Оинсывае.мый автоонератор может быть использоваи для загрузки деталей типа колец иодшииников иа токарных многошииндельиых полуавтоматах, например, модели 1265-ПМ6 с двойной индексаиией, где иронсходит полная обработка деталей с двух сторон за один оборот шнинделыюго барабана.
Известны автоонераторы для загрузки и разгрузки деталей, включающие магазин нодачп деталей и загружатель.
Описываемый автооператор для загрузки и разгрузки деталей отличается от известных тем, что стенка магазииа подачи выполнена подвижиой и сиабжена фасонными вырезами для прохода рук загружателя, а также тем, что он сиабжеи спиральны лотком для поворот;, и переноса деталей. Это упрощает конструк цпю автоонератора.
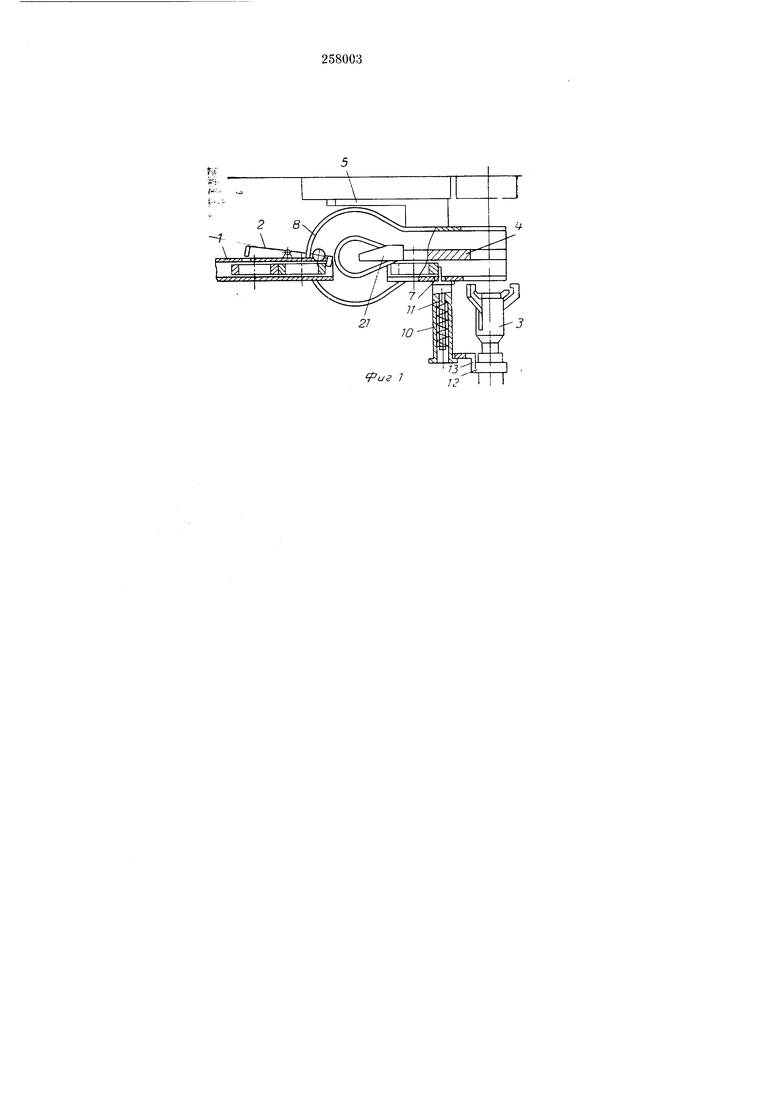
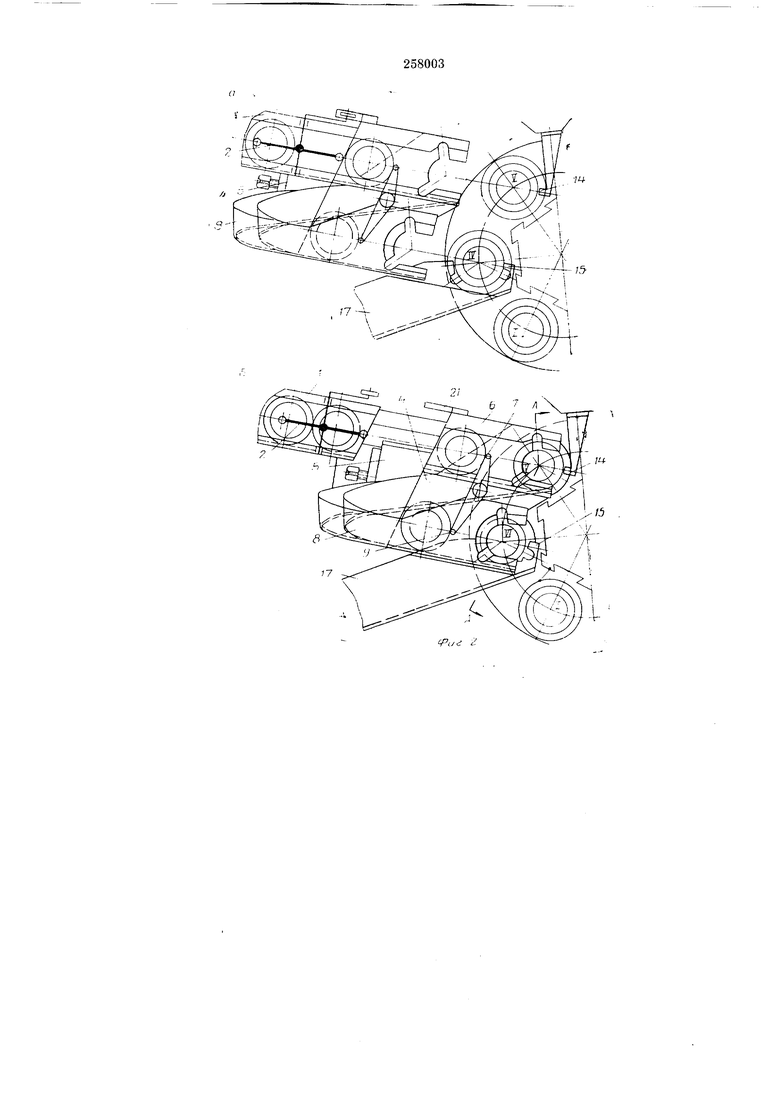
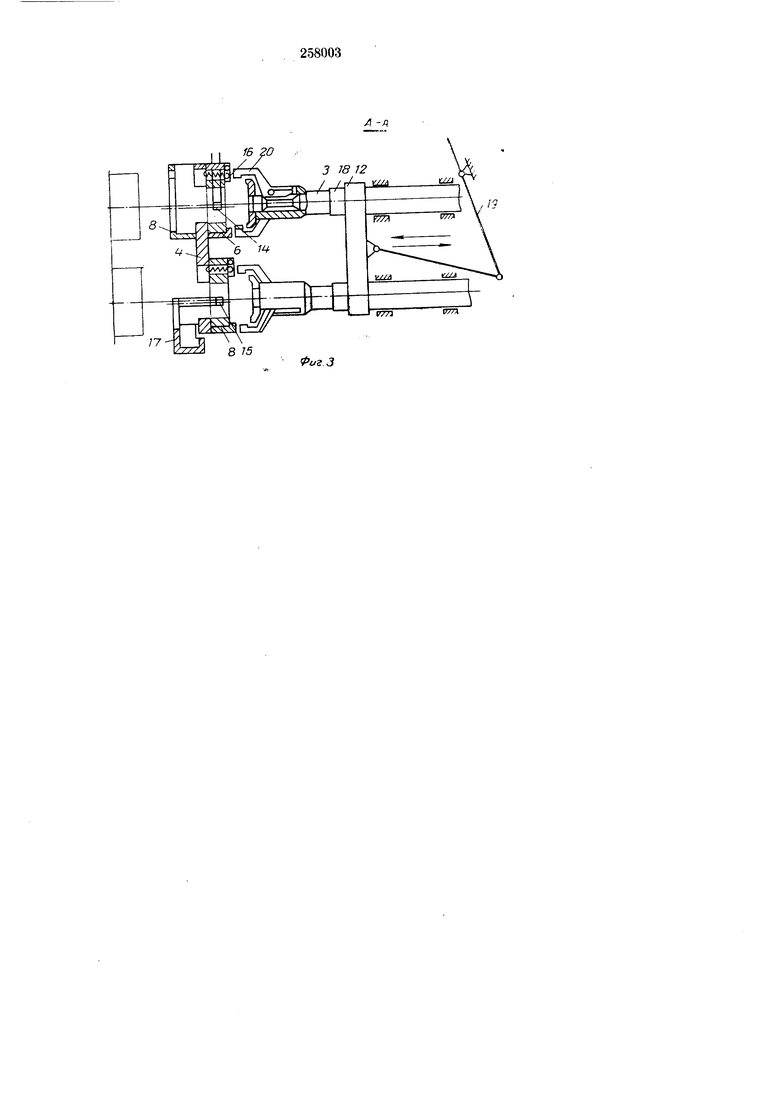
