I/.
Изобретеиие относится к области правки бунтового материала-, и- может быть использовано в кузнечно-прессовой промышленности для правки бунта и подачн его в холодно-высадочный автомат. ,
Известно правильно-задающее устройство, содержащее закрепленные в корпусе правильнуе ролики и привод установки роликов в рабочее положение с пневмогидравлическим мультипликатором.
Однако такое устройство не обеспечивает MexaHH3HpQBaHHOH отрезки дефектного конца бунта.
G целью устранения указанного недостатка и повышения производительности предлагаемое устройство снабжено смонтированным на корпусе через имеющий привод поворота относительно оси правки промежуточный рычаг отрезным ме.ханизмом, выполненным в виде ножа, подвижного от силового цилиндра, а привод поворота рычага связан через пневмогидраплическую систему распределения с выполненным сдвоенным пневмогидравлическим мультипликатором привода установки роликов в рабочее пoJlOжeниe для раздельного осуществлеиия правки и отрезки.
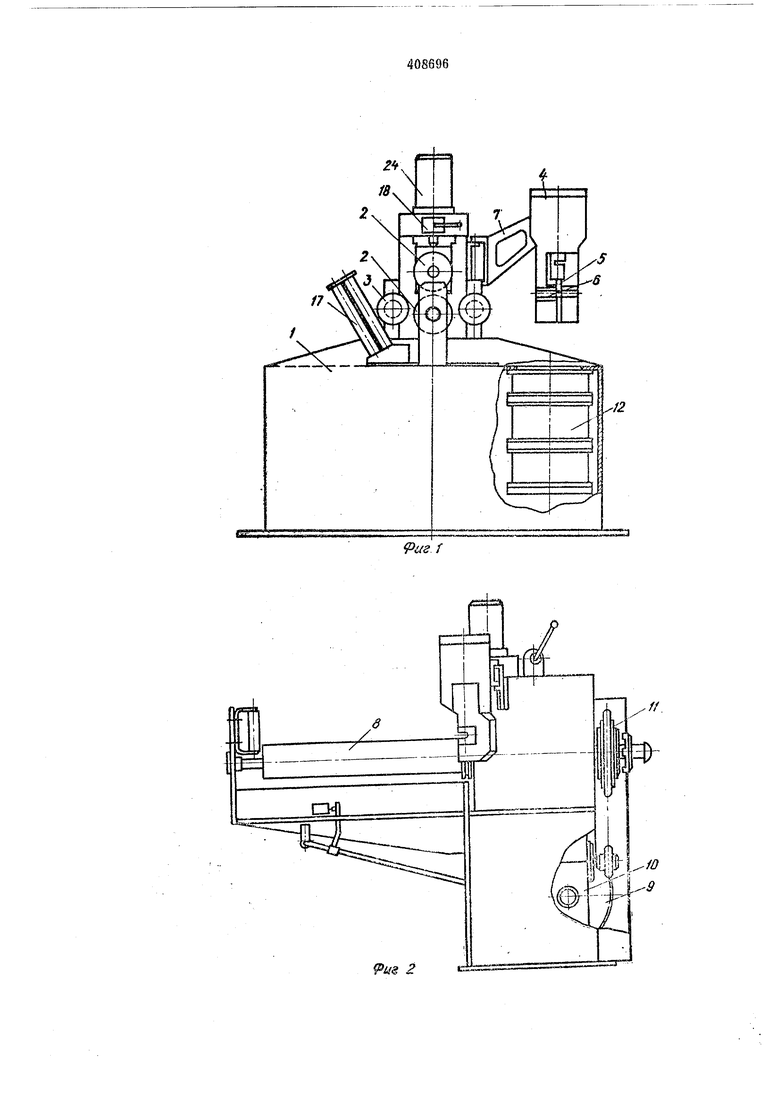
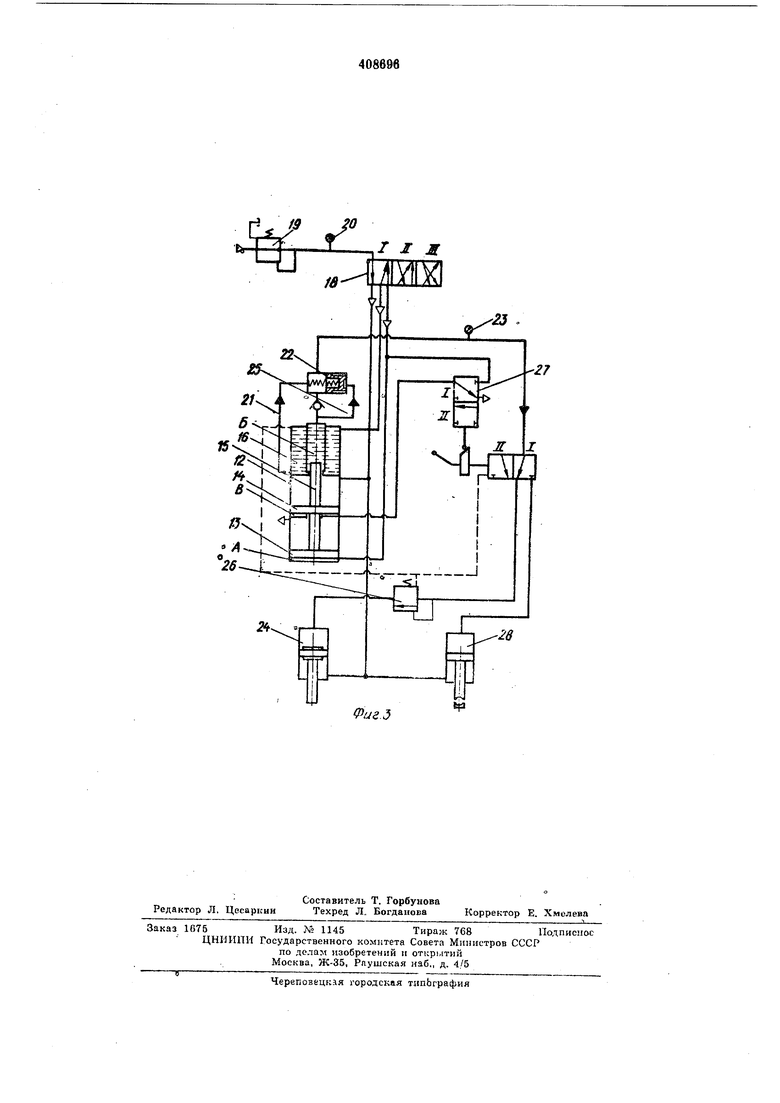
На фиг. схематично изображено предлагаемое правильно-задающее устройство, вид спереди; на . 2 - то же, вид сбоку; на фиг. 3 - пневмогидравлическая схема устройства,
Правильно-задающее устройство содержит корпус /, на котором установлен узел подачи и правки, имеющий приводные правящиеролики 2, из-которых, верхний перемещается при установке прутка. По сторонам нижнего ролика 2 расположены регулируемые по Bbiv соте ролики 3, служащие для правки прутка.
Правилы.о-задающее устройство снабжено механизмом 4 реза, включающим в себя .гидроцилиндр} обеспечивающий передвижение штока с закрепленным на нем подвижным ножом 5. В нижней части корпуса механизма реза неподвижно установлена матрица 6, которая служит для размещения прутка в иамент его отрезки.
Механизм реза установлен шарннрно на рычаге 7 и отводится в нерабочее положение после отрезки прутка,
Приводные правящие роЛйки 2 соединены с консольно расположенным валом 8, на котором размещается бунтовой материал и который вращается синхронно с нижним роликом 2. За счет синхронного вращения вала и ролика обеспечиваегся разматывание бунтового материала.
