И;«иН)ет(Ш11С отышштся к. лрпсиисиблсИ11ЯМ для авти-матичсской устанивкп и снятия детален на токарном полуавтомате.
В известных приспособлениях аналогичного назначения обычно применяют ьозвратно-ностунательно иереме1цае5 ыи толкатель, иодающий детали в натрон или оиравку станка из магазина.
Однако здесь не исключена впзмол;ность заедании в подвижном сочленении толкателя, вызывающих неиолны evd ход, который ириводит к неизбе.кно ноломке частей загру;,очного приспособления.
Для устранения указанных недостатков в иредла1-аемо}, ирпсиособленни толкатель снабжен ноднружиненным кольцом, на котором укреплен взаимодействующий с упором пневматический кланан, уп1)ав.пиощнй нневмоцилиндром выключения гтанка.
Дру1ая отличительная особенность предлагаемого ирисиособления заключается в том. что на толкателе установлен автоматически срабатывающий ппевматимеский иатроя для установки и снятия деталей.
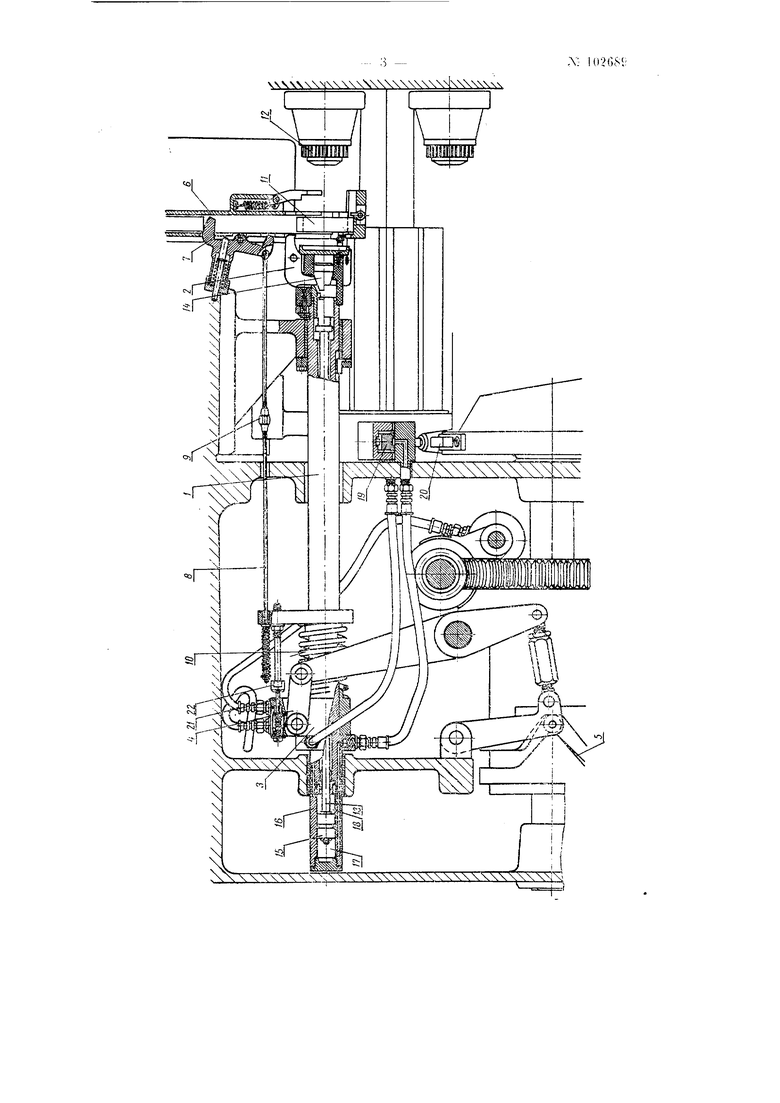
На черте 1;е изображена схема полушь шмата.
Прпсиосибление состоит из толкатели ), жестко укрепленного на нем трехкулачкового зажимного патрона (2) и кольца (3). кинематически связанного iio(Пшдством серьги (4) ir системы рычагов с кулачковьв барабаном (5) распределительного Ba.ia 1И).1уавт(1мата магазина (6), отсекате.тя (7) и подпружиненной тяги (8) со стяжной гайкой (9). Кольцо (3) монтировано на толкателе (1) с возможностью нродольпого иеремещения и находится иод действием пруж,ины (10), связывающей толкатель с ириводом.
Во время работы по.чуавтомата толка:ель (1) вместе с кольцом (3) периодически coBepJuaeT возвратно-поступательное движение. При этом за два двойных хода толкателя (1) осуществляется установка детали (11) на разжимную он1)авку (12) шпинделя полуавтомата и снятие ее после обработки с этой оправки.
Управление трехкулачковым патроном (2) производится с номощыо иианпг (13), на одном конце которой имеется конус (14), а на другом - норшень (15), расиоложенный в цилиндре (16), представляющем одно целое с толкателем (1). Подвод сжатого воз.туха в полости (,17) и US) цилиндра (16) и отвод его из них есуществляют посредством зо.тотнпка (19), приводимого в действие выстуиами кулачка (,20), укрепленного на. распределительном валу полуавтомата.
В случае неполного хода толкателя (1), вызванного заеданием или неправильным pacпo.тoжeнпe устанавливаемо детали пли Д1)угими причинами, происходит сжатие пружины (10), а также исре :ещенпе кольца (3) относптсльно толкателя (1) н открытие расиределнте.1ьног11 клаиана (21) действием на него упора (22), у ;репленпо1-о на буртике толкителя. Открытие клапана (21) приводит к нистуилению сжатого воздуха и цплпндр ярпв(1да кулачко ,ого барабана.
р с д м с т л .; о 5 р е т с н и i
1. Загрузочное ирнсиоспблонис. i; мпогошпиндельным токарным лолуавтоматам, снаилсонное креиленным на станке загрузочны магазнно.м н толкателем, П)ииоднмым в дг.иженке от раслределительного механизма eTatiua. о т л н ч а ю HI; е еся тем, что, с целью иыкл1оч(Ч111я станка лри неполно рабочего хода толкателя, в случае неиравнльно устанмр,; заготовки в зажнмиом iiaTiioHO станка, на стержне толкатели (Ч .ободно надето нодн)уж,нненное ншрнирно-евязанное с нриводным рычагом толкателя кольцо, на кото)ом у ;ренлен взаимиде 1ству1ои|1ий с упором, установленным на толкателе, распределнтельнын кран, управляющий пневматическим цилиндром выключения механизма станка.
2. Форма вынолнення загрузочного 1 риснос1)0ления по н. 1, отличаю1Ц а я с л тем, что, с целью осуществления ностановкн детали на тиннндель станка ц съема ее без применения выталкивателя, обычно монтируемого в шиинделе станка, на рабочем конце толкателя установлен автоматически срабатывающий самицентрирующин нневматический натрон.