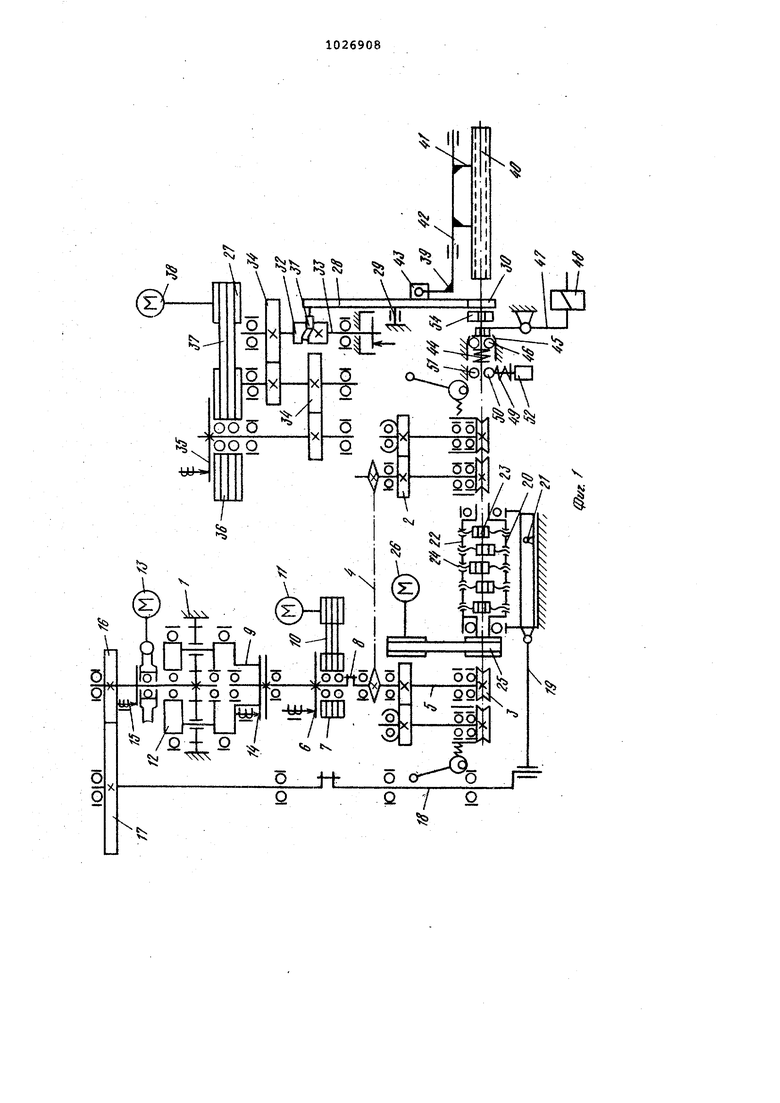
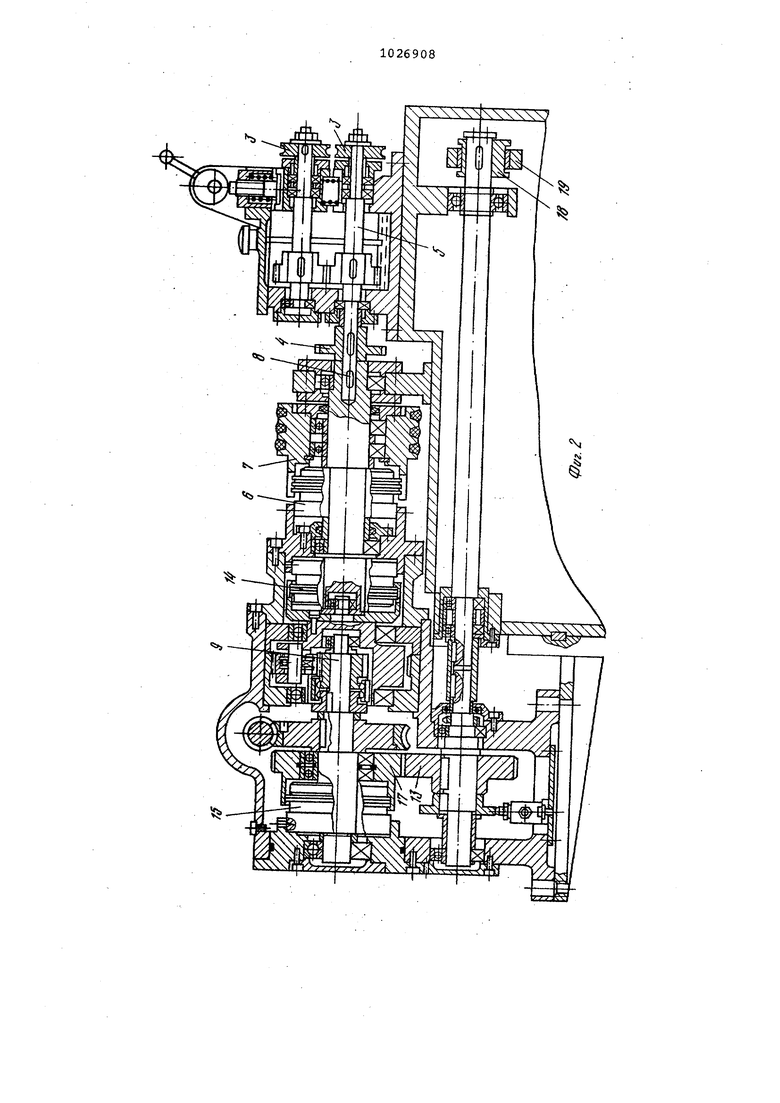
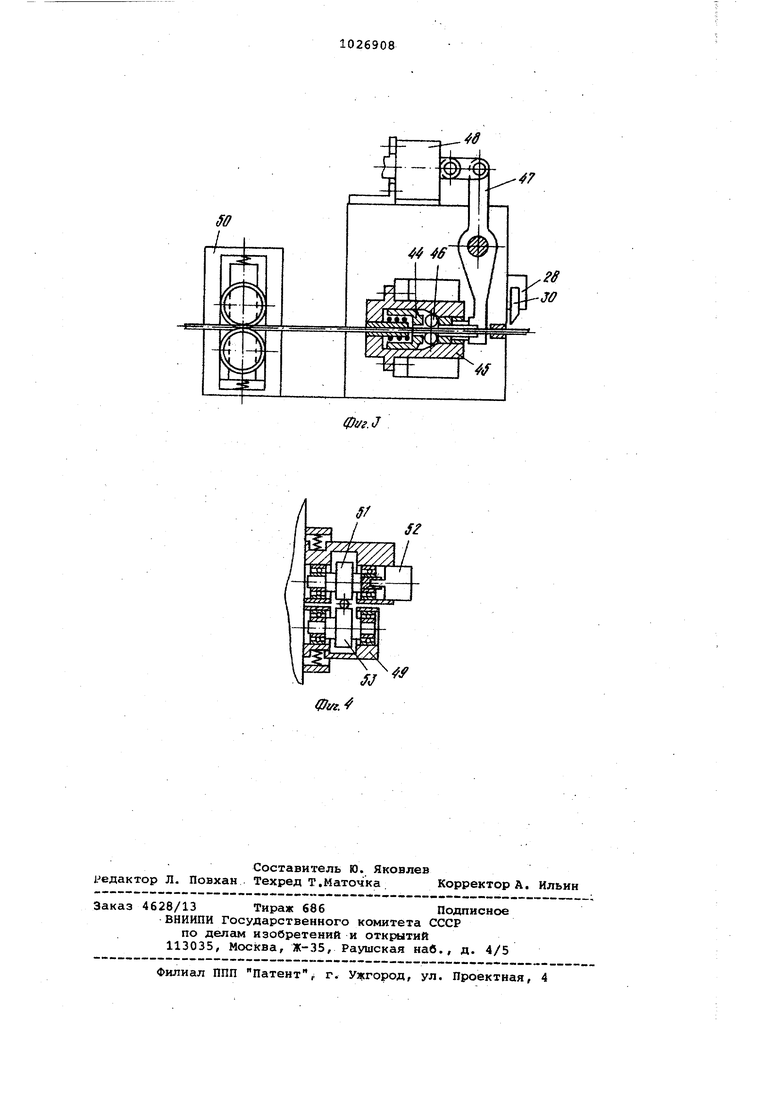
Изобретение относится к обработк металлов давлением, в частности к оборудованию для правки и отрезки прутков мерной длины. Известен правильно-отрезной автомат, содержащий смонтированные на станине механизм подачи и правильно устройство, размещенное на станине с возможностью перемещения вдоль оси подачи мерного материала 1. Недостатком известного устройств является то, что его производительность ограничена. Известен правильно-отрезной авто мат, преимущественно для правкии резки прутков мерной длины, содерж щий смонтированные на станине подачи, механизм реза с лотком и систему управления механизмом подачи и лотком 2. Недостатком этого технического р шения является то, что его производительность ограничена, а качество изделий невысокое. Наиболее близким по своей технич ской сути к изобретению является правильно-отрезной автомат, преимущественно для правки и резки прутков мерной длины, содержащий смонтированные на станине приводной роликовшй механизм подачи, правильное устройство, механизм реза с лотком и систему управления механизмом подачи, имеющую электромагнитные муфты р. Недостатком известного технического решения является то, что его производительность ограничена вслед ствие цикличности работы объекта, а качество изделий невысокое вследствие возможных перетираний проволоки. Целью изобретения является повышение производительности автомата и качества изделий. Указанная цель достигается тем, что в известном правильно-отрезном автомате, преимущественно для прав ки и резки прутков мерной длины, со