(54) АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления гвоздей | 1978 |
|
SU716689A1 |
| Гвоздильный автомат | 1981 |
|
SU988432A1 |
| Автомат для изготовления гвоздей | 1979 |
|
SU1039625A1 |
| Проволочно-гвоздильный автомат | 1977 |
|
SU766716A1 |
| Гвоздильный автомат | 1980 |
|
SU971552A1 |
| Одноударный автомат для высадки гвоздей | 1982 |
|
SU1050793A1 |
| Автомат для изготовления гвоздей | 1980 |
|
SU961831A1 |
| АВТОМАТ ПРОВОЛОЧНО-ГВОЗДИЛЬНЫЙ | 1974 |
|
SU376989A1 |
| Способ изготовления штифтов с плоским торцом и заостренным концом и устройство для его осуществления | 1988 |
|
SU1733169A1 |
| ГВОЗДИЛЬНЫЙ АВТОМАТ | 1971 |
|
SU435889A1 |
Предлагаемое иэрбрете)Яйе отпскзится & кузнечйо-прессовому ЬборудоваанЮ,в
частности, к обо-рзтювантж) для иэютовпе- ния гвоздей.
Известен проБолочно-гвоздипьный автомат, СОСТОЯЩИЙ из размещенных НЯ станине и кинематически связанных между собой механизмов правки, подачи, и зажи ма провслокие механизма отрезки и заост рения, вьшопненного в ввде ножёй сим-, метркчно распопожейЕых относительно оси высадки и установленных на ползунах механизма высадки выполненного в виде Ползуна, смонтированного на станше с возможностью качания относ-йтельно оси высадки.
Особенностью этого автомата является применение в нем колисио-эксдентрикового привода выеадоч:юго попзуна, позаолщотцего сократить ход попзуна на 60% ,
Однако применение кулксно- ксдентр кового механиз1 {а значительно усложнило привод, добавились дополнительные шарнирные соединения и куписно- рычажныэ
звенья, которые в процессе работы будут являться интенсивными источниками шума,
Цель изобретения - утфощение ковст рукции автомата.
Эта цель достигается тем, что механизмы отрезки Е заострения и высадки совмещены и выполнены в виде приводных ножей, симметрично установленных на : далзугю с возможностью перемещения по гориоонтапк посредством направляющих, кроме того на боковой поверхности ножей выполнена насечка.
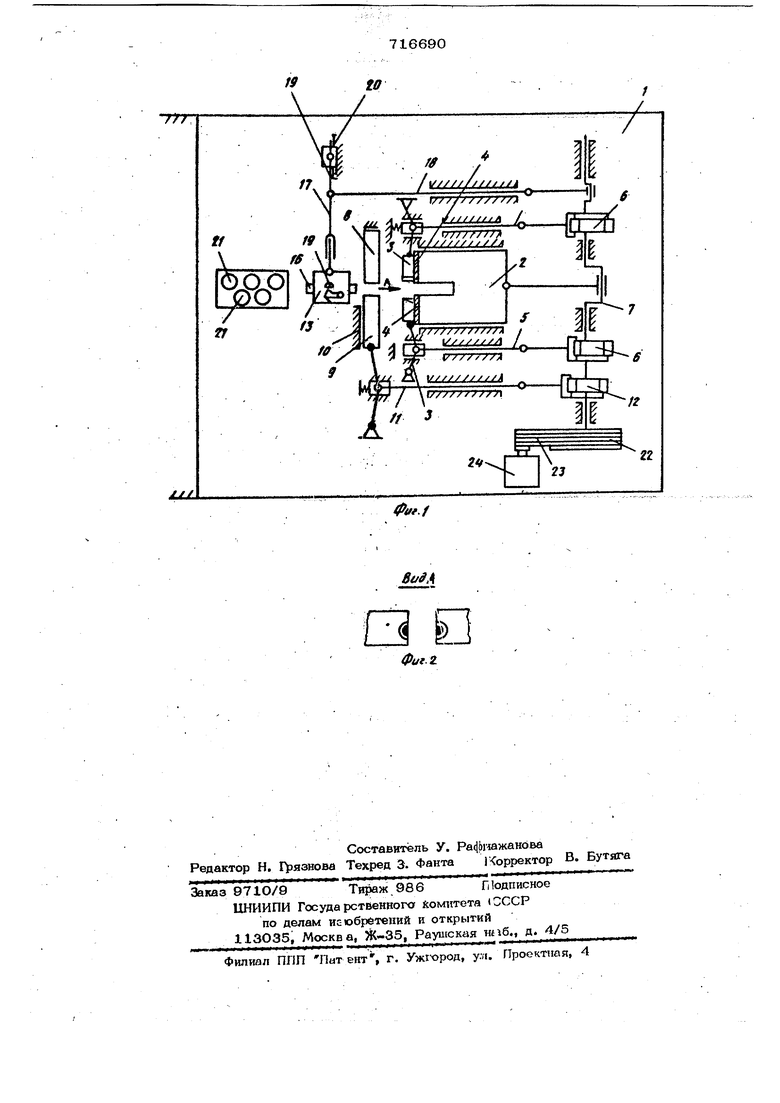
На фиг. 1 приведена кинематическая схема; на фиг. 2 - вид А на фиг. 1.