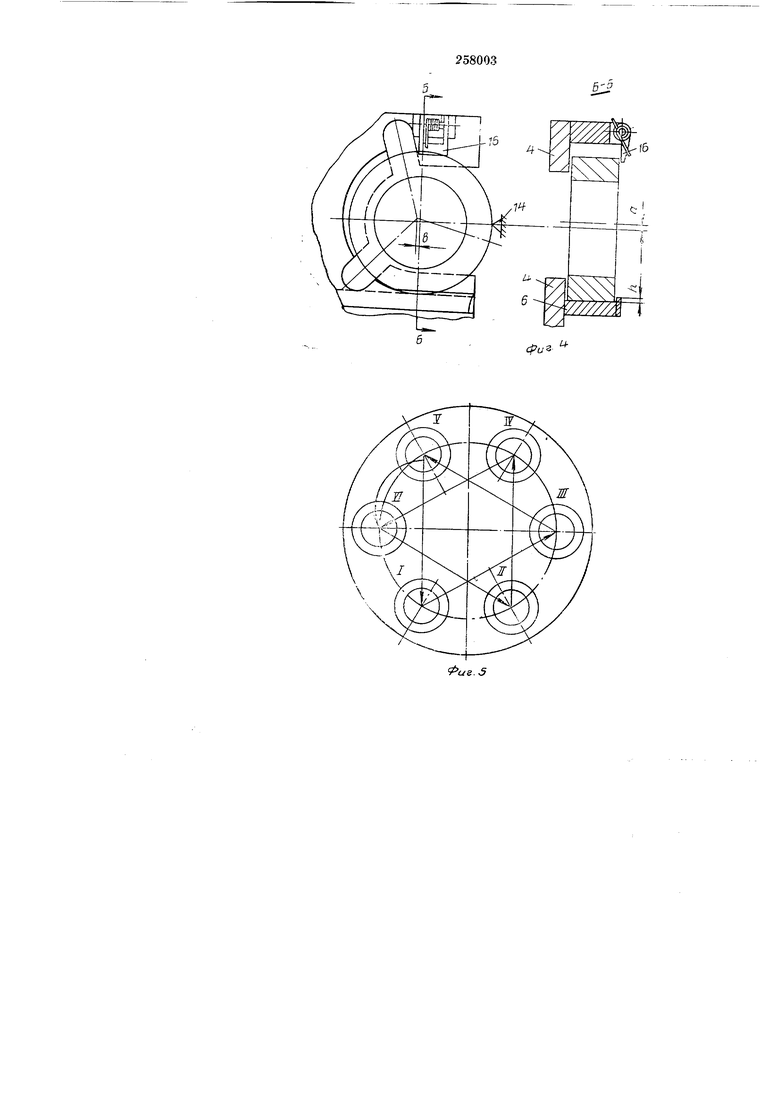
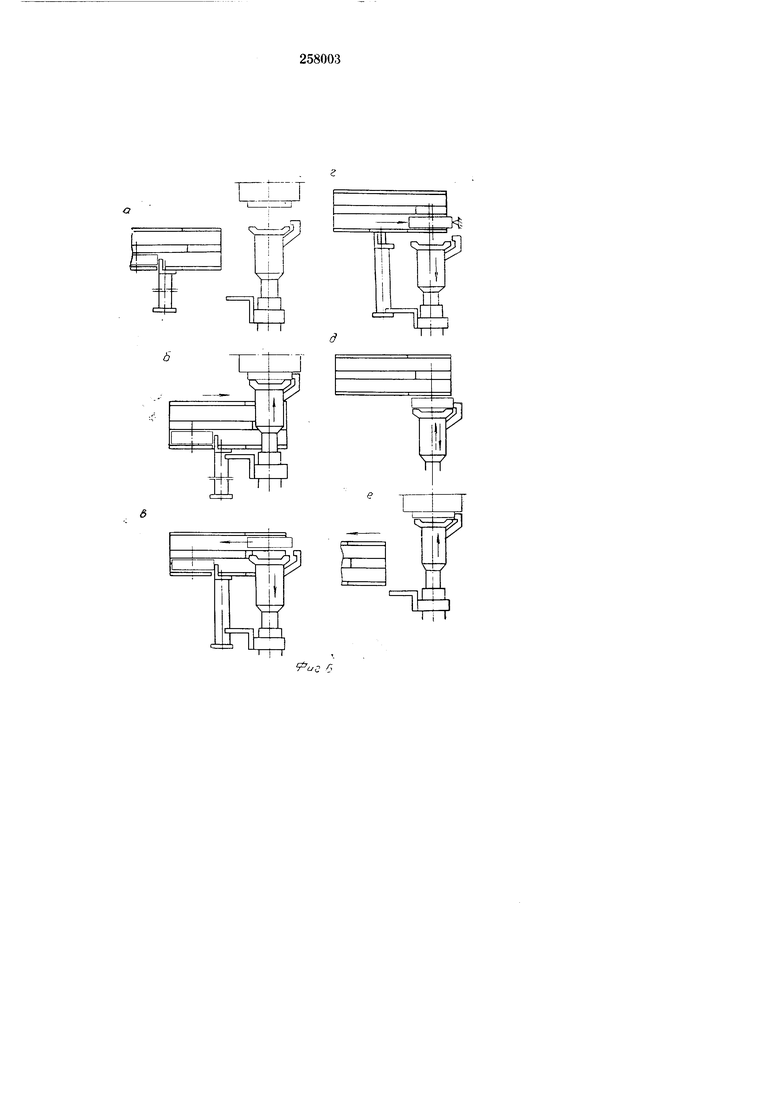
На фиг. 1 изображен автооператор, вид свер ху; на фиг. 2 - магазин автооператора (а- в исходной иозиции; б - в загрузочной позиции); на фиг. 3 - разрез по Л-Л иа фиг. 2; на фиг. 4 - положение кольца в лотке в загрузочной позиции; на фиг. 5 - схема движения и обработки деталей (I-IV рабочие иози1и-1и обработки деталей, V - загрузочная позиция цервой оиерации, VI - загрузочная позиция второй оцерации); на фиг. б - схемо. последовательиости работы автооиератора.
талей, например, на токарных многошпиндельных полуавтоматах устанавлнвается на загрузочных операциях V-V7 (см. фиг. 5), и все перемещения его механизмов осуществляются 5 от кулачков, устаиовленных на расцределн ельном валу полуавтомата.
