датчик перемещения ленты 5 транспортера и переключатели потока листов (узел разбраковки) ij .
Это устройство не позволяет определять качество листов, получаемых из переднего участка полосы длиной, 20 равной расстоянию от оси дефектоскопадо оси ножниц, так как слежение за движением этого участка полосял не ведется из-за отсутствия сигнала (команды) о начале слежения в момент,25 когда передняя кромка полосы совпадает -с осью дефектоскопа.
В результате этого все листы, отрезаемые от этого участка полосы, всегда намеренно отправляются в брак,зО
что в условиях повышения качества начальных участков полосы на станах бесконечной прокатки и их значительных длин (7...15 м) является значительной потерей годной продукции в общем объеме годового выпуска листового проката.
Целью изобретения является устранение указанного недостатка и обеспечение определения координат дефектов на переднем участке полосы для последующего определения качества получаемых из него листов и их сортировки .
Поставленная цель достигается тем, что устройство дополнительно снабжено датчиком определения начала полосы, расположенным по оси дефектоскопа и блоком разрешения снятия информации с дефектоскопа, причем входы блока разрыиения снятия информации с дефектоскопа соединены с дефектоскопом и датчиком определения начала полосы, а выход - с первым входом блока сопровождения дефектов полосу, второй вход которого соединен с датчиком перемещения полосы, третий вход - с узлом выработки сигнала о положении ножей, который также соединен с первым входом блока
определения дефектных листов, второй вход которого соединен с выходом блока сопровождения дефектов полосы, а выход с первым входом блока сопровождения дефектных листов, второй и третий входы которого соединены с датчиками перемещения ленты транспортера и передней кромки листов соответственно, а выход соединен с первым входом блока управления переключателями , второй вход которого соединен с датчиком перемещения ленты транспортера, а выход - с переключателями потока.
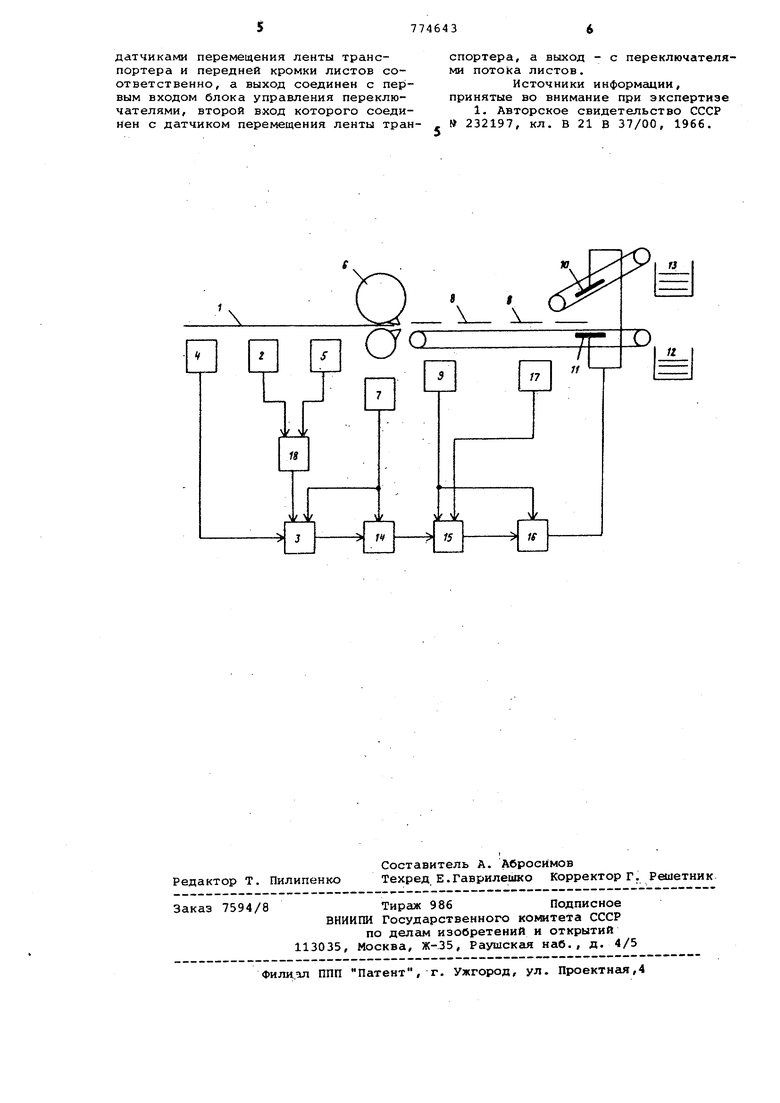
На чертеже приведена блок-схема устройства автоматической сортировки листов.