ABToiviaT состоит из станины 1, внутрт которой размещены ползун 2, несущий на передней части механизм реза 3, являющийся высадочным инструглентом. Механизм реза 3, расположенный в направЛ аощих 4, имеет привод через рычажную систему S от &ксцентрнка 6, смонтированного на 5юленвале 7, являющимся приводом ползуна 2. На передней части станины 1 смонтирована неподвижная заЖИМ1ШЯ полуматрица 8 и подвижная авжимная полуматрица 9, перемещающийся в направляющей 10 к имеющей привод через рачажную систему 11 от эк сцентрика 12, расположенного .на коленвале 7.t
Перед за)кимн:ыми попуматрицами 8, 9 смонтирована клещевая подача 13, содержащая подпружиненное зубильце 14 на1ко1валён1су 15 , и (емещающа яся 1ю свалке 16, Привод подачи 13 осуществл5 ется через рычажную систему 17, кривощипно-шатунный механизм 18 от коленвала 7. Регулировка длины подаваемой заготовки осуществляется изменением длины плеча рычага 19 смещением опорного камня 2О. Перед подачей 13 расположены правильные ролики 21.
Ползун 2 через кривошипно-шатунный механизм, коленбал 7, муфту 22, клино ременную передачу 23 связан с электродвигателем 24.
Работа автомата происходит следующим образом. Проволока через правильные ролики 21, зубильце 14 и наковаленку 15 подачи 13, зажимные полуматрицы 8, 9 и механизм реза 3 подает ся на требуемую величину. Затем автомат включается на автоматический 15ежим работы. От электродвигателя 24 через клиноременную передачу 23, муфту 22 и.коленвал 7 сообщается возвратнопоступательное движение ползуну 2.
Полуматрицами 8, 9 зажимается проволока,а ножи механизма реза при движении ползуна 2 еперед смыкаются, отрезают излишек проволоки и, оставаясь соШшутыми, выполняя I функцию пуансона, высаясивают шляпку гвоз)яя, затем ползун Ha iaHaefT двигаться назад, ножи в coi KHSnhciM СОСТОЯНИИ Отделяют излишек проволоки (если при ходе ползуна вперед
716690
произошла неполная отрезка} и после этого раскрываются.
Матрицы 9, 8 раскрываются и подачей 13 подается проволока с уже вьюаженной головкой. Цикл повторяется и готовое иэделие удаляется через отверстие в ползуне.
Предложенная схема автомата ссовмещением механизмов отрезки-заост .рения и высадки, а также исключение механизма переноса с цанговым зажимом заготовки с приводом позволит намного упростить конструкцию.
Форм-ула изобретения1.Автомат для изготовления гвоздей, содержащий размещенные на станине и кинематически связанные между собой меха газмы правки, подачи и зажима проволоки, механизм отрезки и заострения заготовки, содержащий ножи, симметрично расположенные относительно оси вы-ч садки и установленные на ползунах, и ме-
ханизм высадки, выполненный в виде ползуна, смонтированного на станине с воэч моткнрстью качания относительно оси высадки, отличающийся тем, что, с целью упрощения конструкции, механизмы вьюадки, отрезки и заОстре- ния заготовки совмещены к вьшолнены в виде приводных ножей, симметрично установленных на ползуне с возможностью перемещения по горизонтали посредством направляющих.
Источники информации, принятые во внимание при экспертизе 1. ABTopQKoe свидетельство СССР NO 512843, кл. В 21 (5 3/12, 1973.
D