Автооцератор содержит неподвижный лоток / для подвода заготовок из транспортной системы с механизмом 2 иощтучной выдачи
0 заготовок, механнзм нодачи (стенка), вынолненный подвижным с фасованными вырезами для прохода рук 3 загружателя. .Магазин 4, обслуживающий одновре.менно две позиции (V ц У/), црцкреплен к поперечному суппорту
5 J стайка. В верхней части магазнна 4 (со стороны рук загружателя) смонтнрован лоток 6 с отсекателем 7. Bepximii лоток 6 служит для : ;;хвата заготовок из лотка / и переноса ее в загрузочную позицию иервой оиерации.
0 Верхняя часть магазииа 4 со стороны шнннделя станка соединена с нижней частью магазина, со стороны рук 3 загру/-ателя - при но.мощи накладного сццральногс лотка 8. В лотках 6 п 8 имеются соответствеиио отсека5 тели 7 и 9, укрецлеиные на тяге 10. Тяга }f подпружинена отиосительио щтыря //, жестко укрепленного на магаз1П1е 4. Рукн 3 имеют общий кронщтейн 12 с укрепленной на нем пилкой 13, которая входит в зацеилеиие с бурДля повышения точности центрирования детален в загрузочной позиции служат лсесткие уноры 14 и 15. От выпадания деталей из лотков 6 и 8 предусмотрены защелки 16. По/а нижней частью магазина шпинделя станка расположен отводяш,ий лоток 17.
Магазин 4 имеет два положения: верхнее и нижнее. В верхнем положении магазин служит как бы продолжением лотка /, а в нижнем положении - началом отводянцего лотка 17. Загружатель нмеет два штока 18 с гидравлическими трехкулачковыми руками 3. Штоки 18 соосны шнинделям станка и соединены с нриводом независимой подачи рычагом 19. Зажим и разжим кулачков 20 рук 3 осуществляется от золотиика через кулачки на распределительном валу станка.
Работа автоонератора нроисходпт следующим образом.