На схеме показана полоса 1, проходящая в зоне измерения дефектоскопа 2, блок 3 сопровождения дефектов полосы, соединенный.с датчиком 4 перемещения полосы 1, датчик,5 определения начала полосы, верхний барабан летучих ножниц 6, кинематически связанный с узлом 7 выработки сигналов о положении ножей, листы 8, перемещение которых определяется с помощью датчика 9 перемещения ленты транспортера, переключатели 10 и 11 потока листов, с помощью которых листы направляются в пакетирующие секции 12 и 13, блок 14 определения де- . фектных листов, блок 15 сопровождения дефектных листов, блок 16 управления переключателями, датчик 17 передней кромки л-истов, блок 18 разрешения снятия информации с дефектоскопа.
Устройство работает следугадим образом.
При заправке полосы 1 в агрегат поперечной резки передний конец полосы поступает к дефектоскопу 2. В момент его появления в зоне датчика 5 определения начала полосы,, выполненого, например, в виде фотореле,сигнал с датчика поступает в блок 18 разрешения снятия информации с дефектоскопа, который позволяет проходить информации об. обнаруженных дефектах на полосе в блок 3 сопровождения дефектных участков полосы.
Сигналами датчика 4 перемещения полосы производится синхронное с движением полосы перемещение информации о дефекте полосы в блоке 3, Длина зоны сопровождения блоком 3 равйа расстоянию от дефектоскопа 2 до оси барабана летучих ножниц б. Узел 7 выработки сигнала о положении ножей кинематически связан с верхним барабаном летучих ножниц 6 и настраивается таким образом, чтобы сигналы, получаемые от него, соответствовали моменту реза полосы. В момент реза, т.е. формирования листа, блок 14 определения дефектных листов опреде1яет качество листа и переписывает информацию о дефектных листах в блок
15 сопровождения дефектных листов, выполненного, например, в качестве сдвигающего регистра. Сигналами датчика 9 перемещения ленты транспортера производится синхронное с движением отрезанных листов 8 перемещение информации о дефектных листс1х в блоке 15. Уточнение положения передней кромки листа относительно переключателей 10, 11 потока листов производится в блоке 15 сигналом датчика 17 1передней кромки листа. Этим же сигналом датчика 17 производится перенос информации о листах в блок 16 управления переключателями. Блок 16 сопровождает движение листов до переключателей 10, 11 потока листов, а также выдает управляющие сигналы в эти переключатели.
Дефектные листы укладываются в пакетирующую секцию 12, а кондиционные - в пакетирующую секцию 13. Использование данного устройства позволяет исключить попадание годных листов в брак при порезке переднего участка полосы рулона.
Экономический зффект достигается за счет увеличения выхода годного метсшла на агрегате поперечной резки
Формула изобретения
Устройство для автоматической сортировки листов содержащее дефектоскоп, датчик перемещения полосы,блок сопровох дения дефектов полосы, блок определения дефектных листов, блок сопровождения дефективных листов, узел выработки сигна юв о положении ножей, датчик перемещения ленты транспортера, датчик передней кромки листов, переключатели потока листов и блок управления переключателям отличающееся тем, что, с целью исключения попадания годных листов в поток дефектных при порезке переднего участка полос оно дополнительно снабжено датчиком определения начала полосы, расположенным по оси дефектоскопа и блоком разрешения снятия информации с дефектоскопа, причем входы блока разрешения снятия информации с дефектоскопа соединены с дефектоскопом и датчиком определения начала полосы, а выход с первым входом блока сопровождения дефектов полосы, второй вход которог соединен с датчиком перемещения полосы, третий вход - с узлом выработки сигнала о положении ножей, которы также соединен с первь1м входом блока определения дефектных листов, второй вход которого соединен с выходом блока сопровождения дефектов полоол, а выход - с первым входом блока сопровождения дефектных листов, второй и третий входы которого соединены с
датчиками перемещения ленты транспортера и передней кромки листов соответственно, а выход соединен с первым входом блока управления переключателями, второй вход которого соединен с датчиком перемещения ленты транспортера, а выход - с переключателями потока листов.
Источники информации, принятые во внимание при экспертизе
1, Авторское свидетельство СССР 232197, кл, В 21 в 37/00, 1966.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сортировки листов | 1980 |
|
SU954127A1 |
| Устройство для автоматической сортировки листов | 1977 |
|
SU682297A1 |
| Устройство для автоматической разбраковки листов | 1980 |
|
SU937071A1 |
| Устройство для раскроя заготовок и сортировки мерных изделий | 1977 |
|
SU742056A1 |
| Устройство для автоматической разбраковки листов | 1978 |
|
SU753509A1 |
| Устройство для автоматической разбраковки листов | 1983 |
|
SU1098633A1 |
| Устройство для автоматической сортировки листов | 1981 |
|
SU1034803A1 |
| Система автоматической разбраковкилиСТОВ | 1976 |
|
SU816595A1 |
| Способ маркировки и разбраковки ферромагнитного проката в потоке двух агрегатов | 1982 |
|
SU1178515A1 |
| Автоматическое устройство для сортировки мерных изделий | 1976 |
|
SU603509A1 |