держащем смонтированные на станине приводной роликовый механизм подачи, правильное устройство, механизм реза с лотком и систему управления механизмом подачи, имеющую электро магнитные муфты, механизм подачи снабжен средством для замедления скорости подачи прутка при отрезке выполненным в виде размещенного на станине приводного червячно-планетарного редуктора, один конец вала; которого связан через электромагнитную муфту с роликами механиз ма подачи, а другой через электромагнитную муфту кинематически соед нен с правильным устройством, привод червячно-планетарного редуктор электрически связан с системой управления механизмом подачи, при эт правильное устройство размещено на станине с возможностью перемещения посредством салазок вдоль оси подачи прутка. Кроме того, правильно-отрезной автомат, с целью уменьшения разброса длины обрезаемых прутков, снабжен цанговым механизмом, размещенным перёд механизмом реза и связанным с системой управления механизмом подачи. На фиг. 1 изображена кинематическая схемаf на фиг. ,2 - механизм подачи и средство для замедления скорости подачи прутка при отрезке, общий вид на фиг. 3 - цанговый механизм; на фиг. 4 - показана система управления механизмом подачи. Правильно-отрезной автомат, преимущественно для правки и резки прутков мерной длины, состоит из смонтированных на станине 1 приводного роликового механизма подачи 2, подающие ролики 3 которого соединены между собой посредством цепной передачи 4, приводного вала 5, связанного с одной стороны через электромагнитную муфту б со штоком 7, а с другой стороны - через жесткую муфту 8 со средством 9 для замедле- ния скорости подачи прутка ,при