В исходной позиции заготовка из лотка / через механизм 2 поштучной выдачи заготовок закатывается в верхиий лоток 6 магазииа 4 до отсекателя 7 (см. фиг. 2, а и 6, а). После очередного поворота шпиндельного барабана станка шниндели с обрабатываемыми деталями останавливаются в позиции и прекращают вращаться. В этот момент магазин 4 Г1еремеи1.ается в загрузочную позицию (с.м. фиг. 2, б). Штоки 18 рук 3 с раскрытыми кулачками 20 из начального исходного ноложения под действием рычага 19 начинают неремещаться внеред к щнннделю станка через фасонные вырезы магазина 4. Перемещение щтоков 18 прекращается в тот момент, когда упоры рук придут в соирикосновение с торцами деталей, зажатых в патронах станка (см. фиг. 6, б). Зажимные патроны станка освобождают обработанные детали, которые зажимаются кулачками 20 рук загружателя. При перемещенни щтоков 18 рук 3 назад (от шпинделя станка) происходит съем с рук окончательно обработанной детали, которая попадает в отводящий лоток 17, и обработанной с одной стороны детали, которая нопадает па сииральиый лоток 8, по которому она скатывается до отсекателя Я поворачиваясь иа 180° (см. ф|ц 6, в). При дальиейше. иереме1цеиии штоков 18
происходит выдвижение отсекателей 7 и 9 и:; лотков 6 l 8 с номощью вилки 13 через тягу 10. Необработаиные детали по лотку 6 скатываются до жесткого упора 14 в верхнюю загру5 зочпую позицию, а в это же время обработаиная с одной сторопы деталь скатывается до жесткого упора 15 в нижнюю загрузочную позицию (см. фиг. 6, г). От вынадания детали в загрузочной позиции предусмотрены специо альный выстун высотой h в нижней части лотка и иодпружиненная защелка 16 в верхней части лотка. После того как деталн скатятся в загрузочные позиции, штоки 18 начинают иеремещаться виеред к шиинделям станка. Кулачки 20 рук 3 зажимают детали, при этом происходит их смещение относительно выступов h лотков 6 и 8 на величину и относительно жесткнх упоров 14 и 15 - на величииу Ь, что иозволяет свободно вести их из лотков 6 и 8.
0 Магазин перемещается в исходное верхнее ноложеиие, оставляя зону загрузки свободной. При своем отходе магазин 4 унором 21 нажимает на рычаг механизма 2 нощтучной выдачи заготовок, н очередная заготовка скатывается в лоток 6 до отсекателя 7 (см. фиг. 2, а), одновременно руки 3 устанавливают детали в иатроны станка (см. фиг. б, е). После того как детали будут установлены н зажаты патронами станка, шпонки 18 переместятся в исходное положение с разжатыми кулачками 20. Затем весь цикл повторяется в описанной последовательности.
Предмет п з о б р е т е н и я
35
1. Автооператор для загрузки и разгрузки деталей, например, иа токарных многошниндельных нолуавтоматах, включаюший магазии
лодачи деталей и загружатель, отличающийся тем, что, с целью унрощения конструкции, стенка магазина подачи выполнена нодвижной и снабжена фасонными вырезами для прохода рук загружателя.
2. Автооператор по и. 1, отличающийся тем, что оп снабжен спиральным лотком для поворота и иереноса деталей.
fus 7
12
CPui
Риг 3
-2
cfu
| название | год | авторы | номер документа |
|---|---|---|---|
| Автооператор | 1975 |
|
SU550270A1 |
| Автооператор для горизонтальных многошпиндельных токарных станков | 1980 |
|
SU882724A1 |
| Способ загрузки токарных полуавтоматов деталями для их двусторонней обработки и автоматическая линия для его осуществления | 1988 |
|
SU1662807A1 |
| Автоматическая линия для обработки деталей типа дисков | 1973 |
|
SU459324A1 |
| МАНИПУЛЯТОР | 2002 |
|
RU2228259C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОТЯГИВАНИЯ ПАРАЛЛЕЛЬНЫХ НАРУЖНЫХ ПОВЕРХНОСТЕЙВС':СС.ОЗНАЯ I | 1973 |
|
SU366939A1 |
| Автооператор | 1975 |
|
SU549316A1 |
| ПЕРЕНАЛАЖИВАЕМОЕ УСТРОЙСТВО С ПРОГРАММНЫМ УПРАВЛЕНИЕМ ДЛЯ ТРАНСПОРТИРОВКИ И ПЕРЕГРУЗКИЗАГОТОВОК | 1969 |
|
SU246290A1 |
| Устройство для загрузки и разгрузки многошпиндельных токарных полуавтоматов | 1973 |
|
SU512024A1 |
| Загрузочное устройство к токарноревольверному | 1974 |
|
SU515624A1 |