Привод правящих роликов 2 осуществляется с помощью электродвигателя 9 и соединенного с ним через муфту редуктора JO, расположенных в корпусе. Редуктор соединен цепной передачей с обгонной муфтой //, установлепном на валу нижнего ролика 2 и предотвращающей передачу вращения на редуктор iipii работе холодно-высадочного автомата. Гидравлическое давление, требуемое для правки и отрезки прутка, обеспечивается мультипликатором 12, который снабжен двумя последовательно соединенными между собой порщнями 13 и И. Поршень 14 имеет шток 15, с помощью которого при подаче воздуха в полость Л мультипликатора в полости Б создается высокое гидравлическое давление, например 75 кг1см, требуемое для правки прутка. А при одновременной подаче воздуха в полости Л и В в полости Б создается высокое гидравлическое давление, например, 1.50 кг1с.м, требуемое для эффективной отрезки деформированного конца прутка. Кроме того, мультипликатор 12 снабжен гидравлической камерой 16, обеспечивающей малое гидравлическое давление, которое равно давлению воздуха в сети и которое требуется для предварительного отвода и подвода верхнего ролика 2 и подвижного ножа 5 при установке прутка. Для осуществления правки материала бунт навешивается на вал 8, начальный конец прутка заводится за отсекате. .ь /7. и подается на ручьи правящих роликоЕ. При переключении трехпозиционного крана 18 из положения I в положение II воздух из сети через редуктор 19 с манометром 20 подается в камеру 16 мультипликатора, и вытесняемое масло через трубопровод 21 и клапан 22 подается через манбметр 23 в рабочую полость цилиндра 24, подводя верхний ролик 2 до соприкосновения с прутком. При переключении крана /8 в положение III воздух из сети поступает в полость А мультипликатора При этом масло высокого давления, например, 75 кг/сж, вытесняемое из полости в через трубопровод 25, отжимает клапан 22 в левое (по фиг. 3) положение и, отсекая низкое давление, подается через предохранительный клапан 26 в рабочую полость цилиндра 24. Правящие рол-ики 2 приходят в рабочее положение, и при включении привода производится правка прутка. По окончании правки кран 18 переводится в положение III. При этом в цилиндре 24 созается давление, равное давлению воздуха в ети и необходимое для поджима прутка при отрезке. Для обеспечения отрезки деформированного конца прут-ка механизма 4 реза устанавливается в рабочее положение, при котором пруток размещается между ножами механизма реза. При этом клапан 27 автоматически переводится в положение II, соединяя напорные полости Л и fi мультипликатора. Для отрезки деформированного конца прутка кран 18 переводится в положение III, и воздух подается в полости Л и fi, создавая в полости Б высокое гидравлическое давление, например, 150 кг1см. Масло из полости Б, отсекая масло низкого давления клапаном 22, подается в рабочую полость цилиндра 28 механизма реза, производя отрезку. При переводе крана 18 в положение I происходит подъ,ем верхнего ролика 2 и разжим механизма 4 реза. Механизм реза отводится в нерабочее положение, и производится правка прутка на длину, необходимую для заправки его в холодновысадочный автомат. Дальнейшая подача и правка бунтового материала, при зажатых приводных правящих роликах 2, производится подающими роликами холодно-высадочного автомата. Предмет изобретения Правильно-задающее устройство, содержа. закрепленные в корпусе правильные и привод установки роликов в рабочее положение с пневмогидравлическим мультипликатором, отличающееся тем, что, с целью повышения производительности за счет меха«изации отрезки дефектного конца бунта, оно снабжено смонтированным на кор-пусе через имеющий привод поворота относительно оси правки промежуточный рычаг отрезным механизмом, выполненным в виде ножа, подвижного от силового цилиндра, а привод поворота рычага связан через пневмогидравлическую систему распределения с пневмогидравлическим мультипликатором привода установки роликов в рабочее положение, выполненным сдвоенным для раздельного осущестг вления правки и отрезки.
/2
| название | год | авторы | номер документа |
|---|---|---|---|
| аг-'РСОЮЗН^Яот. А -а- :'•' I В "''Г '^ « Г'{ V '" ''-\' i. '- .. 'liAii-HlKL'-ib^nr.-Биьлио -L.; | 1973 |
|
SU369966A1 |
| Правильно-задающее устройство | 1982 |
|
SU1129004A1 |
| Правильно-задающее устройство к холодно-высадочному автомату | 1976 |
|
SU673361A1 |
| Правильно-задающее устройство | 1977 |
|
SU740362A1 |
| МНОГОПОЗИЦИОННЫЙ ХОЛОДНО-ВЫСАДОЧНЫЙ АВТОМАТ | 1973 |
|
SU378278A1 |
| Правильно-задающее устройство к холодно-высадочным автоматам | 1976 |
|
SU590051A1 |
| Правильно-растяжная машина | 1975 |
|
SU566657A1 |
| Правильно-отрезной автомат | 1982 |
|
SU1026908A1 |
| Автоматизированный участок | 1987 |
|
SU1530412A1 |
| Гвоздильный автомат | 1981 |
|
SU988432A1 |
9us 2
Фиг