отрез ке. Шкив 7 через ременную передачу 10 связан с основным электродвигателем 11. Средство 9 замедления скорости подачи прутка при отрезке состоит из червячно-планетарного редуктора 12 с приводом от электродвигателя 13, при этом один конец вала редуктора 12 связан через электромагнитную муфту 14 с приводным валом 5 и подающими роликами 3 механизма подачи 2, а другой через электромагнитную муфту 15, шестерни 16 и 17 с кривошипом 18 кинематически соединен через шатун 19 с правильным устройством 20. Правильное устройство 20 установлено на салазки 21 и состоит из корпуса 22, в котором смонтированы сухари 23, регулировочные винты 24, щкив 25, связанный с помощью ременной передачи с электродви-гателем 26. Механизм реза 27 состоит из рычага 28, который смонтирован на оси 29 и на одном конце которого находится нож 30, а на другом конце ролик 31. Ролик 31 контактирует с кулаком 32, который жестко смонтирован на валу 33. Вал 33 с помощью системы шестерен 34 и электромагнитной муфты 35 связан с маховиком 36. Маховик 36 с помощью ременной передачи 37 связан с электродвигателем 38 механизма реза. Лоток 39 имеет канал 40, закрывающую канал 40 заслонку 41, закрепленную на поворотной оси 42 и кулачок 43, закрепленный на рычаге 28, Цанговый механизм 44 состоит из корпус. 45,
который закреплен на станине 1 пере рычагом 28, и шарикового захвата 46, механизма управления, выполненного в виде коромысла 47 и электрома-гнита 48. Система управления 49 имеет датчик контроля пути 50, состоящий из контактного ролика 51, связанного с ним датчика импульсов 52 и опорного ролика 53. Имеется неподвижный нож 54.
Автомат работает следующим образом.
Электродвигатель 11 через ременную передачу 10 вращает шкив 7. Электромагнитная муфта 6, включаясь передает вращение от шкива 7 через вал 5 и цепную передачу 4 двум парам подающих роликов 3. Одновременно включается двигатель 26, который через шкив 25 вращает корпус 22 правильного устройства 20 с уставовленными в нем сухарями 23. Проволока или пруток, проталкиваясь через правильное устройство 20 и ролики 51 и 53 датчика контроля пути 50, входит в лоток 39. Ролики 51 и 53, контактируя с проволокой или прутком, вращаютйя и передают вращение датчику импульса 52. Импульсы датчика. 52 поступают в систему управления 49, откуда подается команда на исполнительные органы, т.е. подается команда на отключение электромагнитной муфты 6 и включение электромагнитных муфт 14 и 15 и двигателя 13 средства 9 замедления скорости. От двигателя 13 через червячно-планетарный редуктор 12 движение передается по двум направлениям: первое - на подгиощие ролики 3 а второе - через шестерни 16 и 17 на кривошип 16. Вращение кривошипа 18 с помсяцью шатуна 19 преобразуется в возвратно-поступательное перемещение салазок 21. В результате по команде системы управления 49 быстрое вращение подающих роликов 3 переходит в медленное вращение в конце подачи, и подача проволоки или прутка в этом промежутке времени происходит медленно. Возвратно-поступательное перемещение правильного устройства 20 вдоль оси подачи проволоки или прутка сохраняет ее от перетирания правильными сухарями 23 в период медленного перемещения. Поле отсчета окончательной длины прутка отключается электромагнитная муфта 14 и двигатель 13, т.е. подача проволоки или прутка прекращается. Затем включается электромагнитная муфта 35 и двигатель 38 механизма реза 27. Двигатель 38 через ременную передачу 27 передает вращение маховику 36, который через муфту 35 и систему шестерен 34 передает вращение кулаку 32. Кулак 32 через ролик 31 приводит в качательное перемещение рычаг 28, который отрезает проволоку или пруток с помощью ножа 30.
Во время прекращения подачи муфта 15 продолжает вращать кривошип 18 и заставляет правильное устройство 20 совершать возвратно-поступательное перемещение вдоль оси подачи проволоки или прутка, тем самым, предохраняя ее от перетирания. Рычаг 28 одновременно с отрезкой проволоки или прутка через кулачок 43 поворачивает ось 42 и заслонку 41 лотка 39. В результате отрезанная проволока или пруток скатываются с лотка 39. После отрезки рычаг 28 принимает исходное положение, электромагнитные муфты 35 и 15 отключаются, а включается муфта 6, и цикл повторяется.
Предлагаемая конструкция правильно-отрезного автомата позволяет уменьшить металлоемкость его, повысить эксплуатационные свойства, улучшить качество изделий, увеличить производительность на 5-10%, а также уменьшить время на наладку и подналадку автомата на разную дли ну отрезки прутка с пульта управления и обходиться без демонтажа лотка или его переостановки.
90
4
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для правки и резки проволоки | 1991 |
|
SU1779450A1 |
| Правильно-отрезной автомат | 1987 |
|
SU1473913A1 |
| ОТРЕЗНОЕ УСТРОЙСТВО АВТОМАТА ДЛЯ ПРАВКИ И РЕЗКИ ПРОВОЛОКИ | 1991 |
|
RU2028202C1 |
| ПРАВИЛЬНО-ЗАДАЮЩЕЕ УСТРОЙСТВО | 1973 |
|
SU408696A1 |
| Автомат для изготовления гвоздей | 1978 |
|
SU716690A1 |
| Устройство для правки и резки проволоки | 1982 |
|
SU1105268A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ И РЕЗКИ ПРОВОЛОКИ, ПРУТКОВ, ЛЕНТЫ И ДРУГИХ ПОДОБНЫХ МАТЕРИАЛОВ | 2003 |
|
RU2253531C1 |
| Станок для правки и резки пруткового материала | 1976 |
|
SU763045A1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| Автомат для навивки пружин | 1976 |
|
SU565761A1 |
1. ПРАВИЛЬНО-ОТРЕЗНОЙ АВТОМАТ, преимущественно для правки и резки прутков мерной длины, содержащий смонтированные на станине приводной роликовый механизм подачи, правильное устройство, механизм реза с лотком и систему управления механизмом подачи, имеющую электромагнитные муфты, отличающийся тем, что, с целью повышения производительности автомата и качества изделий, механизм подачи снабжен средством для замедления скорости подачи прутка при отрезке, выполненным в виде размещенного на станине червячно-планетарного редуктора, один конец вала которого связан через электромагнитную муф1:у с роликами механизма подачи, а другой через электромагнитную муфту кинематически соединен с правильным устройством, привод червячно-иланетарного редуктора электрически связан с системой управления механизмом подачи, при этом правильное устройство размещено на станине с возможностью перемещения посредством са(Л лазок вдоль оси подачи прутка. 2. Автомат поп, 1, отлучающийся тем, что, с целью уменьшения разброса длины отрезаемых прутков, он снабжен цанговым механизмом, размещенным перед механизмом реза и связанным с системой управления механизмом подачи.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
